You might also like
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363No ratings yet
- Advanced MaterialsDocument37 pagesAdvanced Materialstiendung0919196302No ratings yet
- Advanced MaterialsDocument37 pagesAdvanced MaterialsNguyễn HoàngNo ratings yet
- Metals Metals: Chapter ContentsDocument11 pagesMetals Metals: Chapter ContentsMateo BustamanteNo ratings yet
- Metals Metals: Chapter ContentsDocument9 pagesMetals Metals: Chapter ContentsDaksh MehtaNo ratings yet
- Pengenalan TBB 2019-26 Agt-SeptDocument103 pagesPengenalan TBB 2019-26 Agt-SeptAngga GerradNo ratings yet
- 1 Lecture01-230117-121737Document19 pages1 Lecture01-230117-121737Lahiru JananjayaNo ratings yet
- Teknik Pengolahan MigasDocument29 pagesTeknik Pengolahan Migasrama dhonNo ratings yet
- Material Mutahir MMF410801-2 SKS: Departemen Metalurgi Dan Material-FTUIDocument17 pagesMaterial Mutahir MMF410801-2 SKS: Departemen Metalurgi Dan Material-FTUIRestu FurqanNo ratings yet
- Material Compare PresentationDocument9 pagesMaterial Compare PresentationTanat UdomsinNo ratings yet
- Material Families / Sub-Families: MetalsDocument8 pagesMaterial Families / Sub-Families: MetalsRed JohnNo ratings yet
- Meterials: Non-Metallic Ceramic Ferrous Metallic Non-FerrousDocument1 pageMeterials: Non-Metallic Ceramic Ferrous Metallic Non-FerrousAli AhmedNo ratings yet
- 2Document6 pages2harshNo ratings yet
- Graficos Ah PDFDocument18 pagesGraficos Ah PDFLorena Grijalba LeónNo ratings yet
- Üretim Akış Şeması Ve Nihai Ürünler IngDocument8 pagesÜretim Akış Şeması Ve Nihai Ürünler IngtalhadikenNo ratings yet
- Literature Review: Nature of MaterialsDocument15 pagesLiterature Review: Nature of MaterialsIvandelist XNo ratings yet
- EMIA-Step: The New Carbon/Sulfur AnalyzerDocument2 pagesEMIA-Step: The New Carbon/Sulfur AnalyzerTùng Hồ ThanhNo ratings yet
- M F Ashby Materials Selection in Mechanical Design50Document1 pageM F Ashby Materials Selection in Mechanical Design50Çağrı UZAYNo ratings yet
- DSP Overview 10-07-2017Document46 pagesDSP Overview 10-07-2017Binod Kumar Padhi0% (1)
- Lesson 1 - Basis CrystallographyDocument98 pagesLesson 1 - Basis CrystallographyAndi Sauqi UlviahNo ratings yet
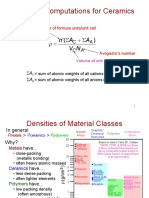
- Density Computations For Ceramics: N V A A NDocument10 pagesDensity Computations For Ceramics: N V A A NAaila AkhterNo ratings yet
- Raw Materials of Portland: - Lime - Silica - Alumina - Iron OxideDocument10 pagesRaw Materials of Portland: - Lime - Silica - Alumina - Iron OxideashoknrNo ratings yet
- Corrosion Guide Galvanic Chart SummaryDocument1 pageCorrosion Guide Galvanic Chart SummaryDan CosacNo ratings yet
- 07/10 - Rock Excavation Handbook / Dimensional Stone QuarryDocument9 pages07/10 - Rock Excavation Handbook / Dimensional Stone QuarryHakan_KURUNo ratings yet
- F4 SC Chapter 9Document16 pagesF4 SC Chapter 98loverNo ratings yet
- Fertilisers From Blast Furnace and Steel Slags: Technical Leaflet No. 3Document4 pagesFertilisers From Blast Furnace and Steel Slags: Technical Leaflet No. 3C SIKKANo ratings yet
- α-Fe >912 ˚C Bcc To Fcc Allotropic γ- Fe >1394 ˚C FCC to BCC δ- Fe >1538 ˚C BCCDocument1 pageα-Fe >912 ˚C Bcc To Fcc Allotropic γ- Fe >1394 ˚C FCC to BCC δ- Fe >1538 ˚C BCCRameez FaroukNo ratings yet
- Baja ToolDocument49 pagesBaja ToolYudhaPrawiraNo ratings yet
- Procesos de Diseño y Seleccion Del MaterialDocument4 pagesProcesos de Diseño y Seleccion Del MaterialJosue PazminoNo ratings yet
