Professional Documents
Culture Documents
Internal Coatings MS
Uploaded by
yusuf.yuzuakCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Internal Coatings MS
Uploaded by
yusuf.yuzuakCopyright:
Available Formats
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
SPECIFICATION COM-MS-4738-B
INTERNAL COATINGS
NOTE: This document is the "Commented" version of Specification COM-EG-4738b.
The comments, based on Company experience, provide background for the requirements
stated in the Specification. These comments are for Company use only, not for distribution
to Vendors.
Copies of the EG Specification (without comment) are available in both hard copy (paper)
and electronic (MS Word for Windows) format. To order, contact CRTC Technical
Standards at either (510) 242-7232 or -7241. Copies of the MS Specification are available
only electronically. To order, contact CRTC Technical Standards at (510) 242-7241.
January 1996 Page 1 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
Job Specification Instructions
This model specification can be used for nearly all non-reinforced thin film, glass flake reinforced, and
laminate reinforced internal coating applications where coatings are needed for protection in immersion
service. It applies to both new construction and recoating of existing tanks, vessels, and exchangers. The
specification is general enough to be used in most situations, regardless of the size of the job, although it
may be necessary or practical to modify, add, or delete portions to suit a particular situation.
Not all parts of Sections 1-12 apply to reinforced coatings. Where exceptions are taken you are referred to
Sections 13 and 14.
Non-reinforced Thin Film: Sections 1-12
Glass Flake Reinforced: Sections 1-12 and 13
Laminate Reinforced: Sections 1-12 and 14
Page 2 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
CONTENTS
1.0 SCOPE..................................................................................................................................................... 4
2.0 STANDARDS AND CODES................................................................................................................ 4
3.0 GENERAL.............................................................................................................................................. 5
4.0 SAFETY PRECAUTIONS................................................................................................................... 6
5.0 PREPARATION OF TANK BEFORE COATING ......................................................................... 7
6.0 AREAS TO BE COATED .................................................................................................................... 7
7.0 SURFACE PREPARATION ............................................................................................................... 8
7.1 Responsibility........................................................................................................................................... 8
7.2 Patching and Grinding ............................................................................................................................. 9
7.3 Abrasive Blasting..................................................................................................................................... 9
8.0 PRIMER APPLICATION.................................................................................................................. 12
9.0 PUTTY APPLICATION .................................................................................................................... 12
10.0 COATING APPLICATION............................................................................................................... 13
10.1 General Application Requirements....................................................................................................... 13
10.2 Spray Application .................................................................................................................................. 16
10.3 Brush or Roller Application .................................................................................................................. 17
10.4 Additional Requirements....................................................................................................................... 17
11.0 INSPECTION....................................................................................................................................... 18
11.1 Company's Inspector.............................................................................................................................. 18
11.2 Coating Manufacturer............................................................................................................................ 18
11.3 Compressed Air and Abrasive............................................................................................................... 19
11.4 Surface Preparation Inspection.............................................................................................................. 19
11.5 Coating Application Inspection............................................................................................................. 20
12.0 QUICK REFERENCE REFERRAL................................................................................................ 21
13.0 ADDITIONAL REQUIREMENTS FOR GLASS FLAKE REINFORCED.............................. 21
13.1 Coatings Application ............................................................................................................................. 21
13.2 Coatings Application Inspection ........................................................................................................... 22
14.0 ADDITIONAL REQUIREMENTS FOR LAMINATE REINFORCED INTERNAL
COATINGS .......................................................................................................................................... 22
14.1 Areas to be Coated................................................................................................................................. 23
14.2 Putty Application ................................................................................................................................... 23
14.3 Application of Fiberglass Laminates..................................................................................................... 24
14.4 Coatings Application Inspection ........................................................................................................... 25
January 1996 Page 3 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
1.0 SCOPE
This Specification covers surface preparation, application, and inspection of non-reinforced thin film
(up to 40 mil), glass-flake reinforced and laminate reinforced internal coatings intended for corrosion
protection of storage tanks, vessels, and exchangers. The Company shall specify the coating systems
to be used and the areas to be coated.
Comment 1.0 The non-reinforced (10-40 mil) coatings covered by this specification are intended
for use in protecting product quality, or where mild to moderate stockside corrosion is occurring.
They are not acceptable where underside corrosion is the problem and generally are not
recommended where stockside corrosion rates are extremely high.
The glass flake reinforced (30-80 mil) coatings covered by this specification are intended for use
under erosive or abrasive conditions, or where moderate stockside corrosion is occurring.
The laminate reinforced (80-125 mil) coatings covered by this specification are intended for use in
highly corrosive applications.
If you are unsure which type to use, see Section 100 of the Coatings Manual.
2.0 STANDARDS AND CODES
The latest editions of the following standards are part of this Specification. The Contractor shall be
knowledgeable of and have access to these standards.
Comment 2.0 There are written and visual standards for surface preparation. SSPC documents are
the industry standard. They are a written description of a visual thing. NACE standards duplicate the
SSPC words but also have corresponding samples of blasted steel encased in plastic.
Contractors may want to use the Swedish or SSPC VIS-1 visual standards. They are not
recommended.
Be sure the Contractor is aware of any applicable local regulations, such as limits on blasting or
mandatory use of Volatile Organic Carbon (VOC)-compliant coatings.
SNAME Bulletin No. 4-21 is the best visual standard for maintenance work on previously painted
steel, it is not commonly known or available. This bulletin is Section 2500 of the Coatings Manual.
2.1 National Association of Corrosion Engineers (NACE) standards and Steel Structures Council
Surface Preparation (SSPC-SP) specifications:
NACE No. 1 (SSPC-SP5) "White Metal Blast Cleaning"
SSPC-SP1 "Solvent Cleaning"
Page 4 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
2.2 The visual surface preparation standards described in the Society of Naval Architects and
Marine Engineers (SNAME) Bulletin No. 4-21, "Abrasive Blasting Guide for Aged or Coated
Steel Surfaces."
2.3 American Petroleum Institute (API) Publication 2015, "Cleaning Petroleum Storage Tanks."
2.4 OSHA rules and regulations, and all applicable local codes and ordinances.
3.0 GENERAL
3.1 Accepted Brands
Only specified coating systems and accepted brands from the specified Coating System Data
Sheets and Form COM-EF-872 shall be used, unless alternates are approved by Company in
writing. On the bid the Contractor shall clearly indicate the material (both manufacturer and
product name) to be used for each system. The Contractor shall only use coatings complying
with federal, state and local air pollution regulations.
Comment 3.1 The number of brands in the Coating System Data Sheets is limited in order to
steer most business to a few full-service coatings manufacturers. Chevron's leverage with
manufacturers comes from repeat business. Although many good manufacturers make good
coatings, the system data sheets should be followed when reasonable in order to support this
leverage. Local conditions may lead to a few additional suppliers. Chevron Research and
Technology Company’s specialists frequently can comment on alternate suppliers.
Section 200 of the Coatings Manual discuss as air pollution regulations. Note that the
Contractor ultimately must be responsible for compliance. Chevron will make every effort to
specify acceptable coatings. Be sure the Contractor is familiar with the regulations and plans
to comply.
3.2 The Contractor shall furnish all materials, labor, equipment, and incidentals required to meet
this Specification.
3.3 Any cleaning or coating work which does not meet this Specification shall be redone at the
Contractor's expense.
3.4 Sufficient floodlight or spotlights shall be used to provide good visibility during abrasive
blasting, coating application, and inspection.
3.5 All personnel entering the tank or vessel after abrasive blasting shall wear rubber soled shoes
with clean, disposable shoe covers.
3.6 Manufacturer's written data sheet directions shall be followed. The Contractor shall have copies
of data sheets available at the site where the coating work is being performed.
January 1996 Page 5 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
Comment 3.6 Manufacturer's data sheets are usually the best technical reference for a
coating. The Contractor and Company representatives should have copies and be familiar with
limitations.
3.7 Each multicoat system shall use materials from a single manufacturer unless approved by the
Company in writing. Offsite equipment manufacturers may choose any one of the accepted
brands for a coating system. In the prime Contractor's fabrication yards, only one manufacturer
for each coating system shall be used.
Comment 3.7 One manufacturer is preferred for all coats to avoid incompatibility problems
or switching of blame when problems occur.
3.8 The Company may, at its option, require the Contractor to have a technical representative from
the coatings manufacturer present to assist and witness the initial application of each coating
system. The Contractor shall obtain further technical assistance from the coatings manufacturer
when problems arise or when the Company requests such assistance.
Comment 3.8 This is usually done on major projects. It should also be considered on critical
jobs, or where the Company or Contractor is unfamiliar with the coating to be applied.
3.9 The Contractor and the Company Representative shall hold a prejob conference to discuss all
aspects of the Specification. Particular emphasis shall be placed on job safety, environmental
regulations, plant rules, surface preparation, coating application, and inspection.
