You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Pessing Libya INC: Sfa. No: A5.9Document1 pagePessing Libya INC: Sfa. No: A5.9Mahmoud HaggagNo ratings yet
- Pessing Libya INC: Weld Detail Preparation MethodDocument1 pagePessing Libya INC: Weld Detail Preparation MethodMahmoud HaggagNo ratings yet
- Pessing Libya INC: Fill: FCAW Sfa. No: 5.18&5.20 Post Weld Heat treatment:N/ADocument1 pagePessing Libya INC: Fill: FCAW Sfa. No: 5.18&5.20 Post Weld Heat treatment:N/AMahmoud HaggagNo ratings yet
- Pessing Libya INC: Fill: GTAW Sfa. No: 5.14 Post Weld Heat Treatment: N/ADocument1 pagePessing Libya INC: Fill: GTAW Sfa. No: 5.14 Post Weld Heat Treatment: N/AMahmoud HaggagNo ratings yet
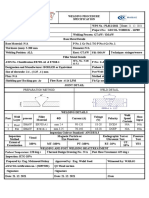
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CDocument1 pagePessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CMahmoud HaggagNo ratings yet
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CDocument1 pagePessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CMahmoud HaggagNo ratings yet
- Pessing Libya INC: As Per P No.3,4 To As Per P No.3,4Document1 pagePessing Libya INC: As Per P No.3,4 To As Per P No.3,4Mahmoud HaggagNo ratings yet
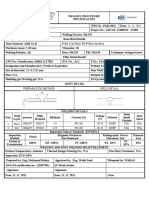
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28&5.5 Post Weld Heat Treatment: 620-650 Deg CDocument1 pagePessing Libya INC: Fill: SMAW Sfa. No: 5.28&5.5 Post Weld Heat Treatment: 620-650 Deg CMahmoud HaggagNo ratings yet
- Pessing Libya INC: Weld Detail Preparation MethodDocument1 pagePessing Libya INC: Weld Detail Preparation MethodMahmoud HaggagNo ratings yet
- Preliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Document2 pagesPreliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Vijaya BaraniNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- Wps Aws d1.1 NEWDocument2 pagesWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (2)
- PQR - Gmaw BCCDocument2 pagesPQR - Gmaw BCCBasel MohammadNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Document2 pagesBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduNo ratings yet
- Sabari Engineering PQRDocument3 pagesSabari Engineering PQRAdvanced Quality Centre AQC100% (1)
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- WPS 01 - Pipe - SSDocument1 pageWPS 01 - Pipe - SSAdvanced Quality Centre AQCNo ratings yet
- ARL-AL-WPS-001 welding procedureDocument2 pagesARL-AL-WPS-001 welding procedurerajuajiNo ratings yet
- Welding Procedure Specification (AutoRecovered)Document2 pagesWelding Procedure Specification (AutoRecovered)virnmontalesNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Welding Procedure Qualification Record: String or Weave Bead, Multipass, Single Electrode, Electrical Stick-Out:15-25mmDocument1 pageWelding Procedure Qualification Record: String or Weave Bead, Multipass, Single Electrode, Electrical Stick-Out:15-25mmBhanu Pratap ChoudhuryNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Welding Procedure Specification GuideDocument2 pagesWelding Procedure Specification GuidepoulmackNo ratings yet
- WPS for GTAW Welding of Aluminum Butt JointsDocument2 pagesWPS for GTAW Welding of Aluminum Butt Jointsmahmoud_allam3No ratings yet
- WPS GF170 As 1554.6Document1 pageWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- WPS PQR FormulirDocument2 pagesWPS PQR FormulirAZaiNo ratings yet
- WPQR Welding Procedure Qualification RecordsDocument3 pagesWPQR Welding Procedure Qualification Recordsramesh rajaNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- P WPSDocument3 pagesP WPSAnilkumar G NairNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- 4 - PREPARATION OF WPS - StudentDocument22 pages4 - PREPARATION OF WPS - Studentrazlan ghazaliNo ratings yet
- WPS & PQR - LTM - QW - PipeDocument7 pagesWPS & PQR - LTM - QW - PipeKAMALNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- Wps 2-8Document1 pageWps 2-8Anonymous XYt4Y9qNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Welding Procedure Data Sheet for Steel Groups 1-3Document1 pageWelding Procedure Data Sheet for Steel Groups 1-3suronocaturatmojoNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- WDI-WPS-072 Rev.00 SMAW 2Document4 pagesWDI-WPS-072 Rev.00 SMAW 2MohamedNo ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- WPS for Welding HY80 SteelDocument2 pagesWPS for Welding HY80 Steelsrb metallurgNo ratings yet
