You might also like
- Chemistry of Chromium: Properties, Uses and CompoundsDocument47 pagesChemistry of Chromium: Properties, Uses and CompoundsFebrian IsharyadiNo ratings yet
- Amazing Chemical Reactions EditedDocument23 pagesAmazing Chemical Reactions EditedMahbub Al-HaqiNo ratings yet
- 4 AodDocument5 pages4 AodSonu MishraNo ratings yet
- GATE Mechanical Engineering Thermodynamics FormulasDocument16 pagesGATE Mechanical Engineering Thermodynamics FormulasAkki AroraNo ratings yet
- 23 - Toughened Ceramics 1Document28 pages23 - Toughened Ceramics 1Md. Rafiqul IslamNo ratings yet
- DIY TrilobiteDocument2 pagesDIY TrilobiteKewl DudzNo ratings yet
- GATE MT 2018 Paper With Solution - AskmemetallurgyDocument37 pagesGATE MT 2018 Paper With Solution - AskmemetallurgySivanuja100% (1)
- Sariska Tiger Reserve Environmental ProjectDocument24 pagesSariska Tiger Reserve Environmental ProjectAni AwesomeNo ratings yet
- ATAS Dynamic InoculationDocument27 pagesATAS Dynamic InoculationRaymundodelCampoNo ratings yet
- Carbonization process converts coal into cokeDocument2 pagesCarbonization process converts coal into cokeOperation TewehNo ratings yet
- Lecture21 PDFDocument4 pagesLecture21 PDFMIzan NursiadiNo ratings yet
- Phase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiDocument13 pagesPhase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiRavichandran JayaprakashNo ratings yet
- DME Assignment 1Document2 pagesDME Assignment 1sumikannuNo ratings yet
- Sintering ProcessDocument4 pagesSintering ProcessNicollas Matheus100% (1)
- Corrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyDocument15 pagesCorrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyMichael Merino CrispinNo ratings yet
- SemiconductorsDocument5 pagesSemiconductorsdeep34No ratings yet
- Electrochemistry 2 PDFDocument56 pagesElectrochemistry 2 PDFAniruddha Kawade100% (1)
- AGARWALS INTERNATIONAL 50-MIN TESTDocument7 pagesAGARWALS INTERNATIONAL 50-MIN TESTNyonikaNo ratings yet
- Career Avenues Physical MetallurgyDocument27 pagesCareer Avenues Physical MetallurgyAmit Saboo0% (1)
- 27 - 1 - Engineering Ceramics For ApplicationsDocument9 pages27 - 1 - Engineering Ceramics For ApplicationsMd. Rafiqul IslamNo ratings yet
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- Oteluri Cai FerateDocument2 pagesOteluri Cai FerateValentin RadulescuNo ratings yet
- Electrochemistry: (Tuesday, 8 May 2017)Document18 pagesElectrochemistry: (Tuesday, 8 May 2017)mipa amarNo ratings yet
- Research Paper On D and F Block PDFDocument9 pagesResearch Paper On D and F Block PDFVishwa RahulNo ratings yet
- Chemical Metallurgy Student PapersDocument3 pagesChemical Metallurgy Student PapersParesh SaksenaNo ratings yet
- MetallurgyDocument39 pagesMetallurgyPrabhakar BandaruNo ratings yet
- Galena, iron ore and silica sinter identificationDocument6 pagesGalena, iron ore and silica sinter identificationDwi Puspa NingrumNo ratings yet
- Ladle Refining Melting ProcessDocument14 pagesLadle Refining Melting ProcessSudeepNo ratings yet
- Lecture34 - Material and Heat Balance in ConvertingDocument5 pagesLecture34 - Material and Heat Balance in ConvertingRoger RumbuNo ratings yet
- Silicon, Silicates and Their TypesDocument6 pagesSilicon, Silicates and Their TypesUsman GhaniNo ratings yet
- 2.7 Exercise 2 - Extraction of Aluminium and TitaniumDocument4 pages2.7 Exercise 2 - Extraction of Aluminium and TitaniumHo Yong WaiNo ratings yet
- Closed-Book Practice-Ch 11 (2015!03!16)Document17 pagesClosed-Book Practice-Ch 11 (2015!03!16)Juan100% (1)
- 6446 Topper 21 129 510 2 8553 Extractive Metallurgy Up201612091912 1481290972 6368 PDFDocument27 pages6446 Topper 21 129 510 2 8553 Extractive Metallurgy Up201612091912 1481290972 6368 PDFyugyug fhfvNo ratings yet
- Ks3 Chem 9e Eq Q1to10 54marks 4students Metals and Corrosion 11pgsDocument11 pagesKs3 Chem 9e Eq Q1to10 54marks 4students Metals and Corrosion 11pgsmatthewansell6977No ratings yet
- Extraction of ZN FinalDocument20 pagesExtraction of ZN FinalYashodeep Ravindra HireNo ratings yet