4.0 SAFETY PRECAUTIONS
Comment 4.0 Potential hazards include explosion, fire, inhalation, or skin contact, depending on
the specific coating being used. Catalyzed coatings make heat upon being mixed, so manufacturer's
instructions must be carefully followed to avoid excessive heat that becomes a fire hazard. The user
of this specification should be aware of the required safety precautions and add them to the
specification as needed for each coating application. All Federal and local safety regulations must
be observed.
4.1 The abrasive blast nozzle shall be bonded (grounded) to the work metal in order to prevent the
buildup of electrostatic charges which could cause a spark discharge.
4.2 Nozzle blast operators shall wear a U.S. Bureau of Mines approved helmet connected to a
source of clean air. All other persons exposed to the blast dust shall wear filter-type air
respirators.
4.3 Adequate ventilation shall be provided during all work and for at least four hours after coating
application, to keep solvent concentrations within safe, nonexplosive limits. Vapors shall be
removed by use of an air eductor, rather than by air blown into the tank.
Page 6 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
Comment 4.3 The air exiting a blower may contain some oil. To avoid contaminating the
metal surface, suck air out rather than blow air in.
4.4 All equipment, including drop lights, shall be explosion-proof and spark-proof.
4.5 The coating manufacturer's recommended precautions regarding toxicity and safe handling of
all coating materials shall be followed. Special care shall be observed when mixing resins to
avoid fire hazards. For coatings which use a promoter, catalyst, and resin (such as polyesters
and vinyl esters), the promoter and resin shall be mixed thoroughly before adding the catalyst.
5.0 PREPARATION OF TANK BEFORE COATING
Comment 5.0 Paragraph 7.2.1 requires solvent cleaning where necessary to remove oil and grease.
The measures below will minimize the amount of solvent cleaning that must be done before blasting.
5.1 The tank or vessel shall be thoroughly cleaned to remove scale, dirt, and oil residues. Refer to
API Publication 2015 on Cleaning Petroleum Storage Tanks.
5.2 Roof legs and supports shall be lifted to drain oil accumulations. Legs and supports shall be
jacked up off the bottom during coating application, and open ends shall be covered with plastic
bags to prevent drippage on blasted or primed surfaces.
5.3 Plastic bags shall be used to protect against overhead drippage from counterweights, supports,
etc.
6.0 AREAS TO BE COATED
This section applies to non-reinforced thin film coatings and glass flake reinforced coatings.
For laminate reinforced coatings, see Section 14.1.
6.1 The Company shall specify the areas to be coated and the coating systems to be used for each
area.
6.2 The first 24 inches up from the bottom of the shell shall be prepared and coated as specified for
the tank bottom.
6.3 Steel legs, risers, downcomers and supports etc. shall be prepared and coated as specified for the
tank bottom, up to a height of at least 24 inches. Support leg base plates shall also be prepared
and coated as specified for the tank bottom. The remaining portion of the leg or support shall be
prepared and coated as specified for the tank shell.
Comment 6.2 and 6.3 It is important to extend the tank bottom coating a little way up the
shell, so that shell-to-bottom corner and the lower part of the shell are protected against any
corrosive water phase which has collected at the bottom of the tank.
January 1996 Page 7 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
6.4 Connections and manway openings in coated areas shall be prepared and coated as specified for
that area. The coating shall extend through the opening and cover the entire gasket surface.
Blinds and manway covers shall likewise be coated.
6.5 For coating the underside of butt welded tank roofs, a non-reinforced coating shall be applied
according to this Specification.
6.6 For coating the underside of lap welded tank roofs, a glass flake reinforced coating applied
according to this Specification shall be used if the overlapping plates are separated by less than
1/4 inch and if the gap is not packed with rust. If the gap is wider or packed with rust, a
laminate-type coating shall be applied according to the Specification.
Comment 6.5 and 6.6 Thin-film coatings will not bridge over the cracks and crevices found on
lap welded tank roofs. Fluid will eventually penetrate the laps. If this is unacceptable for
reasons of corrosion or product contamination, either a glass flake or a laminate-type coating
must be used to bridge the cracks.
7.0 SURFACE PREPARATION
7.1 Responsibility
The Coatings Contractor is responsible for assuring that the surface is in the proper condition
for coating. If the work specified in Section 7.2 will not be done by the Coatings Contractor, he
shall check that the surface meets the requirements of Section 7.2 before he begins the work
described in Section 7.3.
Comment 7.1 and 7.2. A quality coating job is very expensive and the normal expectation is
that a tank will have a long life after the coating job is completed. It does not make economic
sense to apply costly coatings to steel which is in questionable condition.
Paragraph 7.2 outlines the welding and structural work that may need to be done prior to
blasting. You need to decide whether this work is to be done by the coatings contractor or by
another contractor. Even if the coatings contractor is not to do the work, we still want him to
check that it has been done before abrasive blasting begins.
Page 8 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
7.2 Patching and Grinding
7.2.1 Isolated corroded areas below minimum thickness shall be repaired by weld overlaying
or by the continuous perimeter welding of a 1/4-inch thick steel plate over the area with
a full fillet weld. The patch plate shall extend 6 inches beyond the corroded area on all
sides.
7.2.2 The Company will replace shell plate which is generally below minimum thickness.
7.2.3 All holes in the roof and bottom smaller than 1/2 inch in diameter shall be repaired by
plug welding, and the area shall be ground smooth.
7.2.4 All holes in the roof and bottom larger than 1/2 inch in diameter and all areas with
clusters of small holes shall be repaired by the continuous perimeter welding of a
1/4-inch thick steel plate over the holes.
7.2.5 All weld spatter and sharp protrusions shall be ground smooth. All sharp outside
corners and edges shall be rounded to at least a 1/8-inch radius.
Comment 7.2.5 Coatings tend to pull thin at sharp corners as they dry. All sharp
edges must be ground smooth before coating, to ensure that full film thickness is
achieved.
7.2.6 All welds must be continuous. No skip welding is permitted. All existing skip welds
shall be upgraded to continuous welds.
Comment 7.2.6 Skip welding creates crevices that cannot be protected by coating and
act as initiation sites for coating failure.
7.2.7 When specified by the Company, existing threaded connections and internal clips shall
be replaced with stainless steel or other high alloy metal parts.
Comment 7.2.7 These parts are difficult or impossible to protect with a coating.
Unless prior service experience shows it to be unnecessary, they should be replaced
with a corrosion-resistant alloy suitable for the service.
7.2.8 All welding shall be complete prior to surface preparation.
7.3 Abrasive Blasting
7.3.1 Areas to be abrasive blasted shall first be solvent cleaned as necessary in accordance
with SSPC-SP1, to remove all oil, grease, and other contaminants which might affect
the integrity of the coating system.
Comment 7.3.1 The "as necessary" words are important. With new steel and good
workmanship, very little preblast cleaning should be needed.
January 1996 Page 9 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
If you blast a surface contaminated with oils or salt, the contaminants become worked
into the surface and cause early coating failure.
7.3.2 The anchor pattern shall be as specified for each coating system. Prior to the start of the
blasting, the Contractor shall select an appropriate abrasive and mesh size to attain the
specified anchor pattern. The Company may require the Contractor to demonstrate to
the Company's satisfaction that the selected abrasive will provide the specified anchor
pattern and surface finish. This shall be done by blasting a representative piece of steel,
then measuring the anchor pattern using Press-O-Film tape and comparing the surface
finish to the appropriate SNAME visual standard.
Comment 7.3.2 Too shallow an anchor pattern causes the coating not to adhere. Too
coarse a pattern causes inadequate film thickness on the peaks or high points. Allowed
anchor patterns can usually be met by careful selection of the abrasive and its mesh
distribution. This prequalification saves innumerable arguments later on anchor
pattern. It immediately catches a Contractor's wrong selection of abrasive, which is the
most common problem. The anchor pattern is specified on the coating system data
sheet and generally is on the order of 1/3 to 1/5 the dry film thickness of the coating.
7.3.3 Only grit-type abrasives shall be used. The abrasive shall meet all provisions of Federal
and local regulations. The abrasive shall be used in accordance with the manufacturer's
specifications and shall contain no impurities. If the abrasive is recirculated, it shall be
checked for contamination at least twice per shift, according to Section 11.3.
Comment 7.3.3 Some regions regulate dust emissions and prohibit use of silicon sand
due to a silicosis lung health hazard. Grit is more expensive than sand but is worth the
extra cost.
Beach sand is commonly contaminated with salt and should not be used. Tests are
available if there is doubt about contaminants.
7.3.4 When viewed without magnification, the blasted surface shall conform to the
appropriate SNAME visual standard (see Section 2.0) as specified on the Coating
System Data Sheet.
7.3.5 Blasted surfaces shall be brushed, blown, or vacuumed to remove all dust, and they are
subject to Company approval prior to priming.