- DT RM Materials Mind MapDocument1 pageDT RM Materials Mind MapDRAGONMASTER ZNo ratings yet
- Flow ChartDocument2 pagesFlow ChartVc ShekharNo ratings yet
- Refractory Cellurar Concrete Based On Phosphate Binder From Waste of Production and Recycling of AluminumDocument7 pagesRefractory Cellurar Concrete Based On Phosphate Binder From Waste of Production and Recycling of AluminumRidwanNo ratings yet
- Pohon Industri Tembaga Dan BajaDocument3 pagesPohon Industri Tembaga Dan BajakevinNo ratings yet
- B - Supplimentary Cementitious MatlsDocument6 pagesB - Supplimentary Cementitious Matlssileshi fenitaNo ratings yet
- Resco Manufacturing Locations and Products for Steel Ladle ApplicationsDocument2 pagesResco Manufacturing Locations and Products for Steel Ladle ApplicationsFernando PadillaNo ratings yet
- ch5. Engineering MaterialsDocument14 pagesch5. Engineering MaterialsVũ LongNo ratings yet
- Selection Chart For Welding and Brazing Rods - Weldclass - 2021.08Document2 pagesSelection Chart For Welding and Brazing Rods - Weldclass - 2021.08velan73No ratings yet
- Durgapur Steel Plant Operation ManualDocument49 pagesDurgapur Steel Plant Operation ManualApper kumariNo ratings yet
- Metal Specimen Set Metallurgical Study For: Tis Motion & Control Pte LteDocument69 pagesMetal Specimen Set Metallurgical Study For: Tis Motion & Control Pte LteAlberto CaveroNo ratings yet
- Directions:: Igneous Granite, Basalt, Pumice, ObsidianDocument2 pagesDirections:: Igneous Granite, Basalt, Pumice, ObsidianyusurNo ratings yet
- Metal Identification Flow Chart PDFDocument1 pageMetal Identification Flow Chart PDFnone100% (1)
- Materials Design6042010Document24 pagesMaterials Design6042010aunngageNo ratings yet
- ThreadsDocument122 pagesThreadsferNo ratings yet
- 1.4 CompositesDocument3 pages1.4 CompositesFuzail NaseerNo ratings yet
- Era 1539 01 17043 013123Document18 pagesEra 1539 01 17043 013123JefemicroNo ratings yet
- Application of Aluminum HydroxideDocument1 pageApplication of Aluminum HydroxideMuhamadm_IrhamNo ratings yet
- Characteristics, Applications & Processing of Polymers: Study: 15.1-15.14Document22 pagesCharacteristics, Applications & Processing of Polymers: Study: 15.1-15.14William RodriguesNo ratings yet
- Trace Elements in Aluminium Alloys: Their Origin and Impact On Processability and Product PropertiesDocument8 pagesTrace Elements in Aluminium Alloys: Their Origin and Impact On Processability and Product PropertiesZulhafizan ZulkifliNo ratings yet
- Microstructure of Metals and Materials PDFDocument70 pagesMicrostructure of Metals and Materials PDFAdriene SantosNo ratings yet
- Pontikes ICACC16 Ver2Document32 pagesPontikes ICACC16 Ver2Anonymous fLsVG2No ratings yet
- Tank Painting SpecificationsDocument1 pageTank Painting Specificationsjohn gonzalezNo ratings yet
- MM439: Iron and Steel MakingDocument12 pagesMM439: Iron and Steel Makingmanish pandeNo ratings yet
- LIIL RefractoryDocument33 pagesLIIL RefractoryMOHD AZAMNo ratings yet
- Chloride: Vapour Deposition Hard-Facing Miscellaneous TechniquesDocument2 pagesChloride: Vapour Deposition Hard-Facing Miscellaneous TechniquessandeepNo ratings yet
- Mrai - Membership Directory 2019-20 PDFDocument194 pagesMrai - Membership Directory 2019-20 PDFJindal Hydraulics50% (2)
- Workshop Note1Document16 pagesWorkshop Note1ashanNo ratings yet
- Week 1Document22 pagesWeek 1JoRdAn HaNo ratings yet
- 7.2 PolymersDocument10 pages7.2 PolymersGuillermo PantuhanNo ratings yet
- Fading PDF SunDocument2 pagesFading PDF SunKelli100% (1)