- Cobalt Alloy 6 corrosion resistance in amine applicationsDocument2 pagesCobalt Alloy 6 corrosion resistance in amine applicationsManivannanMudhaliarNo ratings yet
- HotAC 2nd Edition RulebookDocument53 pagesHotAC 2nd Edition RulebookStan KingNo ratings yet
- Materials Science Lec 04 Phase & Iron-Carbon DiagramDocument53 pagesMaterials Science Lec 04 Phase & Iron-Carbon DiagramKrishna SarkarNo ratings yet
- Aeroquip Wire Reinforced Synthetic Rubber Hose GuideDocument12 pagesAeroquip Wire Reinforced Synthetic Rubber Hose GuideMohamed ElmakkyNo ratings yet
- Al-Mn Phase Diagram PDFDocument6 pagesAl-Mn Phase Diagram PDFSachinNo ratings yet
- Assessment of Slag and Copper Equilibrium in Vaniukov Two-Zone ConverterDocument8 pagesAssessment of Slag and Copper Equilibrium in Vaniukov Two-Zone ConverterYuan JasonNo ratings yet
- Metallic Materials Sessional Microstructure StudyDocument39 pagesMetallic Materials Sessional Microstructure StudyMuhammedNayeemNo ratings yet
- Laboratory Sinter Results DeterminationDocument10 pagesLaboratory Sinter Results DeterminationMohsin ALiNo ratings yet
- BF Cast House Product & DesignDocument50 pagesBF Cast House Product & DesignHara Prasad MurtyNo ratings yet
- H-068 Thermo. Titr. Application Note No.: Title: Determination of Ferric Ion by Iodometric TitrationDocument3 pagesH-068 Thermo. Titr. Application Note No.: Title: Determination of Ferric Ion by Iodometric TitrationEko Setyo BudiNo ratings yet
- MTech Petroleum SyllabusDocument30 pagesMTech Petroleum SyllabusJayachandra Reddy AnnavaramNo ratings yet
- Rr411802 Steel MakingDocument4 pagesRr411802 Steel MakingSrinivasa Rao GNo ratings yet
- Magnetic Properties of LanthanidesDocument8 pagesMagnetic Properties of LanthanidesSHOAIB NAVEED100% (1)
- Reduction of Ferric Oxides in The Red Mud by The Aluminıothermic ProcessDocument5 pagesReduction of Ferric Oxides in The Red Mud by The Aluminıothermic Processlaurentiu_filipescuNo ratings yet
- Tetrachlorides and Oxides of Group 14 ElementsDocument9 pagesTetrachlorides and Oxides of Group 14 ElementsXue Yi LamNo ratings yet
- N m05 21Document1 pageN m05 21David MathagaNo ratings yet
- ANDERSSON - Tantalum & Tantalum CompoundsDocument15 pagesANDERSSON - Tantalum & Tantalum CompoundsOscar Benimana100% (1)
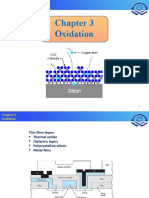
- Thermal Oxidation of Silicon for Dielectric FilmsDocument49 pagesThermal Oxidation of Silicon for Dielectric FilmssunNo ratings yet
- Tutorial 1 Hmete 510Document3 pagesTutorial 1 Hmete 510TINOTENDASHE MAKONESENo ratings yet
- Esab 6013 PDFDocument1 pageEsab 6013 PDFBijaya RaulaNo ratings yet
- NUS ME5309 Aircraft Engines and Rocket Propulsion ExamDocument8 pagesNUS ME5309 Aircraft Engines and Rocket Propulsion ExamBenedict ChinNo ratings yet
- Topic Practice 3: Very Short Answer Type Questions - 1 MarkDocument7 pagesTopic Practice 3: Very Short Answer Type Questions - 1 MarkDebasis GhosalNo ratings yet
- Decorative Chromium Plating BasicsDocument8 pagesDecorative Chromium Plating Basicsm daneshpour100% (1)
- Extraction Metallurgy Case Studies: Copper Pyrometallurgy vs HydrometallurgyDocument123 pagesExtraction Metallurgy Case Studies: Copper Pyrometallurgy vs HydrometallurgymtanaydinNo ratings yet
- Introduction To Iron Metallurgy PDFDocument90 pagesIntroduction To Iron Metallurgy PDFDrTrinath TalapaneniNo ratings yet
- 2014 Paper SLAG - IRON AND STEELDocument7 pages2014 Paper SLAG - IRON AND STEELmazaherramazaniNo ratings yet
- Finmet Process OverviewDocument25 pagesFinmet Process OverviewDrTrinath TalapaneniNo ratings yet
- Effect of Mill Scale on Iron Ore Sinter PhasesDocument13 pagesEffect of Mill Scale on Iron Ore Sinter PhasesDrTrinath TalapaneniNo ratings yet
- New-Generation Aluminum Composite With Bottom Ash Industrial WasteDocument6 pagesNew-Generation Aluminum Composite With Bottom Ash Industrial WasteDrTrinath TalapaneniNo ratings yet
- Introduction To Steel MakingDocument44 pagesIntroduction To Steel MakingDrTrinath TalapaneniNo ratings yet