Page 10 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
Comment 7.3.5 Steel cleanliness is the most important inspection item in a coatings
job. Without the specified cleanliness, the best coating will not achieve its design life.
However, cleanliness is very subjective. All parties should use the same standard. Use
of the standard should quickly become unnecessary as all inspectors reach a common
agreement on what will be accepted.
7.3.6 Blasted surfaces shall be coated the same day they are blasted and before any visible
rusting, discoloration, or other surface contamination occurs. The time before coating
can be extended if adequate dehumidification is used.
Comment 7.3.6 Blasted surfaces can rerust quickly, especially under humid
conditions. Surfaces which have been blasted and allowed to remain uncoated
overnight must be reblasted to the specified surface preparation standard. Rust bloom
simply can't be tolerated.
Another method to avoid the rust problem is to blast the entire surface to achieve the
profile, then sweep blast just before coating to clean the surface.
7.3.7 No acid washes or other cleaning solutions or solvents, including inhibitive washes
intended to prevent rusting, shall be used on metal surfaces after being blasted, unless
written Company approval is obtained.
Comment 7.3.7 These treatments do not have proven long-term field performance,
and should not be accepted as a substitute for good blasting practice.
7.3.8 A minimum of 4 inches around the edge of blasted areas shall be left unprimed if the
entire surface to be coated cannot be blasted and primed on the same day. Subsequent
blasting shall continue a minimum of 1 inch into the primed surfaces. The rough edge
shall then be feather edged by power or hand sanding with heavy grit wheel or
sandpaper. The surface to be coated shall be free of loose and/or burnt coating.
Comment 7.3.8 The intent is to be sure that the primer doesn't overlap a rusted or
rerusted area.
7.3.9 Blasting shall be accomplished so that previously coated surfaces are not contaminated
by abrasive or rust.
Comment 7.3.9 Dust contamination of already dry coatings can be cleaned off later,
and must be if additional coating is to be applied. Contamination of wet paint simply
cannot be tolerated. Discuss this with Contractor while work is in the planning stage.
7.3.10 Any surface laps, scabs, or seams exposed by blasting shall be reported immediately to
the Company, so the Company can take appropriate action.
7.3.11 The compressed air used in any cleaning method shall be free of water and oil.
Adequate separators or traps shall be provided and properly maintained and shall be
January 1996 Page 11 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
emptied regularly of water and oil. The air supply shall be tested daily for cleanliness
using a white cloth test per Section 11.3.
8.0 PRIMER APPLICATION
8.1 With Company approval, a manufacturer's recommended rapid-curing primer, such as a
polyamide epoxy, may be applied to "hold" the blasted surface. The primer must be compatible
with the coating system to be applied over it.
Comment 8.1 The purpose of a holding primer is to prevent rerusting when the normal primer
cannot be applied soon after blasting. When a holding primer is used, subsequent application
of the specified prime coat can be delayed; it need not be done the same day as blasting.
In general, holding primers ought not to be used unless absolutely necessary, because they do
not add and may sometimes detract from the chemical resistance of the coating system.
However, there are some situations where their use is justified. Some primers are very slow
drying and would not permit abrasive blasting of adjacent areas the next day. Other primers
have a very short recoat time, like 72 hours, so that the entire tank must essentially be primed
the same day. A third problem comes with extremely heavy-bodied paints like coal tar epoxies,
where the first (prime) coat may be 7 mils thick. This clearly takes a long time to apply and
ought not to be done a patch at a time. It is better to use a 1/2- to 1-mil holding primer here, if it
allows the entire surface later to be primed all at once.
One good alternative to the use of a holding primer is dehumidification equipment. If properly
done, dehumidification will prevent rust bloom on blasted surfaces for several days.
8.2 Primers shall be applied under the same conditions and with the same precautions as specified
in Section 10.0 on coating application.
9.0 PUTTY APPLICATION
This section applies to non-reinforced thin film and reinforced glass flake coatings only. Putty
application requirements for laminate reinforced coatings are given in Section 14.2.
9.1 Approved putties and seam sealers are located in the Glossary of Acceptable Brands by generic
classification in Volume 2.
9.2 Shallow pits (remaining plate thickness above t-min) and other sharp irregularities shall be filled
with an approved putty to a level flush with the plate surface.
The putty shall be applied over the primer, and must be compatible with both the primer and the
coating system to be applied over it.
Page 12 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
Comment 9.2 The purpose of the putty is to provide a smooth surface which will allow
subsequent coating to achieve a uniform film thickness. For good adhesion, the surface must be
primed before the putty is applied.
9.3 All riveted seams shall be covered with an approved sealer after primer application. The sealer
must be compatible with both the primer and the coating system to be applied over it.
Comment 9.3 Unless a seam sealer is used, coatings applied over a riveted seam will soon
crack, due to relative movement of the two plates. The seam sealer both prevents leakage at
riveted seams and maintains coating integrity there. Seam sealers are, by nature, heavy-bodied
materials. Any material thin enough to apply by spray is too thin to do an effective job.
9.4 An additional coat of primer shall be applied over all bottom plate overlays, riveted seams, and
bottom-to-shell inside corners. The additional coat shall extend at least 3 inches on each side of
the edge or corner and shall be applied before topcoating the entire surface.
Comment 9.4 Even with putty or seam sealer application, these areas are more sensitive to
coating failure and need extra protection.
10.0 COATING APPLICATION
10.1 General Application Requirements
10.1.1 Surfaces to be coated shall be clean, dust free, and dry before application of any coating
and shall meet the specified anchor pattern and surface finish before priming.
10.1.2 No coating shall be applied on damp surfaces, or when the relative humidity exceeds
the manufacturer's written recommendation (normally 85%), or when the temperature
of the surface to be coated is less than 5°F above the dew point unless approved by the
coating manufacturer and the Company.
Comment 10.1.2 Some areas always have high humidity and often have low
temperatures, so we need to allow some flexibility here, with manufacturer's and
Company's approval.
10.1.3 Coatings shall not be applied when the ambient temperature is below 50°F without the
Company's written approval. The Contractor shall obtain and follow the manufacturer's
recommendations for drying and curing times at all temperatures.
10.1.4 No coating shall be applied when a temperature of 35°F or lower is forecast within
24 hours of application, unless the coating area is enclosed and heated. If heating is
used, the air and coated surface temperature shall be maintained over 50°F. The heaters
shall not contaminate the surface with dirt, dust, or combustion products. For laminate
reinforced coatings, follow the manufacturer's recommendation when metal
temperature is over 80°F at the time of application.
January 1996 Page 13 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
Comment 10.1.4 Use caution for temperatures below 50°F and in humid conditions.
But, note that these rules of thumb on acceptable weather conditions frequently don't fit
the specific coatings in use or the site conditions. Ultimately, the manufacturer should
be consulted.
Curing in cold weather is the most common problem. The coating should cure enough
to be touched (or handled if necessary) within 24 hours. Manufacturers can provide
curing time data for various temperatures. Often coating formulations can be adjusted
slightly to allow for cold temperature curing. For laminate reinforced coatings, hot
weather applications can also pose a serious problem, due to the resin curing too
rapidly. This may cause the laminate to crack or disbond. If metal temperature is over
80°F at the time of application, consult the resin manufacturer or Company coatings
expert regarding a change in amount or type of catalyst. Direct sunlight may also
cause the resin to cure too rapidly; consider a sun shade when coating open-top tanks.
10.1.5 All coating materials shall be furnished in the original manufacturer's unopened
containers, clearly identifiable, and shall be kept covered, clean, and protected.
Materials exceeding, or which may exceed, the manufacturer's recommended shelf life
before use shall not be used and shall be removed from the job site.
Comment 10.1.5 Use of old coatings is not common on large jobs where large
batches of coating must be manufactured, but it has happened on occasions. It is more
of a problem with coating kept on site for maintenance use.
10.1.6 All coating work shall be done in strict compliance with the coatings manufacturer's
data sheets. The Contractor shall have copies of the data sheets available at the job site.
Comment 10.1.6 Manufacturer's data sheets often contain information or special
precautions which are unique to particular coatings. It is essential that they be
followed carefully.
10.1.7 The coating manufacturer's recommended pot life shall not be exceeded, and when this
limit is reached, the spray pot shall be emptied and cleaned, materials shall be
destroyed, and new material shall be mixed.
Comment 10.1.7 Beyond the pot life, the liquid may thicken and be hard to spray
correctly, or it may be broken down by stirring but then does not properly polymerize
on the surface.
10.1.8 Multi-component coatings, such as epoxies and vinyl esters, shall have the components
accurately measured according to the manufacturer's directions. This is critical to attain
proper curing.
Page 14 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
Comment 10.1.8 Urethanes, in particular, can have a high base-to-catalyst ratio.
Very small volumes of catalyst need accurate measurement. Too much catalyst greatly
reduces pot life. If too little is used, the resin will not cure properly and won't attain
good chemical resistance.
