You might also like
- A320 Classic To Advanced Training CBTDocument28 pagesA320 Classic To Advanced Training CBT19886288% (8)
- Ansi - Asme B1.2-1983 (2007)Document196 pagesAnsi - Asme B1.2-1983 (2007)Thành Thái100% (1)
- Grinding Safety 1Document4 pagesGrinding Safety 1Suthar Rajesh GNo ratings yet
- 58-Mars in VirgoDocument10 pages58-Mars in VirgoSaptarishisAstrologyNo ratings yet
- Techs Up Insert Wear Hand OutDocument2 pagesTechs Up Insert Wear Hand OutShahed FacebookNo ratings yet
- Extrusion MOULDINGDocument17 pagesExtrusion MOULDINGAnshu Chabay100% (1)
- 2019.09.03 - EST & SCHED - r.2 - Combined OverviewDocument1 page2019.09.03 - EST & SCHED - r.2 - Combined OverviewSriNo ratings yet
- Answers To CES Test About IALA Maritime Buoyage SystemDocument26 pagesAnswers To CES Test About IALA Maritime Buoyage SystemMyo Minn TunNo ratings yet
- MSG3Document14 pagesMSG3carrot123456No ratings yet
- PSV and FlareDocument116 pagesPSV and FlareShanmuga Muthukumar100% (6)
- TH. Hill Casing Failures Training Course 2010Document32 pagesTH. Hill Casing Failures Training Course 2010hshobeyriNo ratings yet
- FS Na DDXDocument2 pagesFS Na DDXDhim131267No ratings yet
- Casting MethodDocument15 pagesCasting MethodGabriela Maira Sanches VolpiNo ratings yet
- 03 1 TD3100 Manual TraningDocument38 pages03 1 TD3100 Manual TraningPhit Nguyen Viet100% (1)
- HMK300EDocument9 pagesHMK300EkbenjikaNo ratings yet
- Airbus Flight Operations Briefing NotesDocument11 pagesAirbus Flight Operations Briefing Notesstrainstress20006715No ratings yet
- 2.bien Phap Thi Cong Ong GioDocument19 pages2.bien Phap Thi Cong Ong GioQuang Do HoangNo ratings yet
- Laser Beam MachiningDocument30 pagesLaser Beam MachiningcpamechaNo ratings yet
- 512WKS 6 Manufacturing Metalworking GuilotinesDocument4 pages512WKS 6 Manufacturing Metalworking GuilotinesRiddhi SarvaiyaNo ratings yet
- WKS 6 Manufacturing Paper Cutting GuillotinesDocument4 pagesWKS 6 Manufacturing Paper Cutting GuillotinesdosamoNo ratings yet
- Makineri Sharra - Shears-Circular-Saw-BenchesDocument4 pagesMakineri Sharra - Shears-Circular-Saw-BenchesValon SelmaniNo ratings yet
- 506WKS 6 Manufacturing Metal Turning LathesDocument4 pages506WKS 6 Manufacturing Metal Turning LathessizweNo ratings yet
- 542WKS 6 Manufacturing Three Roll Bending MachinesDocument2 pages542WKS 6 Manufacturing Three Roll Bending MachinesPhanQuânNo ratings yet
- X 1100 NDocument1 pageX 1100 NDenzel DenNo ratings yet
- Manufacturing Power PressesDocument4 pagesManufacturing Power PressesMoneom ArousNo ratings yet
- XploreDocument1 pageXplorewisnu prabowo muktiNo ratings yet
- Product Sheet: Product Reference EN ISO20345:2011 Sizes Weight (S. 41)Document1 pageProduct Sheet: Product Reference EN ISO20345:2011 Sizes Weight (S. 41)Chilmi Adi SalamNo ratings yet
- Fire Chief HoseDocument4 pagesFire Chief HoseAnandNo ratings yet
- Guia de FerrografiaDocument1 pageGuia de FerrografiaJesus Nieva CornejoNo ratings yet
- Senna: Product SheetDocument1 pageSenna: Product SheetDenzel DenNo ratings yet
