You might also like
- New American Paintings - December-January, 2019Document180 pagesNew American Paintings - December-January, 2019Fabio Nagual100% (1)
- The Process, Church of The Final Judgment - ScripturesDocument132 pagesThe Process, Church of The Final Judgment - Scripturescirclesphere100% (2)
- Store Visit ChecklistDocument5 pagesStore Visit ChecklisthayeslnlNo ratings yet
- Industrial Gas Generator Illustrated Parts CatalogueDocument10 pagesIndustrial Gas Generator Illustrated Parts CataloguejuanaNo ratings yet
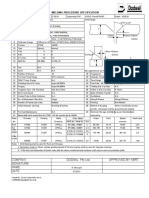
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- MTC For BoltDocument2 pagesMTC For Boltrizwan40% (5)
- Design of Fin Plate Connection - (Beam To Column) : DT12007-SS-C8831 DT12007Document3 pagesDesign of Fin Plate Connection - (Beam To Column) : DT12007-SS-C8831 DT12007sundarNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
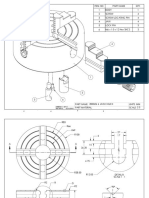
- 200MM 4 Jaw Chuck PDFDocument11 pages200MM 4 Jaw Chuck PDFluisNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Relative Density and Load Capacity of SandsDocument14 pagesRelative Density and Load Capacity of SandsgatotNo ratings yet
- DC Motors, Speed Controls, Servo Systems: An Engineering HandbookFrom EverandDC Motors, Speed Controls, Servo Systems: An Engineering HandbookRating: 5 out of 5 stars5/5 (3)
- Mixed Use DevelopmentDocument3 pagesMixed Use DevelopmentMark Darcy UngsonNo ratings yet
- Troubleshooting Directory for LHB Type RMPU EOG AC CoachesDocument44 pagesTroubleshooting Directory for LHB Type RMPU EOG AC Coachesdivisional electrical engg100% (6)
- II PUC PHYSICS - Previously Appeared Questions and Answers For 2021 Exam by MANJUNATH BDocument52 pagesII PUC PHYSICS - Previously Appeared Questions and Answers For 2021 Exam by MANJUNATH BVishal Ramesh100% (1)
- BA Anchor Data SheetDocument17 pagesBA Anchor Data SheetbrodieNo ratings yet
- IV Solution Cheat Sheet: Type Description Osmolality Use MiscellaneousDocument1 pageIV Solution Cheat Sheet: Type Description Osmolality Use MiscellaneousKristine Castillo100% (2)
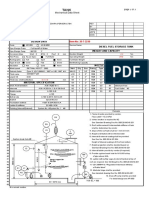
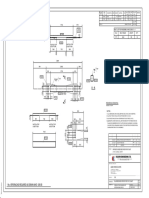
- Diesel Tank DSDocument1 pageDiesel Tank DSNurcahyo Djati W0% (1)
- Pressure Regulating Valve SpecificationDocument7 pagesPressure Regulating Valve SpecificationSreejesh Sundaresan100% (1)
- MTT20 CAT777G-Appendix-4 PDFDocument59 pagesMTT20 CAT777G-Appendix-4 PDFJose Manuel Carcamo SaezNo ratings yet
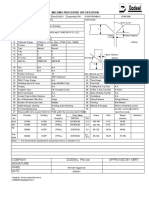
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- 3271007327XX314F3001 As On 280422Document29 pages3271007327XX314F3001 As On 280422Trần Văn HiếuNo ratings yet
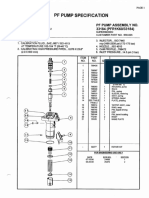
- PF Pump SpecificationDocument2 pagesPF Pump Specificationjohnny sabinNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Pt. Bukaka Teknik Utama: Welding Book Process Piping (Duplex)Document2 pagesPt. Bukaka Teknik Utama: Welding Book Process Piping (Duplex)Solikhul HarisNo ratings yet
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Assembly Exercise Palcone MiguelDocument3 pagesAssembly Exercise Palcone MiguelTIP EducationNo ratings yet