- Welding Procedure Qualification Records (WPQR) GuideDocument3 pagesWelding Procedure Qualification Records (WPQR) Guideramesh rajaNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationFrancisco HoyosNo ratings yet
- Tz.O.R.C R.O. Project: Second and OtherDocument5 pagesTz.O.R.C R.O. Project: Second and Otherbehzad mohammadiNo ratings yet
- WPS & PQRDocument13 pagesWPS & PQRValentin RadulescuNo ratings yet
- All MCQ Questions Should Be Hand Written On Journal Pages: Assignment No. 4 - JOINING PROCESSESDocument2 pagesAll MCQ Questions Should Be Hand Written On Journal Pages: Assignment No. 4 - JOINING PROCESSESSaurabh GogoiNo ratings yet
- Technique # 1. Leftward or Forward Welding:: AdvertisementsDocument2 pagesTechnique # 1. Leftward or Forward Welding:: AdvertisementszombieNo ratings yet
- Filler Metal - Bestseller - Engl - NT - BohlerDocument29 pagesFiller Metal - Bestseller - Engl - NT - BohlerMaher BmdNo ratings yet
- Sample Questions & Practice Examination For D1.1Document21 pagesSample Questions & Practice Examination For D1.1Earl HarbertNo ratings yet
- Scheda Tecnica: IT-SG1 Itb-Sg1Document1 pageScheda Tecnica: IT-SG1 Itb-Sg1ITALFIL S.p.A.No ratings yet
- 02.186 - F - Satr-Nde-2008 Revised (003) 010817 SS JointsDocument2 pages02.186 - F - Satr-Nde-2008 Revised (003) 010817 SS JointsMAZHARULNo ratings yet
- Ghges Greenhouse Gas Reduction Projects: CategoryDocument42 pagesGhges Greenhouse Gas Reduction Projects: CategoryWajihNo ratings yet
- Welders Certification Designation Acc. To EN ISO 9606-1Document1 pageWelders Certification Designation Acc. To EN ISO 9606-1vonipko100% (9)
- Saudi Aramco welding reportDocument2 pagesSaudi Aramco welding reportsmdriyazbashaNo ratings yet
- Master List of Records 1Document2 pagesMaster List of Records 1Anonymous i3lI9MNo ratings yet
- Tz.O.R.C R.O. Project: Second and OtherDocument5 pagesTz.O.R.C R.O. Project: Second and Otherbehzad mohammadiNo ratings yet
- Solar Energy GreenhousesDocument6 pagesSolar Energy GreenhousesjulienclotNo ratings yet
- Karakteristik Kawat LasDocument36 pagesKarakteristik Kawat LasKen RanggaNo ratings yet
- Goodheart Wilcox books+Welding-Dissimilar-MetalsDocument4 pagesGoodheart Wilcox books+Welding-Dissimilar-MetalsAnonymous nw5AXJqjd50% (2)
- Wis 5 Eoca AnswersDocument34 pagesWis 5 Eoca AnswersAli ClubistNo ratings yet
- WPQ FormatDocument1 pageWPQ FormatTridib Dey100% (1)
- LG RAC - 50Hz - 2004Document235 pagesLG RAC - 50Hz - 2004AJ OMNo ratings yet
- Specific Thermal Capacity of AluminiumDocument18 pagesSpecific Thermal Capacity of AluminiumChrise RajNo ratings yet
- K to 12 SMAW CurriculumDocument9 pagesK to 12 SMAW Curriculumcath borja0% (1)
- Weld Defects Handbook - Lack of FusionDocument1 pageWeld Defects Handbook - Lack of FusionDanilova SonjaNo ratings yet
- Welding Procedure Data Sheet for Steel Groups 1-3Document1 pageWelding Procedure Data Sheet for Steel Groups 1-3suronocaturatmojoNo ratings yet
- WC-482 - Parts of A Weld PDFDocument1 pageWC-482 - Parts of A Weld PDFNathanLaertePiaiNo ratings yet
- LPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewDocument13 pagesLPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewabdiNo ratings yet
- 4.1 Written TestDocument11 pages4.1 Written TestTvet Acn100% (2)
- Welding Procedure Specification for PT Kebon Agung PG TrangkilDocument2 pagesWelding Procedure Specification for PT Kebon Agung PG TrangkilAlfan MohammadNo ratings yet
- SAUDI ARAMCO POST-WELDING VISUAL INSPECTION CHECKLISTDocument6 pagesSAUDI ARAMCO POST-WELDING VISUAL INSPECTION CHECKLISTManoj KumarNo ratings yet
- Hot Cracking in Incoloy 825Document2 pagesHot Cracking in Incoloy 825navasNo ratings yet
- ISAIME - Ario - UI - TIG Welding Speed-FinalDocument9 pagesISAIME - Ario - UI - TIG Welding Speed-FinalAgus WidyiantoNo ratings yet
- 3.0 Welding Imperfections and Material InspectionDocument38 pages3.0 Welding Imperfections and Material InspectionTrịnh Quốc Tuyến100% (1)
- d1 6 PQR 675 070 13 Digital FormDocument2 pagesd1 6 PQR 675 070 13 Digital FormJimmy MyNo ratings yet