You might also like
- Radiography Test Inspection Free NDT Sample ProcedureDocument4 pagesRadiography Test Inspection Free NDT Sample ProcedureMohamed Tarek Hamam0% (1)
- BK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsDocument69 pagesBK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsPanneer SelvamNo ratings yet
- MPTDocument25 pagesMPTAMIT SHAH100% (2)
- MT Procedure Rkl-Pro-08-ThocDocument26 pagesMT Procedure Rkl-Pro-08-ThocEmmad JriNo ratings yet
- LPT Written ProcedureDocument8 pagesLPT Written ProcedureManikantaSumanthNo ratings yet
- Written PracticeDocument27 pagesWritten PracticeSefa KasapogluNo ratings yet
- UT Procedure - DahejDocument12 pagesUT Procedure - DahejAashid PsNo ratings yet
- Written Practice ProcedureDocument20 pagesWritten Practice ProcedureSenthil Kumaran50% (2)
- Liquid Penetrant Testing Procedure (StructuralDocument8 pagesLiquid Penetrant Testing Procedure (StructuralGoutam Kumar Deb100% (1)
- JNK SOP for Weld Visual InspectionDocument17 pagesJNK SOP for Weld Visual InspectionAvishek GuptaNo ratings yet
- WELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Document65 pagesWELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Ethem Güngör100% (1)
- ASNT Level-II Visual & Optical Testing ProcedureDocument5 pagesASNT Level-II Visual & Optical Testing ProcedureFadil WimalaNo ratings yet
- Ut & Mpi ProcedureDocument23 pagesUt & Mpi ProcedurePRASHANT100% (2)
- Magnetic Particle Examination of WeldsDocument4 pagesMagnetic Particle Examination of WeldsshruthiNo ratings yet
- General Specification For Visual TestingDocument5 pagesGeneral Specification For Visual Testingsyukron_aNo ratings yet
- VT & PT - NotesDocument10 pagesVT & PT - Notessanjeev sahota100% (1)
- Aries - Saturated Eddycurrent - Tube - ProcedureDocument17 pagesAries - Saturated Eddycurrent - Tube - ProcedureVipin ShettyNo ratings yet
- Vision FormatDocument2 pagesVision FormatSubramanian VaithilingamNo ratings yet
- LPT As Per Asme & IsoDocument2 pagesLPT As Per Asme & IsosbmmlaNo ratings yet
- SNIS UT 578 - Steel PlatesDocument14 pagesSNIS UT 578 - Steel PlatesShailesh DeshmukhNo ratings yet
- UT Report KRC DCUDocument3 pagesUT Report KRC DCUAlzaki AbdullahNo ratings yet
- Writen Practice of Qualification and Certification SHDocument15 pagesWriten Practice of Qualification and Certification SHSisira Chandrasoma100% (3)
- NDT Steel CastingsDocument17 pagesNDT Steel CastingsWoodrow FoxNo ratings yet
- Manual Ultrasonic Testing Procedure for 26Document12 pagesManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- MT Tta NDT Mpi 01 AsmeDocument13 pagesMT Tta NDT Mpi 01 AsmeTuan DangNo ratings yet
- SAWAED'S LIQUID PENETRANT TEST PROCEDUREDocument7 pagesSAWAED'S LIQUID PENETRANT TEST PROCEDUREAlam MD SazidNo ratings yet
- LIQUID PENETRANT TESTING PROCEDUREDocument23 pagesLIQUID PENETRANT TESTING PROCEDURESerajahmad56No ratings yet
- Examination Procedures For Ultrasonic Thickness MeasurementDocument13 pagesExamination Procedures For Ultrasonic Thickness MeasurementOsilonya HenryNo ratings yet
- 4260Document10 pages4260Lipika GayenNo ratings yet
- D-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionDocument33 pagesD-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionThinh NguyenNo ratings yet
- Itp AsntDocument33 pagesItp AsntSYED FADZIL SYED MOHAMED100% (1)
- Master List of Calibration Equp.& Instr.Document8 pagesMaster List of Calibration Equp.& Instr.Balkishan DyavanapellyNo ratings yet
- Engineering Specifications - Inspection: Rev. FDocument17 pagesEngineering Specifications - Inspection: Rev. Fstephen lewellen100% (1)
- API 1104 ComplateDocument24 pagesAPI 1104 ComplateAwale UdinNo ratings yet