Inorganic zincs and epoxies are closer to one-to-one mixtures and are not as sensitive.
Full batches usually come with premeasured components. Avoid 'beer can' (non-
standard) measuring cups.
10.1.9 Coatings or coating components which require mixing shall be thoroughly stirred with
an air-driven explosion-proof mixer for such time as necessary to ensure that the
pigment, vehicles, and thinners are thoroughly mixed. The mixed coatings shall be
continuously stirred during application by mechanical spray pot agitators or other
approved means, if required by the manufacturer or the Company. All mixing shall be
done in clean containers, free from traces of grease, other types of coatings, or other
contaminants. Containers shall be cleaned regularly to remove partially reacted solids.
All containers shall be kept covered to prevent contamination by dust, dirt, or rain.
Comment 10.1.9 Most coatings only need thorough stirring prior to application.
Inorganic zinc coatings and some glass flake reinforced coatings require continuous
stirring throughout application. This is needed to keep heavy zinc particles in
suspension. For such coatings, spray application with agitation is preferred except for
small touch up areas. Small hand-touch-up buckets can be stirred with the brush or
swirled by hand to mix the particles. Trowelable coatings do not require continuous
agitation, and many sprayable coatings do not. Consult manufacturer's data sheet to
be sure, because requirements vary from brand to brand.
Coal tar epoxy coatings are mixed at the spray nozzle. Special equipment and nozzle
cleaning procedures are needed.
10.1.10 Each coat shall be applied uniformly and completely over the entire surface according
to accepted good coating practice. Care shall be exercised to prevent overspray,
spillage, or application of coatings to surfaces for which the coatings are not intended.
10.1.11 Coatings shall be applied in no fewer than the number of coats specified, and the dry
film thickness of individual coats shall be within the specified thickness range. All
coating film thicknesses shall be checked, and the coating shall be free of pinholes,
voids, bubbles, runs or sags, and other defects. Film thicknesses are to be measured
with a wet film gage during application. Film thicknesses shall be verified (checked and
maintained) during and after each application of each individual coat. Thickness
requirements shall be met with each coat and total thickness shall not be "made-up" in
any one coat.
10.1.12 Dry film thicknesses shall be within the specified range and shall be checked after each
coat is applied.
January 1996 Page 15 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
10.1.13 Where film thicknesses do not meet specifications and/or defects (holidays) are found,
the Contractor shall take corrective action at no additional cost to the Company. These
corrections shall be to the satisfaction of the Company.
Comments 10.1.10 through 10.1.13 It is common for painters not to follow their
progress accurately until, at the end, they realize some areas are too thin. They try to
make it up by heavy coats of the final layer of coating. This is poor practice. Coating
systems are designed with each coat to be its specified thickness so each coat can do its
individual job.
10.1.14 The coating shall extend at least 1 inch over threaded connections or clips of high alloy.
10.1.15 All coatings shall be allowed to dry thoroughly and for at least the minimum time
recommended by the coatings manufacturer, considering temperature and humidity,
before the application of succeeding coats. When a maximum overcoat time is recom-
mended by the coatings manufacturer, it shall not be exceeded before the succeeding
coat is applied.
Comment 10.1.15 Consult the manufacturer's data sheet for minimum and maximum
time between coats ("overcoat time"). All coatings have a minimum time. Some, like
epoxies and most linings, have a maximum time. Not exceeding the maximum time
gives best intercoat adhesion. In case of problems, consult the manufacturer.
10.1.16 Prior to the application of any coat, all damage to previous coats shall be repaired.
10.1.17 Each coat (primer, intermediate coats, and topcoat) shall be inspected before applying
further coats. To simplify inspection, each coat shall be a different color.
10.2 Spray Application
Comment 10.2 The following simply are common-sense measures, intended to ensure the
specified film thickness without runs, sags, dry spray, or other defects.
10.2.1 In application of the material, one coat shall mean the application of two fully wet
passes, each pass overlapping the previous pass by 50% to accomplish uniform hiding.
In large areas, the two passes shall be applied at right angles to each other (cross-
hatched).
10.2.2 Atomizing air and pot pressure shall each be regulated to the minimum amount
required to properly atomize the material for application without dry spray, runs, or
sags.
10.2.3 Separate regulators shall be used to adjust the pot pressure and the atomization
pressure. Each regulator shall be provided with a pressure gage operating properly at
all times.
Page 16 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
10.2.4 Pots, lines, and spray guns shall be cleaned periodically to remove all partially or fully
reacted solids.
10.2.5 Adequate moisture traps shall be placed at the air supply line at the compressor and at
the pressure pot, or other locations as deemed necessary. Traps shall bleed off any
water or oil from the air supply.
10.2.6 Contractor shall train applicators in the proper application technique, to the Company's
satisfaction. Applicators failing to meet this requirement, to the Company's satisfaction,
shall be removed from coating application.
10.3 Brush or Roller Application
10.3.1 Coatings shall be brushed or rolled on all areas which cannot be properly spray coated
for any reason. Written Company approval is required before brush or roller application
can be substituted for spray application.
10.3.2 Brushes and rollers shall be of the type, style, and quality that will ensure proper
application of materials. Brush and roller type shall be approved by the coatings
manufacturer.
10.3.3 The coating shall be worked into all crevices and corners, and all runs or sags shall be
brushed or rolled out.
Comment 10.3 Spray application is preferred to brush or roller. It produces superior
results, faster and more economically. However, brush or roller application can be
used for small complex shapes or minor touch-up. Also, some locations or special
circumstances (environmental, fire hazard, proximity to other equipment) may dictate
that spray be avoided. Be sure the coating being used is formulated for brush or roller
application.
10.4 Additional Requirements
Additional application requirements for glass flake reinforced coatings are given in Paragraph
13.1; and for laminate reinforced coatings, in 14.3.
January 1996 Page 17 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
11.0 INSPECTION
The Contractor shall perform all inspection necessary to assure that surface preparation and coating
applications comply with the requirements of this Specification. All work shall be subject to
Company inspection. All records shall be kept current and shall be submitted to the Company upon
demand, or at least weekly, and at the completion of the job for verification to the Company's
satisfaction. The Company's Form COM-EF-844 shall be used to record this information.
Comment 11.0 Requiring regular recordkeeping and submittal is the most effective way of getting
compliance with the specification. Without this, there's too much to observe and compliance quickly
falls off.
Company inspectors need to review the work and the record submittals in a timely way to correct
errors.
All parties, including inspectors, should have a pre-job meeting to agree on what is acceptable
surface preparation, coating application and final inspection.
11.1 Company's Inspector
11.1.1 The Company's inspector shall be given at least four (4) hours' notice prior to the start
of any surface preparation and/or coating application.
Comment 11.1.1 Last minute notice or "We don't know exactly when the painter will
get to it" answers from the Contractor do not need to be accepted. Some Contractor
flexibility needs to be allowed but the Company's inspector has the right to be notified
of inspection opportunities.
11.1.2 The Company's inspector shall be the final judge of the acceptability of surface
preparation and coating application.
11.1.3 If the Company's inspector believes the coatings work is not being performed in
accordance with this Specification, he has the authority to stop work until compliance is
attained.
Comment 11.1.3 Many times, both a Company representative and a Company
inspector are on the job. At these times only the Company representative should have
the authority to stop work.
11.2 Coating Manufacturer
The coating manufacturer's representative shall have access to the work site during the progress
of the work, to perform any inspection and testing deemed necessary to ensure that the coatings
are properly applied.
Page 18 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
Comment 11.2 For significant work, the manufacturer's technical representative should be
called in. Kickoff introductory meetings and problem-specific meetings are helpful. The
manufacturer usually is the most technically knowledgeable party and should be consulted and
listened to for problem resolution. Asking for written recommendations, sometimes with
affirmation of the manufacturer's guarantee, will usually ensure an unbiased, technically
correct answer.
Chevron Research and Technology Company’s specialists are available also. They frequently
rely upon the manufacturer's technical answer. Chevron's leverage comes from the promise of
repeat business.
11.3 Compressed Air and Abrasive
11.3.1 The cleanliness of each compressed air supply shall be verified daily by blasting
without sand or coating onto a white cloth for 20 seconds. If oil or water appears on the
cloth, all traps and separators shall be blown down until subsequent 20-second cloth
tests show no more oil or water.
11.3.2 Recirculated abrasives shall be tested for oil contamination at least twice per shift by
the immersion of a small amount of abrasive in a vial of water which is shaken
vigorously. If any oil floats to the surface, the abrasive shall be discarded. Also, dust
must be removed from recirculated abrasives to meet environmental regulations and to
improve cutting efficiency.
11.4 Surface Preparation Inspection
Blasted surfaces shall be inspected by the following methods to verify that the specified surface
preparation has been achieved.