- PF Pump SpecificationDocument2 pagesPF Pump Specificationjohnny sabinNo ratings yet
- Ethylene Project GTAW Welding Procedure QatarDocument1 pageEthylene Project GTAW Welding Procedure QatarS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Ethylene Project Welding Procedure SpecificationDocument1 pageEthylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Egyptian Sponge Iron & Steel Company Direct Reduction Iron Facility On/Off Control Valve ListDocument4 pagesEgyptian Sponge Iron & Steel Company Direct Reduction Iron Facility On/Off Control Valve ListMohamed Elsaid El ShallNo ratings yet
- Gen PNG STD 001 - 02Document40 pagesGen PNG STD 001 - 02Jose C. MelendezNo ratings yet
- Wps 22Document2 pagesWps 22Avishek GuptaNo ratings yet
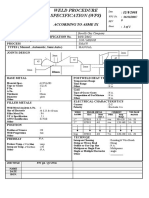
- Weld Procedure Specification (WPS) : According To Asme IxDocument1 pageWeld Procedure Specification (WPS) : According To Asme IxMina Roger Samy50% (2)
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PP41 Rev.3Document1 pagePP41 Rev.3Ashish ChackoNo ratings yet
- Welding Procedure Specification for ASME Sec IX Ed 2004Document1 pageWelding Procedure Specification for ASME Sec IX Ed 2004kiki270977No ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- TMY-220-HVM-2000-MD 220kV CB - ED R2Document21 pagesTMY-220-HVM-2000-MD 220kV CB - ED R2Thái SalemNo ratings yet
- Alvarez Engr. Catibayan: Riser Diagram 1 3Document1 pageAlvarez Engr. Catibayan: Riser Diagram 1 3Grizzly BearNo ratings yet
- Q-Chem Ethylene Project Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Arrangement of Co2 Room KA4401-054-22 List of Fittings: DN PN QT Y WTDocument2 pagesArrangement of Co2 Room KA4401-054-22 List of Fittings: DN PN QT Y WTLuận NguyễnNo ratings yet
- 1624STK Parts ManualDocument40 pages1624STK Parts ManualGanesh SainavarapuNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Clarke - Baterías - Información TécnicaDocument1 pageClarke - Baterías - Información TécnicaRAUL RICARDO ROJAS SAGASTEGUINo ratings yet
- Welder Qualification Test Parameter Sheet: Weld LayerDocument16 pagesWelder Qualification Test Parameter Sheet: Weld Layergulu padhanNo ratings yet
- Aluminium Profile Type 2 - EditedDocument1 pageAluminium Profile Type 2 - EditedJessica Issa JuliaNo ratings yet
- Ethylene Project Fillet Weld PQRDocument1 pageEthylene Project Fillet Weld PQRS GoudaNo ratings yet
- Q-Chem Ethylene Project Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- DcrerweDocument1 pageDcrerwesri9987No ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- 1 No. Ver Bracing Required As Drawn MKD' - 2Vb-35: Bolt List For Assembly MKD' 2Vb-35 X 1 Dia. Qty. Bolt GradeDocument1 page1 No. Ver Bracing Required As Drawn MKD' - 2Vb-35: Bolt List For Assembly MKD' 2Vb-35 X 1 Dia. Qty. Bolt Grademo3azNo ratings yet
- Dimensions Are For Reference Only. All Dimensions Are Subject To Change Upon Production. Unless Otherwise SpecifiedDocument1 pageDimensions Are For Reference Only. All Dimensions Are Subject To Change Upon Production. Unless Otherwise SpecifiedRUN GONo ratings yet