- Calibration Procedure FOR Calipers General: Technical ManualDocument8 pagesCalibration Procedure FOR Calipers General: Technical ManualrcmetrologyNo ratings yet
- RED-NDT-MT-00001 Rev ADocument11 pagesRED-NDT-MT-00001 Rev ATadaya KasaharaNo ratings yet
- Ultrasonic Test Procedure AWS D1.1 (NDE Procedure For Structure)Document26 pagesUltrasonic Test Procedure AWS D1.1 (NDE Procedure For Structure)Taufik SantosoNo ratings yet
- Visual Examination Procedure: 1. PurposeDocument4 pagesVisual Examination Procedure: 1. PurposeElvin MenlibaiNo ratings yet
- Ea 4 15 G Rev01 May 2015 Rev PDFDocument24 pagesEa 4 15 G Rev01 May 2015 Rev PDFandrej_voloscuk13100% (1)
- GE Energy Management Visual Inspection RequirementsDocument10 pagesGE Energy Management Visual Inspection RequirementsKarthik P MuraliNo ratings yet
- P 11 CNDT JP41 Ut-Aws D1.1 Rev 07Document22 pagesP 11 CNDT JP41 Ut-Aws D1.1 Rev 07Vimal MenonNo ratings yet
- Magnetic Particle Inspection Report DetailsDocument1 pageMagnetic Particle Inspection Report DetailsJindarat Kasemsooksakul100% (1)
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- 18 Requirements Cswip Es NDTDocument12 pages18 Requirements Cswip Es NDTAnonymous 95dlTK1McNo ratings yet
- Ajay Dimri: (Certificate No - 84801.)Document8 pagesAjay Dimri: (Certificate No - 84801.)muhammadazharNo ratings yet
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiDocument1 pageMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan RajaNo ratings yet
- Welding Coordination-Tasks & ResponsibilitiesDocument14 pagesWelding Coordination-Tasks & Responsibilitieskumaraswamy.kNo ratings yet
- Report - Form - MT - PT - RT - Ut - Cal - 2015Document9 pagesReport - Form - MT - PT - RT - Ut - Cal - 2015YuwantoniAlNo ratings yet
- L4-UAE-046E (Rev 4) Densitometer Calibration ProcedureDocument4 pagesL4-UAE-046E (Rev 4) Densitometer Calibration ProcedureRahul DubeyNo ratings yet
- Radiography - Film Quality ChecklistDocument4 pagesRadiography - Film Quality ChecklistNatraji100% (1)
- E428Document6 pagesE428valentinNo ratings yet
- SSIS Visual Examination Report FormatDocument1 pageSSIS Visual Examination Report FormatSalman KhanNo ratings yet
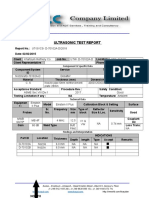
- Ultrasonic Test Report: Before AfterDocument7 pagesUltrasonic Test Report: Before AfterMenad SalahNo ratings yet
- NDT For WeldersDocument66 pagesNDT For WelderssameeraNo ratings yet
- Sievert India Pvt. LTD.: Question PaperDocument10 pagesSievert India Pvt. LTD.: Question PaperPrabhuNo ratings yet
- TUV SUD - PT Procedure Rev.05Document13 pagesTUV SUD - PT Procedure Rev.05HassanNo ratings yet
- 네이버 블로그 - - 글 내용 PrintDocument12 pages네이버 블로그 - - 글 내용 Printoctgdrillstem.inspectionreportsNo ratings yet
- Saep 1146Document8 pagesSaep 1146Ronanki RaviNo ratings yet
- MAGNETIC PARTICLE TEST PROCEDUREDocument4 pagesMAGNETIC PARTICLE TEST PROCEDUREHarry Doble100% (1)
- Can Do AttitudeDocument7 pagesCan Do AttitudeHassanNo ratings yet
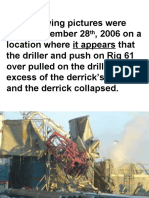
- 100 Rig CollapseDocument15 pages100 Rig CollapsewojakNo ratings yet
- 14 662000 4800000322 Mob Mec MST 000021 - 01Document21 pages14 662000 4800000322 Mob Mec MST 000021 - 01HassanNo ratings yet
- NDT RaDocument8 pagesNDT RaHassanNo ratings yet
- Baseline Risk Assessment: Phindile Kula (Project Coordinator)Document9 pagesBaseline Risk Assessment: Phindile Kula (Project Coordinator)EmilNo ratings yet
- Toaz - Info NDT Risk Assessment 1 PRDocument9 pagesToaz - Info NDT Risk Assessment 1 PRjonathan egbahNo ratings yet
- MPT RaDocument9 pagesMPT RaHassanNo ratings yet
- NDT RaDocument8 pagesNDT RaHassanNo ratings yet
- ABO Forward & Reverse Typing CrossmatchingDocument7 pagesABO Forward & Reverse Typing CrossmatchingHiraya ManawariNo ratings yet