11.4.1 Verify the anchor pattern using Testex Inc. "Press-O-Film" tape or Company approved
equal. The measurements shall be recorded on Form COM-EF-844 and submitted to
the Company.
Comment 11.4.1 There are many acceptable anchor pattern measurement tools.
Their results will differ. It is important that all parties use the same tool. Do this to
avoid arguments over whose tool is right.
"Press-O-Film" tape is preferred because it is not subjective and gives a permanent
record. Another common type is called a comparator. It is acceptable, but is subjective
and frequently leads to disagreements.
The Coatings Manual lists addresses for ordering inspection tools.
Anchor pattern measurements are statistical and should not be enforced with absolute
rigidity.
January 1996 Page 19 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
11.4.2 Verify the degree of cleanliness by comparison to the appropriate SNAME Bulletin
No. 4-21 Visual Standard. Results shall be recorded on Form COM-EF-844 and
submitted to the Company.
11.5 Coating Application Inspection
Coatings shall be inspected by the following methods to verify that the specified quality and
thickness have been achieved.
11.5.1 At the beginning of each day's operation and immediately prior to coating, the ambient
temperature, the temperature of the surface to be coated, the surface preparation,
cleanliness and anchor pattern (for surfaces to be primed that day), the relative
humidity, and the dew point shall be measured and recorded. Verify that no moisture is
present on the surface to be coated. These items shall be recorded on Form COM-
EF-844 and submitted to the Company.
11.5.2 Dry film thicknesses shall be measured with a "mikrotest" magnetic film
thickness gage or Company approved equal. The dry film thickness gage shall be
calibrated at the beginning of construction coating work, and then at least weekly or
whenever the Company requests recalibration. Calibration shall be made by
comparison with the dry film thickness measured on known standards such as National
Bureau of Standards' Calibration Standards for Coating Thickness Gages. Dry film
thicknesses shall be recorded on Form COM-EF-844 and submitted to the Company
for each coat as well as for the total thickness of each finished coating system.
Comment 11.5.2 Film thicknesses should be enforced in an even-handed, reasonable
way. Occasional minor deviations are normal and should be accepted.
Again, all parties should use the same gage. Watch out for miscalibrated gages.
Dropping a gage can knock off the calibration.
Standards for calibration are not always commonly available. They can be ordered
from the address shown in the Coatings Manual.
11.5.3 Inspection and Repair of Defects
This section covers non-reinforced thin film coatings. For glass flake reinforced
coatings, see Paragraph 13.2. For laminate reinforced coatings see Paragraph
14.4.
11.5.3.1 The completed coating shall be checked for pinholes, holidays,
and thin spots. For coatings up to 20 mils DFT, a 67-volt, wet sponge-type
detector (using a suitable wetting agent) shall be used. For thicker films, a
high voltage spark-type apparatus set at 100 volts/mil of thickness shall be
used.
Comment 11.5.3.1 Immersion is the most severe service for a coating, and it
is important that it be holiday-free.
Page 20 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
11.5.3.2 Areas containing holidays shall be abrasive blasted to bare metal, recoated
with the same system, and retested for holidays. Detected holidays,
correction, and final holiday-free inspection shall be recorded on Form COM-
EF-844 and submitted to the Company.
Comment 11.5.3.2 Immersion coatings need the best possible surface
preparation to perform well. Hand or power tool cleaning are not adequate.
12.0 QUICK REFERENCE REFERRAL
Use Volume 2, Quick Reference, of the Coatings Manual to select the correct coating system for your
project.
13.0 ADDITIONAL REQUIREMENTS FOR GLASS FLAKE REINFORCED INTERNAL
COATINGS
13.1 Coatings Application
13.1.1 Glass flake reinforced coatings shall be either spray-applied or trowel-applied,
according to the Coating System Data Sheet and the coating manufacturer's
recommendation.
13.1.2 Glass flake reinforced coatings shall be applied first to the tank bottom before the walls
are coated. If the upper walls are epoxy then the epoxy must go on secondly and cover
over the intersection point so that the epoxy is on top.
13.1.3 The coating shall be applied in two or more coats to obtain the specified thickness.
13.1.4 Trowel-applied glass flake reinforced coatings shall be rolled while still wet using a
short nap roller to orient the glass flakes. Spray-applied coatings shall also be rolled, if
specified by the Company or by the Coating System Data Sheet.
Comment 13.1.4 Rolling orients the glass flakes parallel to the surface and removes
entrapped air. If not rolled, porosity and moisture permeability are increased.
Trowelable coatings generally contain large-sized glass flakes (up to 1/8 inch), and it
is essential that these be rolled. Sprayable coatings generally use smaller flakes (down
to 1/64 inch). These may or may not require rolling, depending on job or manufacturer
requirements.
13.1.5 When specified on the Coating System Data Sheet, a final wax or gel coat shall be
applied over trowel-applied glass flake reinforced coatings. Wax coats are used to
obtain full curing of polyester and vinyl ester resins. Gel coats are generally used on
epoxy resins. The wax or gel coat shall be applied after complete inspection and repair
January 1996 Page 21 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
of the coating. Any repairs made after the wax or gel coat has been applied will require
it to be removed and reapplied after the repairs are completed.
Comment 13.1.5 The purpose of a wax coat is to exclude air, because air retards the
curing of some resins. The need for a wax coat is brand-specific. One problem with a
wax coat is that any coating applied later will not adhere to it. For this reason, all
testing and repair of the coating must be completed before the wax coat is applied.
The gel coats used with epoxies do not contain wax. However, their smooth surface and
high solvent resistance may result in any later applied coating not adhering. This can
create an intercoat adhesion problem. Be especially careful to follow manufacturer's
recommendations here.
13.2 Coatings Application Inspection
13.2.1 Inspection for Defects
The completed coating shall be checked for pinholes, holidays, and thin spots. For
coatings up to 20 mils DFT, a low voltage, wet sponge-type detector (using a suitable
wetting agent) shall be used. For thicker films, a high voltage spark-type apparatus set
at 100 volts/mil of thickness shall be used. When a final wax coat or gel coat is
specified, this inspection and any necessary repairs shall be performed before the wax
or gel coat is applied.
Comment 13.2.1 Immersion is the most severe service for a coating, and it is
important that they be holiday-free. Glass flake coatings, especially those applied by
trowel are prone to holidays. See Comment 10.4.4 regarding the need for repairs
before wax or gel coat application.
13.2.2 Repair of Defects
Areas containing holidays shall be blasted to bare metal, recoated with the same system,
and retested for holidays. Detected holidays, correction, and final holiday-free
inspection shall be recorded on Form COM-EF-844 and submitted to the Company.
Comment 13.2.2 Coating over a pinhole or defect will hide it rather than eliminate it.
To ensure their being eliminated, defects must be removed down to bare metal.
14.0 ADDITIONAL REQUIREMENTS FOR LAMINATE REINFORCED
INTERNAL COATINGS
All Figures referred to in this section are at the end of the section.
14.1 Areas to be Coated
Page 22 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
14.1.1 The Company shall specify the areas to be coated and the coating systems to be used
for each area.
14.1.2 The first 24 inches from the bottom of the shell shall be prepared and coated as
specified for the tank bottom. Laminate reinforced coatings shall be applied first to the
tank bottom before the walls are coated. If the shell walls are coated then the shell
coating shall go on secondly and cover over the intersection point so that the epoxy is
on top.
14.1.3 Steel legs and supports shall be prepared and coated as specified for the tank bottom, up
to a height of at least 24 inches. Support leg base plates shall also be prepared and
coated as specified for the tank bottom, as shown in Figure 1.
The remaining portion of the leg or support shall be prepared and coated as specified
for the tank shell.
Comment 14.1.2 and 14.1.3 It is good practice to extend the tank bottom coating a
little way up the shell, so that shell-to-bottom corner and the lower part of the shell are
protected against any corrosive water phase which has collected at the bottom of the
tank. The shell coating should extend over the edge of the bottom laminate to assure a
good steel-to-laminate bond and prevent moisture from getting in between the laminate
and the shell.
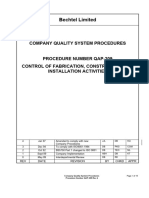
14.1.4 The base for wooden support columns shall be prepared and coated as specified for the
tank bottom, as shown in Figure 2.
14.1.5 Connections and manway openings in coated areas shall be prepared and coated as
specified for that area. The laminate from the openings shall overlap approximately
6 inches onto the coated tank surfaces. The coating shall also extend through the
openings and cover the entire gasket surface. After the coating has cured, the flange bolt
holes shall be drilled out if necessary and the flange faces power-sanded to a gasket true
surface. Blinds and manway covers shall also be coated in the same manner.
14.1.6 When specified, the underside of the roof shall also be prepared and coated according
to this Specification. All lap welds shall be prepared and coated as shown in Figure 3.