- Q-Chem Ethylene Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Welding Procedure SpecificationS GoudaNo ratings yet
- Sitarama Lis EmgaDocument7 pagesSitarama Lis EmgaRadhaNo ratings yet
- Si3481DV - RC: Vishay SiliconixDocument3 pagesSi3481DV - RC: Vishay SiliconixmahaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PF Pump Specification: Stanadyne"Document2 pagesPF Pump Specification: Stanadyne"Eduardo David Castillo QuijandriaNo ratings yet
- Semiconducting III–V Compounds: International Series of Monographs on SemiconductorsFrom EverandSemiconducting III–V Compounds: International Series of Monographs on SemiconductorsNo ratings yet
- AP Calculus AB 4.1A Worksheet Key ConceptsDocument44 pagesAP Calculus AB 4.1A Worksheet Key ConceptsDavid Joseph100% (1)
- Oukfxu DH Lwpuk Ladyu@Izs'K.K GSRQ Izns"K LRJ Ij MRRJNK H Ysoy 1) 2, Oa 3 LRJ Ds VF/KDKFJ Ksa Ds Leidz LWDocument12 pagesOukfxu DH Lwpuk Ladyu@Izs'K.K GSRQ Izns"K LRJ Ij MRRJNK H Ysoy 1) 2, Oa 3 LRJ Ds VF/KDKFJ Ksa Ds Leidz LWNishant KumarNo ratings yet
- Pulsar220S PLANOS PDFDocument32 pagesPulsar220S PLANOS PDFJuan Jose MoralesNo ratings yet
- Literature ReviewDocument2 pagesLiterature ReviewFaith Arpon AbogandaNo ratings yet
- Plant LocationDocument40 pagesPlant LocationAvril PizzaNo ratings yet
- Parts of the Globe: Prime Meridian, Equator and Climate ZonesDocument18 pagesParts of the Globe: Prime Meridian, Equator and Climate Zonesmelgazar tanjayNo ratings yet
- Chapter 1 - Quiz 2 Form A: A. B. C. D. E. F. G. H. I. J. K. L. M. N. O. P. 1. 2. 3. 4. 5. 6. 7. 8Document2 pagesChapter 1 - Quiz 2 Form A: A. B. C. D. E. F. G. H. I. J. K. L. M. N. O. P. 1. 2. 3. 4. 5. 6. 7. 8Olalekan Oyekunle0% (1)
- Kti Semuanya-DikonversiDocument59 pagesKti Semuanya-DikonversigacikNo ratings yet
- B. Ingg Paket BDocument14 pagesB. Ingg Paket BAsep Fajar IrawanNo ratings yet
- PPG Hi-Temp™ 1027 HDDocument5 pagesPPG Hi-Temp™ 1027 HDMarleo MorenoNo ratings yet
- DSBV87ALP Two-Stage Differential Pressure Control Valve SpecsDocument2 pagesDSBV87ALP Two-Stage Differential Pressure Control Valve SpecsadrianioantomaNo ratings yet
- Build a Homebrew Pre-Amplified MicrophoneDocument3 pagesBuild a Homebrew Pre-Amplified MicrophoneMacario Imbudo BukatotNo ratings yet
- Feed Water Heater ModellingDocument64 pagesFeed Water Heater ModellingSIVA KAVYANo ratings yet
- Abstract of SURYA NAMASKARDocument23 pagesAbstract of SURYA NAMASKARSarita SharmaNo ratings yet
- Mbbs BooksDocument7 pagesMbbs Booksbakhem7hbk2002190% (1)
- Model146C DynamicGasCal 156file - 18125Document150 pagesModel146C DynamicGasCal 156file - 18125api-26966403100% (1)
- Unit 1 Unit 2 Unit 3 DIFFERENTIAL CALCULUS 1 2 3 PDFDocument124 pagesUnit 1 Unit 2 Unit 3 DIFFERENTIAL CALCULUS 1 2 3 PDFjayaram prakash kNo ratings yet
- Ael Igniter CordsDocument1 pageAel Igniter CordsAlexander OpazoNo ratings yet
- 02-A Guide To Chinese Classical MythologyDocument22 pages02-A Guide To Chinese Classical MythologyNguyen Pham Thien ThanhNo ratings yet
- 3 Uscg BWM VRPDocument30 pages3 Uscg BWM VRPdivinusdivinusNo ratings yet
- Beira Port MozambiqueDocument4 pagesBeira Port Mozambiqueripper_oopsNo ratings yet