- Introduction To Pyro MetallurgyDocument76 pagesIntroduction To Pyro MetallurgyDrTrinath Talapaneni75% (4)
- 1.2 Raw Materials and Its Preparation For Iron MakingDocument107 pages1.2 Raw Materials and Its Preparation For Iron MakingDrTrinath TalapaneniNo ratings yet
- Meniere's Disease and Tinnitus in Nursing PractiseDocument5 pagesMeniere's Disease and Tinnitus in Nursing PractiseLizbeth MarinahNo ratings yet
- 19 - Kyocera Milling - Endmill - Radius - Ball-Nose 2010-2011 (ENG)Document24 pages19 - Kyocera Milling - Endmill - Radius - Ball-Nose 2010-2011 (ENG)karadimasNo ratings yet
- Scienctific Basis and Application of Information Fields in Medicine PDFDocument11 pagesScienctific Basis and Application of Information Fields in Medicine PDFMatsya das100% (1)
- Fmea - Failure Mode Effect AnalysisDocument23 pagesFmea - Failure Mode Effect AnalysisAsawari JoshiNo ratings yet
- Mole Calculation Worksheet: Practice & SolutionsDocument3 pagesMole Calculation Worksheet: Practice & SolutionsQurrat Ul AinNo ratings yet
- Pinatubo Eruption Case Study: Disaster Readiness and Risk ReductionDocument5 pagesPinatubo Eruption Case Study: Disaster Readiness and Risk ReductionAndrie PaydoenNo ratings yet
- CH 5 - Cyprus RestaurantDocument15 pagesCH 5 - Cyprus RestaurantmazenfarhatNo ratings yet
- Quality Management System: ISO 9001 - 2000 ClausesDocument18 pagesQuality Management System: ISO 9001 - 2000 ClausesRambabuNo ratings yet
- Strack 1976 A Single-Potential Solution For Regional Interface Problems in Coastal AquifersDocument10 pagesStrack 1976 A Single-Potential Solution For Regional Interface Problems in Coastal AquifersMarie.NeigeNo ratings yet
- Turabi Ltd income statement and balance sheetDocument7 pagesTurabi Ltd income statement and balance sheetFarwa SamreenNo ratings yet
- Soal Bahasa Inggris 7,8,9Document5 pagesSoal Bahasa Inggris 7,8,9Jo windyNo ratings yet
- Recent Task 2 Essay Questions 2Document28 pagesRecent Task 2 Essay Questions 2esraaalhajNo ratings yet
- Checklist of Construction SiteDocument7 pagesChecklist of Construction SiteSurya PNo ratings yet
- Root-Knot and Root-Lesion Nematode SuppressionDocument6 pagesRoot-Knot and Root-Lesion Nematode SuppressionRAMIRO H.S.No ratings yet
- Optik 25Document6 pagesOptik 25z.umul9031No ratings yet
- Supply Chain Operations Manager in Indianapolis IN Resume Robert McVeighDocument2 pagesSupply Chain Operations Manager in Indianapolis IN Resume Robert McVeighRobertMcVeighNo ratings yet
- Pharmacy Service VA Design Guide: Final DraftDocument75 pagesPharmacy Service VA Design Guide: Final DraftAhmad Gamal Elden MAhanyNo ratings yet
- Year 9 Biology InvestigationDocument2 pagesYear 9 Biology Investigationapi-222503660No ratings yet
- Atlas Patrones ANADocument56 pagesAtlas Patrones ANAkemitaNo ratings yet
- Relationship Wide of House VentilationDocument5 pagesRelationship Wide of House VentilationNova RizkenNo ratings yet
- En - Ineos Bichlor ElectrolyserDocument8 pagesEn - Ineos Bichlor Electrolyserbarun1977No ratings yet
- MU318 Worksheet 6969Document3 pagesMU318 Worksheet 6969Cyril SalamehNo ratings yet
- KalasarpaDosha RemedyDocument28 pagesKalasarpaDosha RemedyAnita Kadavergu100% (1)
- New Flowers - FlowerMedDocument5 pagesNew Flowers - FlowerMedAndré CamargoNo ratings yet
- Data Sheet - BS6231 PVC Tri-Rated Flexible Cable - Cleveland CableDocument2 pagesData Sheet - BS6231 PVC Tri-Rated Flexible Cable - Cleveland CableCalum MartinNo ratings yet
- Pre-Job Hazard AnalysisDocument4 pagesPre-Job Hazard AnalysisFiras HamanNo ratings yet
- Analyzing Project ViabilityDocument2 pagesAnalyzing Project ViabilityKumar VikasNo ratings yet
- Incident Report TemplateDocument3 pagesIncident Report Templateapi-412577219No ratings yet
- SmoothiesDocument4 pagesSmoothiesapi-537172848No ratings yet
- Eastridge Golf Club, Inc V Eastridge Labor Union-SUPERDocument3 pagesEastridge Golf Club, Inc V Eastridge Labor Union-SUPERJames Evan I. ObnamiaNo ratings yet