On floating roofs, the coating shall also extend 18 inches up the roof sidewalls, as
shown in Figure 4.
14.2 Putty Application
14.2.1 Approved putties and seam sealers are specified on the Coating System Data Sheets
and the Glossary of Acceptable Brands in Chevron’s Coatings Manual.
January 1996 Page 23 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
14.2.2 Shallow pits (remaining plate thickness above t-min) and other sharp irregularities shall
be filled with an approved putty to a level flush with the plate surface. The putty shall
be applied over the primer and must be compatible with both the primer and the coating
system to be applied over it.
14.2.3 Seams, plate edges, and other large projections which are to be coated shall be covered
with an approved putty after priming, as shown in Figure 5 to provide a gradual (1:4
slope) transition.
14.2.4 All sharp inside corners, such as shell-to-bottom joints, shall be covered with an
approved putty after priming to provide a smooth 2-inch minimum radius, as shown in
Figure 6.
14.2.5 An approved putty shall also be used to provide gradual transitions on roof lap welds
and rims which are to be coated, as shown in Figures 3 and 4.
Comments 14.2.2 through 14.2.5 The purpose of the putty is to provide a smooth
surface which will allow subsequent coating to achieve a uniform film thickness. For
good adhesion, the surface must be primed before the putty is applied.
14.3 Application of Fiberglass Laminates
14.3.1 Fiberglass laminates shall consist of three coats of resin and two layers of glass, applied
in an alternating manner. Laminates shall be applied only by hand lay-up. Chopped
glass systems are not acceptable.
Comment 14.3.1 Laminates are superior to chopped glass systems in mechanical
properties and in freedom from porous spots. Laminate thickness is easily controlled
while chopped glass systems are highly variable in thickness.
14.3.2 The resin manufacturer's approved brand of 1-1/2 ounce random glass mat shall be
applied by hand lay-up on all surfaces.
Comment 14.3.2 The glass fibers used in random mat must be specially treated to
assure good resin-to-glass bond. The mat must be compatible with the resin.
14.3.3 The glass mat shall be cut to conveniently sized pieces and applied in a staggered seam
(patchwork) pattern. Each seam shall overlap a minimum of 6 inches. Seams on all
vertical surfaces shall overlap the previously applied mat on the bottom. Seams of the
second layer (and any successive layers) shall be staggered from the previous layer.
Comment 14.3.3 Seam overlap prevents through-defects at the seams.
14.3.4 After each mat layer is laid down and saturated with resin, it shall be rolled thoroughly
to remove all entrapped air and bubbles and to force the mat down smoothly. A serrated
aluminum roller or short bristle brush wet with styrene may be used for this purpose.
Page 24 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
14.3.5 The resin may be applied either by a special mixing gun or by brush or roller. The first
resin coat shall be tinted to indicate coverage over the steel plate.
14.3.6 If a surfacing veil is specified, one 10-mil layer of the resin manufacturer's approved
veil shall be applied as a final additional layer over the laminate. For caustic services,
only polyester veils (such as "Nexus") shall be used.
Comment 14.3.6 Where maximum corrosion resistance is required, a surfacing veil
may be specified. This veil provides a resin-rich surface layer which is superior to the
resin/mat layer in resisting chemical attack. It also prevents capillary action by water
moving along glass fibers that may protrude through the surface.
14.3.7 When specified on the Coating System Data Sheet, a final wax or gel coat shall be
applied over the laminate system.
Comment 14.3.7 Wax coats are used to obtain full curing of polyester and vinyl ester
resins. Gel coats are generally used on epoxy resins.
14.3.8 The wax or gel coat shall be applied after complete inspection and repair of the lining.
Any repairs made after the wax or gel coat has been applied will require it to be
removed and reapplied after the repairs are completed.
14.3.9 The wax content shall be in accordance with the coating manufacturer's
recommendation.
Comments 14.3.7 through 14.3.9 Air inhibits the curing of some polyester and vinyl
ester coatings and prevents their achieving optimum chemical resistance. Such resins
can be protected from air contact by incorporating a small amount of wax in the final
resin coat. This is commonly done, but it has one outstanding disadvantage.
Succeeding coats of resin will not adhere to the wax layer. As a result, repairs must be
made before the wax coat is applied, or the surface must be cleaned down to bare
metal.
Epoxy laminates may occasionally use a gel coat to improve corrosion resistance or
provide a better surface finish. Gel coats do not normally contain wax but they may
have a short recoat time beyond which repairs to the lining will not adhere.
Another reason for testing before wax or gel coat application is to ensure that lining
defects are found and repaired rather than being hidden by a thin resin film.
14.4 Coatings Application Inspection
14.4.1 Inspection and Repair of Defects
14.4.1.1 The coating shall be visually inspected after the application of each coat. All
soft spots and blisters greater than 1/4 inch in diameter and any cracks,
January 1996 Page 25 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
wrinkles, holidays, porosity, or disbonded areas shall be cut out and sanded
smooth with a disc sander. Areas sanded to bare metal shall be re-blasted and
feather edged (see Paragraph 7.1.10) and then reprimed.
Comment 14.4.1.1 Do not allow Contractors to hide defects by covering
them with another layer of resin and glass. This invites later coating failure.
14.4.1.2 All repaired areas shall be built up with additional coating as originally
specified and shall be reinspected.
14.4.1.3 Any areas where glass fibers protrude through the coating shall be sanded
smooth and coated with an additional coat of resin.
14.4.1.4 The completed coating shall be checked for possible pinholes and holidays
using a high voltage spark-type tester set at 12,000 volts. When a final wax or
gel coat is specified, this inspection shall be performed before the wax or gel
coat is applied. Any areas where holidays are detected shall be repaired as
described in Paragraphs 14.4.1.1 and 14.4.1.2.
Comment 14.4.1.4 Contractors may claim that a low voltage spark test is
adequate to detect defects and that a high voltage test may actually cause
them by arcing through an intact coating. To a degree, this is true. However,
the purpose of the spark test is to find both defects and thin spots. By
specifying test voltage, we also set a minimum film thickness below which the
coating will fail during spark test.
14.4.2 Surface Cure Testing
Comment 14.4.2 The following measures assure that the resin is properly cured and
has, therefore, achieved the intended mechanical and corrosion resistance properties.
14.4.2.1 The hardness of the resin surface shall be checked using a BARCOL hardness
tester to verify proper curing. The BARCOL hardness shall be at least 90% of
the manufacturer's specified minimum for the cured resin.
Comment 14.4.2.1 The manufacturer's specified minimum hardness is based
on curing in the laboratory at a controlled temperature. In the field,
especially during cool weather, cure may be slower. Experience says that
90% of specified hardness is OK on a practical basis.
14.4.2.2 If a wax layer is used to obtain full curing of the resin, the wax layer shall be
removed before hardness testing.
14.4.2.3 Surface cure shall also be tested by rubbing a small amount of acetone on the
resin surface until the acetone evaporates. If the resin surface becomes
softened or tacky, the surface is undercured.
Page 26 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
Figure 1, Steel Column Detail
Figure 2, Wood Column Detail
January 1996 Page 27 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
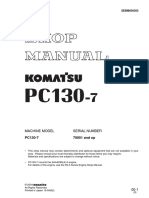
After abrasive blasting and applying prime coat to roof underside and rim, and before applying laminate to entire
roof, putty and coat single lap welded roof plate seams per sketch above and as follows:
1. Pack space between plates at lap seam with putty and install putty fillet with 1-2 taper per sketch. Putty
surface shall be smoothly finished and faired into adjacent metal surfaces as sketch shows, to eliminate
roughness and sharp bends that might cause difficulty in the application and performance of the
laminate.
2. Cover seam and putty with rolled or sprayed resin and two hand laid up layers of fiberglass mat for
polyester, one layer for epoxy systems. Mat shall extend beyond seam and putty as detail shows. Seams
shall be lapped 1 inch minimum. Use sufficient resin, well rolled, to thoroughly wet both layers of glass
mat.
Figure 3, Preparation of Lap Welded Roof Plate Seams
Page 28 of 30 January 1996
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
After abrasive blasting and applying prime coat to roof underside and rim (and before spraying laminate on
roof underside) putty and install laminate on roof rim as follows:
1. Apply putty per sketches and as follows:
a. Pack all single lap seams with putty and install putty fillets at seams and corners with
1-2 taper per sketches.
b. Cover with putty all sharp corners at clips attached to roof for shoe hangers.
c. Putty surfaces shall be smoothly finished and faired into adjacent metal surfaces as
sketches show to eliminate roughness and sharp bends that might cause difficulty in
application of laminate.