- Ip Part 9 Liquefied Petroleum Gas Volume 1 Large Bulk Pressure Storage and Refrigerated LPGDocument100 pagesIp Part 9 Liquefied Petroleum Gas Volume 1 Large Bulk Pressure Storage and Refrigerated LPGminhy100% (2)
- Polycab Industrial Cable Price ListDocument28 pagesPolycab Industrial Cable Price ListSrikanth Reddy SanguNo ratings yet
- SG1 Final PPT Rev1Document51 pagesSG1 Final PPT Rev1Swarnim RajNo ratings yet
- PFD-Raw material storage to VCM purificationDocument4 pagesPFD-Raw material storage to VCM purificationkimulienNo ratings yet
- Msds Clopidogrel Pfizer PDFDocument8 pagesMsds Clopidogrel Pfizer PDFAsomDekaNo ratings yet
- Factors Affecting PharmacokineticsDocument9 pagesFactors Affecting PharmacokineticsLawrentian JadoonNo ratings yet
- Chemistry Investigatory Project Content of Cold Drinks Available in The MarketDocument24 pagesChemistry Investigatory Project Content of Cold Drinks Available in The MarketSarojNo ratings yet
- Beneficial Insects GuideDocument36 pagesBeneficial Insects GuideKiky KimuraNo ratings yet
- Henry's Law ConstantsDocument107 pagesHenry's Law Constantspragmathic100% (1)
- Solvoya® CP6202-XSM: Technical DatasheetDocument1 pageSolvoya® CP6202-XSM: Technical DatasheetI Love MusicNo ratings yet
- Design and Optimize Dosage RegimenDocument32 pagesDesign and Optimize Dosage RegimenNguyễn Đức ThắngNo ratings yet
- Materials Research Bulletin: H.S. Khalsa, M.D. Smith, H.-C. Zur LoyeDocument4 pagesMaterials Research Bulletin: H.S. Khalsa, M.D. Smith, H.-C. Zur LoyeLulueleNo ratings yet
- Hhs HHL Hhe SeriesDocument0 pagesHhs HHL Hhe SeriesLeonardo AlvarezNo ratings yet
- Amminabhavi Water Treatment ReportDocument12 pagesAmminabhavi Water Treatment ReportKrishna Shetty100% (1)
- Type 4010 and 4010HD non return valvesDocument3 pagesType 4010 and 4010HD non return valvesTanmoy DuttaNo ratings yet
- Oil and gas industry glossary terms under 40 charactersDocument20 pagesOil and gas industry glossary terms under 40 characterschanky18No ratings yet
- Multiple Pipes in Same Trench: Figure 9-14Document1 pageMultiple Pipes in Same Trench: Figure 9-14norman moralesNo ratings yet
- Product Guide 2009 BDDocument31 pagesProduct Guide 2009 BDAdrian BercanNo ratings yet
- Syntax Surgery Lesson Plan ExampleDocument3 pagesSyntax Surgery Lesson Plan Exampleapi-279875638100% (1)
- CHEMISTRY Lecture NotesDocument83 pagesCHEMISTRY Lecture NotesClifford Zharare100% (1)
- Maxim Peptide IGF-1 LR3 ReviewDocument2 pagesMaxim Peptide IGF-1 LR3 Reviewhaydunn55No ratings yet
- CFD Study of Diesel Oil Hydrotreating Process in Thenon-Isothermal Trickle Bed ReactorDocument16 pagesCFD Study of Diesel Oil Hydrotreating Process in Thenon-Isothermal Trickle Bed Reactoramir_chemengNo ratings yet
- PROJECT 5. Problems at The Cumene Production Facility, Unit 800Document14 pagesPROJECT 5. Problems at The Cumene Production Facility, Unit 800migelNo ratings yet
- Using ESD Valves As SafeguardsDocument11 pagesUsing ESD Valves As SafeguardsHector Javier Cruz CampaNo ratings yet
- C72IA001EN-C Application Report ChitosanDocument4 pagesC72IA001EN-C Application Report ChitosanMartín PerezNo ratings yet
- Daftar PustakaDocument7 pagesDaftar PustakaAsih Tri MariniNo ratings yet
- MGN 106 M+FDocument8 pagesMGN 106 M+FSajeev NerurkarNo ratings yet
- Mass Transfer MaterialDocument133 pagesMass Transfer MaterialYumnaNo ratings yet
- API Standards ListDocument9 pagesAPI Standards ListSohail Aziz Ahmad MalikNo ratings yet