- 0 Intro STK PipeDocument10 pages0 Intro STK PipeAbdelkader FattoucheNo ratings yet
- Safety Jogger DakarDocument1 pageSafety Jogger DakarJuan Pablo YaxNo ratings yet
- Industrial Report On The Dms2 PlantDocument13 pagesIndustrial Report On The Dms2 PlantTeererai KaguraNo ratings yet
- Safety ShoesDocument1 pageSafety ShoesVoltaire HegelNo ratings yet
- Galaxy: Product SheetDocument1 pageGalaxy: Product Sheetcogentech appNo ratings yet
- TurboDocument1 pageTurboFuad FirmansyahNo ratings yet
- NovaDocument1 pageNovaGuntur RitongaNo ratings yet
- Bestboy: Product SheetDocument1 pageBestboy: Product SheetDenzel DenNo ratings yet
- Ultima: Product SheetDocument1 pageUltima: Product Sheetwisnu prabowo muktiNo ratings yet
- SafetyrunDocument1 pageSafetyrunJerry C KurianNo ratings yet
- StrengthDocument1 pageStrengthStefan JakovljevicNo ratings yet
- v1 v2 Fiberglass Surfacing VeilsDocument2 pagesv1 v2 Fiberglass Surfacing Veilsvictor japposanNo ratings yet
- TDS-HM Millon MF 3s 0.35mm, Nasa-T 0.20mm-20200116Document2 pagesTDS-HM Millon MF 3s 0.35mm, Nasa-T 0.20mm-20200116tranngocthuonghoaiNo ratings yet
- CÔNG TY TNHH BAO BÌ LONGSHENG VIỆT NAMDocument1 pageCÔNG TY TNHH BAO BÌ LONGSHENG VIỆT NAMHuynh DeNo ratings yet
- ASM-Thin Die Detachment With Pre-Peeling Mechanism-2004Document22 pagesASM-Thin Die Detachment With Pre-Peeling Mechanism-2004DanNo ratings yet
- Dow Corning 785 Technical DatasheetDocument4 pagesDow Corning 785 Technical DatasheetShuvenduNo ratings yet
- LLDPE Product Catalouge - RevisedDocument1 pageLLDPE Product Catalouge - RevisedupinderpalsinghNo ratings yet
- LaudaDocument1 pageLaudalopez IvánNo ratings yet
- FractureDocument4 pagesFractureNitin YNo ratings yet
- FICHA Tecnica PVC Estandar - Pelplast OKDocument2 pagesFICHA Tecnica PVC Estandar - Pelplast OKRaul PerezNo ratings yet
- 3M SpecificationDocument24 pages3M Specificationsatria343No ratings yet
- Tacsil f20 Flex PCB TapeDocument4 pagesTacsil f20 Flex PCB Tapeccr-scribdNo ratings yet
- Ultrasonic Installation of Inserts in Thermoplastic ComponentsDocument4 pagesUltrasonic Installation of Inserts in Thermoplastic ComponentsRobertoNo ratings yet
- Paper RecyclingDocument209 pagesPaper RecyclingVishnu KollarethNo ratings yet
- JCB Vent - SpecsDocument2 pagesJCB Vent - SpecsPushpendra SinghNo ratings yet
- Ipethene 4140: Low Density PolyethyleneDocument1 pageIpethene 4140: Low Density PolyethyleneMartin Romero TorresNo ratings yet
- 07B Satori Technical Article - Physical Properties of Rubber, Part 2 of 2Document5 pages07B Satori Technical Article - Physical Properties of Rubber, Part 2 of 2Oscar SupelanoNo ratings yet
- Cinta de Ductos DT 8Document4 pagesCinta de Ductos DT 8Miguel AngelNo ratings yet
- Edge Banding MachineDocument19 pagesEdge Banding MachineYahia DesignerNo ratings yet
- Backer Rod Brochures - 2pagesDocument2 pagesBacker Rod Brochures - 2pageszultrsb689No ratings yet
- Leaking Heat Exchangers?: Is This How You Are Stopping YourDocument2 pagesLeaking Heat Exchangers?: Is This How You Are Stopping YourDebelmeNo ratings yet