2. Install laminate on roof rim as follows:
a. Roll on at least two coats of resin reinforced with at least two layers of fiberglass mat for
polyester, one coat for epoxy systems.
b. Carry resin and mat around roof rim-to-underside connection as shown in sketch above.
c. Lap mat seams 1 inch minimum.
d. Roll each mat layer with a suitable roller before resin starts to gel.
e. Dry thickness of rim laminate shall be 0.12 inch minimum for polyester; 0.08 inch
minimum for epoxy.
f. Keep resin, glass and solvents away from shoes and seals. Clean off any resin that might
cause shoe hanger mechanism to bind.
Figure 4, Putty and Laminate Installation and Roof Rim
January 1996 Page 29 of 30
Chevron Specification COM-MS-4738-B
INTERNAL COATINGS
Commented Copy - Not for Vendor Distribution
Figure 5, Bottom or Shell Seam Detail
Figure 6, Typical Bottom Angle
Page 30 of 30 January 1996
You might also like
- Internal Coatings For Vessels in Wet H2S Service-MSDocument13 pagesInternal Coatings For Vessels in Wet H2S Service-MSyusuf.yuzuakNo ratings yet
- Fusion Bonded Epoxy For External Pipeline Coating-MSDocument26 pagesFusion Bonded Epoxy For External Pipeline Coating-MSyusuf.yuzuakNo ratings yet
- External Coatings MSDocument17 pagesExternal Coatings MSyusuf.yuzuakNo ratings yet
- External Coatings LCLDocument10 pagesExternal Coatings LCLyusuf.yuzuakNo ratings yet
- 09 SAMSS 089 (Final Draft - 2018)Document28 pages09 SAMSS 089 (Final Draft - 2018)lhanx2No ratings yet
- 09 Samss 089Document32 pages09 Samss 089Aravind BabuNo ratings yet
- 09 Samss 091Document27 pages09 Samss 091Abdelrahman AwadallahNo ratings yet
- Industrial Coating ApplicationDocument22 pagesIndustrial Coating ApplicationaamirsaddiqNo ratings yet
- Internal Coatings LCLDocument20 pagesInternal Coatings LCLyusuf.yuzuakNo ratings yet
- Internal CoatingsEGDocument20 pagesInternal CoatingsEGyusuf.yuzuakNo ratings yet
- 09-Samss-089 (2018)Document28 pages09-Samss-089 (2018)Ali RazaNo ratings yet
- Materials System SpecificationDocument28 pagesMaterials System SpecificationAli RazaNo ratings yet
- 09-SAMSS-089 Shop Applied FBE Coating Jan 2018Document28 pages09-SAMSS-089 Shop Applied FBE Coating Jan 2018Ahmed & Rehana MoinuddinNo ratings yet
- Engineering Standards For Protective Coatings and LiningsDocument25 pagesEngineering Standards For Protective Coatings and LiningsAnonymous S9qBDVky0% (1)
- Field Cleaning of Compressor Lube-Oil and Seal-Oil Systems-MDocument16 pagesField Cleaning of Compressor Lube-Oil and Seal-Oil Systems-Mbkm dizaynNo ratings yet
- 09 Samss 089-2016Document26 pages09 Samss 089-2016lhanx2No ratings yet
- 09 Samss 089Document28 pages09 Samss 089Abdelrahman AwadallahNo ratings yet
- External Coatings EGDocument10 pagesExternal Coatings EGyusuf.yuzuakNo ratings yet
- Internal Coatings For Vessels in Wet H2S Service-LCLDocument11 pagesInternal Coatings For Vessels in Wet H2S Service-LCLyusuf.yuzuakNo ratings yet
- SAMSS New StandardDocument25 pagesSAMSS New Standardlhanx2100% (1)
- InsulationDocument24 pagesInsulationermusatNo ratings yet
- 09 Samss 091Document30 pages09 Samss 091Aravind BabuNo ratings yet
- 09 Samss 091 PDFDocument18 pages09 Samss 091 PDFFahad AhmadNo ratings yet
- Fabrication of Process Analyzer Packages-MSDocument24 pagesFabrication of Process Analyzer Packages-MSAhmed ElghmatiNo ratings yet
- 09 Samss 091.Document18 pages09 Samss 091.MahmoudNo ratings yet
- 09 Samss 091Document27 pages09 Samss 091AbhilashNo ratings yet
- Design and Manufacturing GuidelinesDocument10 pagesDesign and Manufacturing GuidelinesEdisson100% (1)
- Ios-Mat-0207 (Aa-2291517-4)Document77 pagesIos-Mat-0207 (Aa-2291517-4)hai nguyenNo ratings yet
- WX100 Fastener Finish Speecification PDFDocument16 pagesWX100 Fastener Finish Speecification PDFJulion2009No ratings yet
- 028120-SPL-008 Protective Coating Riser Neoprene Rev. CDocument8 pages028120-SPL-008 Protective Coating Riser Neoprene Rev. CRokan Pipeline100% (1)
- SP 1246Document28 pagesSP 1246raza.sliet100% (2)
- UntitledDocument11 pagesUntitledRodrigo LeanosNo ratings yet
- Protective Painting SystemDocument45 pagesProtective Painting SystemMuthu AlaguRajNo ratings yet
- CP10 Onshore Painting Coating SpecificationDocument37 pagesCP10 Onshore Painting Coating SpecificationherdiansyahNo ratings yet
- GS112 3 PDFDocument19 pagesGS112 3 PDFadamNo ratings yet
- Tank Bottom Replacement and Membrane Placement: Chevron Specification TAM-MN-1-ADocument59 pagesTank Bottom Replacement and Membrane Placement: Chevron Specification TAM-MN-1-ABurak GülenNo ratings yet
- WX100Document21 pagesWX100Emir AkçayNo ratings yet
- S-AAA-CORR (Rev.0-2015) PDFDocument19 pagesS-AAA-CORR (Rev.0-2015) PDFSwathish SivaprasadNo ratings yet
- Smooth Bore Cargo and Submarine Hose, 275 Psi MWP-MSDocument18 pagesSmooth Bore Cargo and Submarine Hose, 275 Psi MWP-MSYusufNo ratings yet
- Part 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsDocument45 pagesPart 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsReginaldo Santos100% (1)
- WX 100Document17 pagesWX 100anon_967426204100% (1)
- PS9172S SpotweldDocument13 pagesPS9172S SpotweldmanuelNo ratings yet
- Wx100 PDF FreeDocument17 pagesWx100 PDF Freechinkal miglaniNo ratings yet
- PVM Ms 4748 BDocument27 pagesPVM Ms 4748 BabdelillahNo ratings yet
- WX100 Finish Specification 1. Scope: Worldwide Fastener StandardDocument18 pagesWX100 Finish Specification 1. Scope: Worldwide Fastener StandardGustavo FelipeNo ratings yet
- 6684-PIP-G00-EB-0006 - 000 - 02 - Technical Specification For Coating $ WRDocument8 pages6684-PIP-G00-EB-0006 - 000 - 02 - Technical Specification For Coating $ WRMuthu AlaguRajNo ratings yet
- 09 Samss 069Document10 pages09 Samss 069Pratik GurungNo ratings yet
- COM SU 5191 C February 2017Document91 pagesCOM SU 5191 C February 2017suriya100% (1)
- 49-00023 Rev LDocument14 pages49-00023 Rev LJose Cuellar100% (1)
- Process Specification 98021.: Powder Coating of Purchased Motorcycle PartsDocument19 pagesProcess Specification 98021.: Powder Coating of Purchased Motorcycle Partsvijayanth gNo ratings yet
- S-TR-CORR (Rev.0-2015)Document19 pagesS-TR-CORR (Rev.0-2015)Abhinav SinhaNo ratings yet
- GMW14057Document19 pagesGMW14057Felipe De la cruzNo ratings yet
- UNIREX™ N Series UNIREX™ N Series UNIREX™ N Series UNIREX™ N SeriesDocument3 pagesUNIREX™ N Series UNIREX™ N Series UNIREX™ N Series UNIREX™ N Series121212No ratings yet
- Saes W 015 PDFDocument13 pagesSaes W 015 PDFMohamed SolimanNo ratings yet
- Piping and Equipment InsulationDocument22 pagesPiping and Equipment InsulationRampal Rahul Rampal RahulNo ratings yet
- 0003-MI20-00S1-0031 Topside Paint Color Scheme PDFDocument11 pages0003-MI20-00S1-0031 Topside Paint Color Scheme PDFSobariandi AndiNo ratings yet
- C 8 2 09Document1 pageC 8 2 09Sandino TorresNo ratings yet
- Guide To Selection of Sus Surface FinishDocument15 pagesGuide To Selection of Sus Surface FinishTun Chit FooNo ratings yet