- Separating Coloured Inks by Paper ChromatographyDocument36 pagesSeparating Coloured Inks by Paper ChromatographyMANSI CHAUDHARYNo ratings yet
- Campana Refinery Project General SpecificationsDocument22 pagesCampana Refinery Project General SpecificationseujualNo ratings yet
- Amino AnalysisDocument8 pagesAmino AnalysisVignesh ReddyNo ratings yet
- Introduction to Biochemistry BasicsDocument43 pagesIntroduction to Biochemistry BasicsFrianeza Mae MariñasNo ratings yet
- TiB2 Materials Processing Properties ApplicationsDocument23 pagesTiB2 Materials Processing Properties ApplicationsAmarNo ratings yet
- Chemistry Unit 1 June 2011 AS EDEXCEL MARK SCHEMEDocument21 pagesChemistry Unit 1 June 2011 AS EDEXCEL MARK SCHEMEGhaleb W. MihyarNo ratings yet
- Ficha Tecnica NPT QUICK FLASH ADDITIVE M00009Document1 pageFicha Tecnica NPT QUICK FLASH ADDITIVE M00009Stéphanie BaltazarNo ratings yet
- STM Carbomers Brochure FINAL ScreenDocument3 pagesSTM Carbomers Brochure FINAL ScreenRichard LondoñoNo ratings yet
- E Book - Complete Guide of Polycarbonate Fabrication - ExceliteDocument49 pagesE Book - Complete Guide of Polycarbonate Fabrication - ExcelitecpcdbrNo ratings yet
- Answer Key Ionic BondingDocument4 pagesAnswer Key Ionic BondingRahmania AviantiNo ratings yet
- 1112283stock2075 3 17Document5 pages1112283stock2075 3 17cds nepalNo ratings yet
- Pie Acceptor Ligands AssignmentDocument13 pagesPie Acceptor Ligands AssignmentTaimoor Hassan KhanNo ratings yet
- B102 Animal Cell Flagged Color PDFDocument1 pageB102 Animal Cell Flagged Color PDFThomas HaleyNo ratings yet
- ARCHITECT c4000: Put Science On Your SideDocument2 pagesARCHITECT c4000: Put Science On Your SideBahattin kayaNo ratings yet
- Electrochemistry - PYQ - (NSEC)Document5 pagesElectrochemistry - PYQ - (NSEC)LAKHAN KHANDELWAL100% (1)
- C4C1.0303 SteelNumber ChemicalcompositionequivalentpropertiesDocument2 pagesC4C1.0303 SteelNumber Chemicalcompositionequivalentpropertiesharis osmanagicNo ratings yet
- Unit IV PPT - Chemical BondingDocument68 pagesUnit IV PPT - Chemical BondingYash TajaneNo ratings yet
- Optimal Selection of Operating Pressure For Distillation ColumnsDocument17 pagesOptimal Selection of Operating Pressure For Distillation ColumnssamandondonNo ratings yet
- Test On Chemical KineticsDocument4 pagesTest On Chemical Kineticsdevansh dewanNo ratings yet
- Technology Update No. 3: SSPC: The Society For Protective CoatingsDocument12 pagesTechnology Update No. 3: SSPC: The Society For Protective CoatingsachusanachuNo ratings yet
- In2it: A System For Measurement of B-Haemoglobin A1c Manufactured by BIO-RADDocument63 pagesIn2it: A System For Measurement of B-Haemoglobin A1c Manufactured by BIO-RADiq_dianaNo ratings yet
- Group 17 Elements: The Halogens Family: P-Block Elements (Halogen & Noble Gases)Document20 pagesGroup 17 Elements: The Halogens Family: P-Block Elements (Halogen & Noble Gases)MoneyNo ratings yet
- Science - Stage 6 - 01 - 8RP - AFP - tcm142-640013Document12 pagesScience - Stage 6 - 01 - 8RP - AFP - tcm142-640013Manar SalahNo ratings yet
- 94 Enthalpies of SolutionDocument4 pages94 Enthalpies of SolutionJude PeelNo ratings yet
- Beers Law Chem IA - Ethan YuenDocument9 pagesBeers Law Chem IA - Ethan Yuenyuent4100% (1)
- Consumibles de CromatografiaDocument4 pagesConsumibles de CromatografiaRoberto Celso ChuquimayoNo ratings yet
- SZ-7520T / SZ-7529T: Operating InstructionsDocument2 pagesSZ-7520T / SZ-7529T: Operating InstructionsMathalinNo ratings yet
- Introduction To EOR ProcessesDocument23 pagesIntroduction To EOR Processesحسين رامي كريم A 12No ratings yet
- Smart QUE AND AnswersDocument38 pagesSmart QUE AND AnswersMAHENDRANo ratings yet