- MaterialData - 56973 2Document2 pagesMaterialData - 56973 2red_beastNo ratings yet
- InsertWearHandout 1 PDFDocument2 pagesInsertWearHandout 1 PDFks1226No ratings yet
- Resistoflex Rubber PadsDocument2 pagesResistoflex Rubber PadsAnderson SNo ratings yet
- FLOWS3LTLS enDocument2 pagesFLOWS3LTLS enyenling456No ratings yet
- Templado TermicoDocument5 pagesTemplado TermicoLeonelaNo ratings yet
- Technicaldata: Technical Data Sheetf TestingDocument2 pagesTechnicaldata: Technical Data Sheetf TestingTan Yann JiunNo ratings yet
- Water Swallable TapeDocument1 pageWater Swallable TapeSanthosh V RaajendiranNo ratings yet
- TDS 12550030 en Contact VA 2500 HT Cyanoacrylate AdhesiveDocument2 pagesTDS 12550030 en Contact VA 2500 HT Cyanoacrylate AdhesiveNano DonchevNo ratings yet
- Annex 1 List of PPE and Rescue EquipmentDocument3 pagesAnnex 1 List of PPE and Rescue EquipmentAiman AliNo ratings yet
- NotificationDocument1 pageNotificationQADEER SHANNo ratings yet
- RT Notification & Supportive DocumentsDocument17 pagesRT Notification & Supportive DocumentsQADEER SHANNo ratings yet
- NotificationDocument1 pageNotificationQADEER SHANNo ratings yet
- Lifting Gear Inspection Checklist-1Document2 pagesLifting Gear Inspection Checklist-1QADEER SHANNo ratings yet
- National Inspection & Technical Testing Co., LTD.: ID No.: YN202302912Document2 pagesNational Inspection & Technical Testing Co., LTD.: ID No.: YN202302912QADEER SHANNo ratings yet
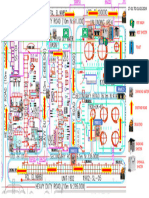
- Plot PlanDocument1 pagePlot PlanQADEER SHANNo ratings yet
- Safe Distance ChartDocument2 pagesSafe Distance ChartQADEER SHANNo ratings yet
- Michael (Technician 1)Document5 pagesMichael (Technician 1)QADEER SHANNo ratings yet
- Erwin (Technician 2)Document6 pagesErwin (Technician 2)QADEER SHANNo ratings yet
- Plot PlanDocument1 pagePlot PlanQADEER SHANNo ratings yet
- Safety Observation Report. MP - HSE - SOR-040 (06.03.2024)Document2 pagesSafety Observation Report. MP - HSE - SOR-040 (06.03.2024)QADEER SHANNo ratings yet
- Intensity CalculationDocument1 pageIntensity CalculationQADEER SHANNo ratings yet
- Full Body HarnessDocument1 pageFull Body HarnessQADEER SHANNo ratings yet
- Safety Flash Fypc MP Hse HF 6 - 24-003Document1 pageSafety Flash Fypc MP Hse HF 6 - 24-003QADEER SHANNo ratings yet
- Site Drawing With Facilities 27-01 TO 01-02-2024Document1 pageSite Drawing With Facilities 27-01 TO 01-02-2024QADEER SHANNo ratings yet
- First Aid KitDocument1 pageFirst Aid KitQADEER SHANNo ratings yet
- Weekly Management Walkthrough Observation Lab#03Document1 pageWeekly Management Walkthrough Observation Lab#03QADEER SHANNo ratings yet
- Underground Services Scanning ReportDocument1 pageUnderground Services Scanning ReportQADEER SHANNo ratings yet
- Plot PlanDocument1 pagePlot PlanQADEER SHANNo ratings yet
- Notification of RadiographyDocument1 pageNotification of RadiographyQADEER SHANNo ratings yet
- Concrete Testing ShelterDocument1 pageConcrete Testing ShelterQADEER SHANNo ratings yet
- Weekly Management Walkthrough Observation Lab#03Document1 pageWeekly Management Walkthrough Observation Lab#03QADEER SHANNo ratings yet