- Saes B-006 (2017)Document21 pagesSaes B-006 (2017)Ralph Ian Malabanan100% (1)
- Internal Coatings For Vessels in Wet H2S Service-LCLDocument11 pagesInternal Coatings For Vessels in Wet H2S Service-LCLyusuf.yuzuakNo ratings yet
- 215-04a - HANDLING, STORAGE, PACKAGING, PRESERVATION AND DELIVERYDocument8 pages215-04a - HANDLING, STORAGE, PACKAGING, PRESERVATION AND DELIVERYyusuf.yuzuakNo ratings yet
- 23 - Crushers and PulverizersDocument10 pages23 - Crushers and Pulverizersyusuf.yuzuakNo ratings yet
- 209-04a - CONTROL OF FABRICATION, CONSTRUCTION AND INSTALLATION ACTIVITIESDocument15 pages209-04a - CONTROL OF FABRICATION, CONSTRUCTION AND INSTALLATION ACTIVITIESyusuf.yuzuakNo ratings yet
- 219-04a - VENDOR OPERATING AND SERVICING DOCUMENTATION AND SPARESDocument6 pages219-04a - VENDOR OPERATING AND SERVICING DOCUMENTATION AND SPARESyusuf.yuzuakNo ratings yet
- 213-04a - CONTROL OF NON-CONFORMING PRODUCTDocument7 pages213-04a - CONTROL OF NON-CONFORMING PRODUCTyusuf.yuzuakNo ratings yet
- 208-04a - IDENTIFICATION AND TRACEABILITY OFDocument8 pages208-04a - IDENTIFICATION AND TRACEABILITY OFyusuf.yuzuakNo ratings yet
- Coal-Tar Enamel Corrosion Coating of Submarine Pipelines-MSDocument12 pagesCoal-Tar Enamel Corrosion Coating of Submarine Pipelines-MSyusuf.yuzuakNo ratings yet
- 218-05 - TrainingDocument8 pages218-05 - Trainingyusuf.yuzuakNo ratings yet
- 26 - ReferencesDocument2 pages26 - Referencesyusuf.yuzuakNo ratings yet
- 19 - ReferencesDocument2 pages19 - Referencesyusuf.yuzuakNo ratings yet
- 16 - PumpsDocument3 pages16 - Pumpsyusuf.yuzuakNo ratings yet
- 2342-Aa00-Jsm-900 - 0 - Operation, Maintenance and Preservation PhilosophyDocument107 pages2342-Aa00-Jsm-900 - 0 - Operation, Maintenance and Preservation Philosophyyusuf.yuzuakNo ratings yet
- 2342-AA00-ML-201 - 0 - Hazards Analysis (HAZAN)Document32 pages2342-AA00-ML-201 - 0 - Hazards Analysis (HAZAN)yusuf.yuzuakNo ratings yet
- 01 - Corporate Piping-Mechanical ProceduresDocument2 pages01 - Corporate Piping-Mechanical Proceduresyusuf.yuzuakNo ratings yet
- 2342-Aa00-Jsm-501 - 0 - Quality Management Requirement For Epc ContractorsDocument14 pages2342-Aa00-Jsm-501 - 0 - Quality Management Requirement For Epc Contractorsyusuf.yuzuakNo ratings yet
- 2342-Aa00-Jsm-901 - 0 - Precommissioning & Commissioning Execution PlanDocument17 pages2342-Aa00-Jsm-901 - 0 - Precommissioning & Commissioning Execution Planyusuf.yuzuakNo ratings yet
- 2342-Aa00-Ml-261 - 0 - Underground Network Arrangement ReportDocument20 pages2342-Aa00-Ml-261 - 0 - Underground Network Arrangement Reportyusuf.yuzuakNo ratings yet
- 2342-AA00-ML-243 - 0 - Study Report (On-Line Corrosion Monitoring Study)Document13 pages2342-AA00-ML-243 - 0 - Study Report (On-Line Corrosion Monitoring Study)yusuf.yuzuakNo ratings yet
- 2342-AA00-JSM-603 - 0 - Spare Parts RequirementsDocument5 pages2342-AA00-JSM-603 - 0 - Spare Parts Requirementsyusuf.yuzuakNo ratings yet
- IONE-1B03-SP-PR-0002 PROCESS PROCESS DESCRIPTION For UNIT 03 Rev.0 Code 2 TransmittalDocument10 pagesIONE-1B03-SP-PR-0002 PROCESS PROCESS DESCRIPTION For UNIT 03 Rev.0 Code 2 Transmittalyusuf.yuzuakNo ratings yet
- 2342-Aa00-Jsm-102 - 0 - Project Coordination Procedure Between Company and ContractorDocument15 pages2342-Aa00-Jsm-102 - 0 - Project Coordination Procedure Between Company and Contractoryusuf.yuzuakNo ratings yet
- 2342-Aa00-Jsm-201 - 0 - Item Numbering and Coding ProcedureDocument16 pages2342-Aa00-Jsm-201 - 0 - Item Numbering and Coding Procedureyusuf.yuzuakNo ratings yet
- 000 A Ee 0190227 R1 - 231110 - 092118Document24 pages000 A Ee 0190227 R1 - 231110 - 092118yusuf.yuzuakNo ratings yet
- Know Your Steel BookDocument96 pagesKnow Your Steel BookSrinivasan Reddy100% (1)
- Pessing Libya INC: SA 312 TP 316 TO SA 312 TPDocument1 pagePessing Libya INC: SA 312 TP 316 TO SA 312 TPMahmoud HaggagNo ratings yet
- Shielded Metal Arc Welding Summative TestDocument4 pagesShielded Metal Arc Welding Summative TestFelix MilanNo ratings yet
- Method Statement For Domestic Water Piping Installation UG & AGDocument14 pagesMethod Statement For Domestic Water Piping Installation UG & AGBelal AlrwadiehNo ratings yet
- Blanket and Wallpaper Linings Design and Installation ManualDocument12 pagesBlanket and Wallpaper Linings Design and Installation ManualMarco Antonio Guevara MartínezNo ratings yet
- A of 58719Document154 pagesA of 58719eskewtNo ratings yet
- 07 - Sanitary InstallationsDocument23 pages07 - Sanitary InstallationsTemur LomidzeNo ratings yet
- Urea Paper 2c BartelliDocument7 pagesUrea Paper 2c BartelliSai PrasathNo ratings yet
- Faisal Awad - January 2012Document42 pagesFaisal Awad - January 2012eng_far0% (1)
- TJS Spot Gun 3321N 3328N UsermanualDocument60 pagesTJS Spot Gun 3321N 3328N UsermanualJm KamachoNo ratings yet
- 12 Metallography and Welding Process Control: C. E. Cross, O. Grong, S. Liu, and J. F. CapesDocument14 pages12 Metallography and Welding Process Control: C. E. Cross, O. Grong, S. Liu, and J. F. CapesKasia MazurNo ratings yet
- PC130 7 PDFDocument661 pagesPC130 7 PDFnam100% (5)
- British and ISO Standards Related ToDocument14 pagesBritish and ISO Standards Related Tocao thanh quocNo ratings yet
- PTS-For-Industry AerocomDocument8 pagesPTS-For-Industry AerocomVano WardhanaNo ratings yet
- PHP MVH DTNDocument125 pagesPHP MVH DTNannNo ratings yet
- Disclosure To Promote The Right To InformationDocument15 pagesDisclosure To Promote The Right To InformationGuru MishraNo ratings yet
- P1 To P8Document9 pagesP1 To P8Pat AuffretNo ratings yet
- Effective Net AreaDocument3 pagesEffective Net AreaAscyiff Traya GravadorNo ratings yet
- Hardenable Boron SteelDocument8 pagesHardenable Boron Steelkuhn403825No ratings yet
- 3-15-6 Pressure Vessels Austenitic SteelDocument24 pages3-15-6 Pressure Vessels Austenitic SteelJaime CastilloNo ratings yet
- Handicraft Leathercraft and Woodcraft CGDocument10 pagesHandicraft Leathercraft and Woodcraft CGlea bendijo100% (2)
- Tec Arc Calibox 6000I Amps and Volts Calibrated Meter BoxDocument1 pageTec Arc Calibox 6000I Amps and Volts Calibrated Meter Boxloren wassoufNo ratings yet
- Report Word FileDocument10 pagesReport Word FileMaricar GaculaNo ratings yet
- Innovex Product Catalog 2018Document92 pagesInnovex Product Catalog 2018EduardoNo ratings yet
- FQP BAR 660MW BOWL MILL R00 - VoidDocument31 pagesFQP BAR 660MW BOWL MILL R00 - VoidMatthew JacobsNo ratings yet
- Storage Tank ArticlesDocument8 pagesStorage Tank Articlesnafis2uNo ratings yet
- Welds PDFDocument20 pagesWelds PDFkirkchNo ratings yet
- Machine Shop TheoryDocument25 pagesMachine Shop TheoryNiño Vince VallespinNo ratings yet
- Welding of Inconel 718: Byj. GordineDocument7 pagesWelding of Inconel 718: Byj. GordineVigneswaranNo ratings yet
- Manlift 60-80 A PDFDocument2 pagesManlift 60-80 A PDFvpizarro_23No ratings yet