- Uic-Yan-20174549-Rabigh Modern-11012024200149Document2 pagesUic-Yan-20174549-Rabigh Modern-11012024200149QADEER SHANNo ratings yet
- Full Boxy Harness InsideDocument1 pageFull Boxy Harness InsideQADEER SHANNo ratings yet
- Hand WashDocument1 pageHand WashQADEER SHANNo ratings yet
- Health BulletinDocument1 pageHealth BulletinQADEER SHANNo ratings yet
- Sor 06-01-2024 To 11-01-2024Document4 pagesSor 06-01-2024 To 11-01-2024QADEER SHANNo ratings yet
- Mock Drill ReportDocument16 pagesMock Drill ReportQADEER SHANNo ratings yet
- Lab 4 Momweeklyhsemeetingmphsedept (Week#36 07 Jan 2024)Document5 pagesLab 4 Momweeklyhsemeetingmphsedept (Week#36 07 Jan 2024)QADEER SHANNo ratings yet
- SDS REEBOL EMULSION XTRA IndiaDocument7 pagesSDS REEBOL EMULSION XTRA IndiaQADEER SHANNo ratings yet
- RMS Value MeasurementDocument3 pagesRMS Value MeasurementGiovanni GonzalezNo ratings yet
- Grade 5 SOS FinalDocument143 pagesGrade 5 SOS FinalGiyan ChandNo ratings yet
- 2 Basics DSP AV Z Filters NoiseDocument31 pages2 Basics DSP AV Z Filters NoisevignanarajNo ratings yet
- Perfecting Your Pitch: The Garage Ten Slide DeckDocument8 pagesPerfecting Your Pitch: The Garage Ten Slide DeckYamil Sejas SuarezNo ratings yet
- Anacona Arboleda Prez On BourbakiDocument33 pagesAnacona Arboleda Prez On BourbakiLingerNo ratings yet
- DLL - English 3 - Q3 - W8Document4 pagesDLL - English 3 - Q3 - W8Rovi ChellNo ratings yet
- Financial Literacy Kim RedgwellDocument1 pageFinancial Literacy Kim Redgwellapi-527336218No ratings yet
- Department of Education: Republic of The PhilippinesDocument7 pagesDepartment of Education: Republic of The PhilippinesJenny Himor BalitaNo ratings yet
- QFT Strategies For TeachersDocument8 pagesQFT Strategies For TeachersPierre TomaselloNo ratings yet
- Oral Biofilm Activity Culture Testing and Caries Experience in School Children PDFDocument1 pageOral Biofilm Activity Culture Testing and Caries Experience in School Children PDFAdriana CastilloNo ratings yet
- Context of InterpretingDocument9 pagesContext of InterpretingNicholas JeremyNo ratings yet
- Hindustan Times (Delhi) (2015!09!19) Page61Document1 pageHindustan Times (Delhi) (2015!09!19) Page61pandhi2000No ratings yet
- MP-19CS407 Lab Manual 2020 - 21Document42 pagesMP-19CS407 Lab Manual 2020 - 21Harsh NagvanshiNo ratings yet
- VLocPro2 GicDocument39 pagesVLocPro2 GicRajveer SinghNo ratings yet
- Brake Noise, Judder and Dragging Diagnosis and ServicingDocument4 pagesBrake Noise, Judder and Dragging Diagnosis and ServicingbeyondteckNo ratings yet
- Crash LogDocument20 pagesCrash LogprofetagtfNo ratings yet
- Assignment On Product Life Cycle of CRT TELEVISION Course Title: International Business Course Code: Bus-305Document7 pagesAssignment On Product Life Cycle of CRT TELEVISION Course Title: International Business Course Code: Bus-305Syed InshanuzzamanNo ratings yet
- h00275954 Shaikha Salim Saeed Salim Almazrouei EduDocument3 pagesh00275954 Shaikha Salim Saeed Salim Almazrouei Eduapi-307772341No ratings yet