You might also like
- River Walling Design ManualDocument37 pagesRiver Walling Design ManualTravis HugheyNo ratings yet
- AS 3798 2007 Guidelines On Earthworks For Commercial and Residential Developments.Document49 pagesAS 3798 2007 Guidelines On Earthworks For Commercial and Residential Developments.Terry CheukNo ratings yet
- Const PPT Adhesives - Sem3 PDFDocument60 pagesConst PPT Adhesives - Sem3 PDFRiya VermaNo ratings yet
- Chap 4.limeDocument28 pagesChap 4.limeRiwaj PhuyalNo ratings yet
- Random Rubble Stone MasonryDocument9 pagesRandom Rubble Stone MasonrySangwa StevenNo ratings yet
- External PavingDocument30 pagesExternal PavingVarunNo ratings yet
- Building Technology 4 - Specifications Writing and Quantity SurveyingDocument4 pagesBuilding Technology 4 - Specifications Writing and Quantity SurveyingNICOLE ADRIENNE RIVERANo ratings yet
- STONE MASONRY GUIDEDocument23 pagesSTONE MASONRY GUIDEpurvaNo ratings yet
- StoneDocument69 pagesStoneMd. Mahbub Morshed ShimantoNo ratings yet
- Stone PDFDocument23 pagesStone PDFSanjuNo ratings yet
- Stone Masonry: Presentation By-Ar. Roopa Chikkalgi 1Document19 pagesStone Masonry: Presentation By-Ar. Roopa Chikkalgi 1SaumiaNo ratings yet
- BT 1 M03 - Rock Stone Masonry EditedDocument29 pagesBT 1 M03 - Rock Stone Masonry EditedReyvel Sapaden CorcueraNo ratings yet
- Concrete Mix DesignDocument1 pageConcrete Mix DesignKimo KenoNo ratings yet
- Cricket Ground Design: Fort Stadium MultanDocument10 pagesCricket Ground Design: Fort Stadium Multanمحمد فصیح آفتابNo ratings yet
- Stones PDFDocument14 pagesStones PDFTZShengNo ratings yet
- Appendix 5 Tile-Care-MaintenanceDocument35 pagesAppendix 5 Tile-Care-Maintenancemohsin.meizaNo ratings yet
- Presentation By-Prof. Ms - Sherkar G.CDocument27 pagesPresentation By-Prof. Ms - Sherkar G.CSmart Dick KaloloNo ratings yet
- Stone: Presented By:-Sikandar AliDocument15 pagesStone: Presented By:-Sikandar AliSikandar SiddiquiNo ratings yet
- Lecture 3 - 23312 StonesDocument75 pagesLecture 3 - 23312 StonesVaishnav SathishNo ratings yet
- VET Timber Decay CH 7 Ws 9Document5 pagesVET Timber Decay CH 7 Ws 9RoOhi MugHalNo ratings yet
- Borromini's Architectural Forms and Philosophical StructuresDocument218 pagesBorromini's Architectural Forms and Philosophical StructuresjashndeepNo ratings yet
- Classification of RocksDocument58 pagesClassification of RocksJJG ABVNo ratings yet
- Retaing WallsDocument13 pagesRetaing Walls24x7civilconsultantNo ratings yet
- Lecture No. 11 Stone MasonryDocument7 pagesLecture No. 11 Stone MasonryAnmol JassalNo ratings yet
- Stone Masonry Guide: Types, Principles & SupervisionDocument30 pagesStone Masonry Guide: Types, Principles & Supervisionhari prasad100% (1)
- Building Stones Group2 (1d)Document38 pagesBuilding Stones Group2 (1d)Rachelle SiwaNo ratings yet
- StonesDocument19 pagesStonesSiddharth SureshNo ratings yet
- 2011 Pacific Yurts Color BrochureDocument6 pages2011 Pacific Yurts Color BrochureNiko DiamesisNo ratings yet
- Floor and Floor Finishes - Group2Document137 pagesFloor and Floor Finishes - Group2Rahul KumarNo ratings yet
- Bricks Final PDFDocument77 pagesBricks Final PDFRana HamzaNo ratings yet
- Stones and RockDocument26 pagesStones and RockAntonio JacksonNo ratings yet
- 04 10 00 MasonryDocument17 pages04 10 00 MasonryKiran D Anvekar100% (1)
- Stone: SEM I, F.Y. B.ArchDocument42 pagesStone: SEM I, F.Y. B.ArchRISHABH JAISWAL100% (1)
- MKBP 222 (Chapter II - Building Stones)Document4 pagesMKBP 222 (Chapter II - Building Stones)RHOWELLE TIBAYNo ratings yet
- Case Study of Stone masonry-RH5001A53 - Atish Kumar-CIV 203Document18 pagesCase Study of Stone masonry-RH5001A53 - Atish Kumar-CIV 203Atish KumarNo ratings yet
- Damp Proofing and Water Proofing: Athira. P. R 101116007 Third Year B-ArchDocument9 pagesDamp Proofing and Water Proofing: Athira. P. R 101116007 Third Year B-ArchAshrutha HarshiniNo ratings yet
- Determinants of Urban Form VENICEDocument7 pagesDeterminants of Urban Form VENICEjashndeep100% (1)
- Chapter 5 MortarDocument6 pagesChapter 5 MortarSabrina AlyaNo ratings yet
- Panelling: Timber &timber ProductsDocument37 pagesPanelling: Timber &timber ProductsjashndeepNo ratings yet
- Module 6 - Stone Work: Construction & Materials - Iii (Rar - 302) Section B: Building Construction TechnologyDocument68 pagesModule 6 - Stone Work: Construction & Materials - Iii (Rar - 302) Section B: Building Construction TechnologyjashndeepNo ratings yet
- Mud BrickDocument3 pagesMud Brickabc50% (2)
- Construction Materials and Testing Chapter 4Document17 pagesConstruction Materials and Testing Chapter 4EFREN REYES IINo ratings yet
- 01 Wall Cladding & Paving UnistoneDocument12 pages01 Wall Cladding & Paving UnistonejahnvighoghariNo ratings yet
- (1909) Marble & Marble Working: A Handbook For ArchitectsDocument318 pages(1909) Marble & Marble Working: A Handbook For ArchitectsHerbert Hillary Booker 2nd100% (1)
- An Introduction To Concrete TechnologyDocument54 pagesAn Introduction To Concrete TechnologyBharat ReddyNo ratings yet
- 03 B Building Finishing 2020 2021 Stone Cladding Group3 RevisedDocument43 pages03 B Building Finishing 2020 2021 Stone Cladding Group3 RevisedRama AlzabenNo ratings yet
- Approaches in The Study of Vernacular ArchitectureDocument22 pagesApproaches in The Study of Vernacular ArchitecturejashndeepNo ratings yet
- Approaches in The Study of Vernacular ArchitectureDocument22 pagesApproaches in The Study of Vernacular ArchitecturejashndeepNo ratings yet
- 1 - Introduction To Vernacular Architecture - Part2Document51 pages1 - Introduction To Vernacular Architecture - Part2jashndeep100% (1)
- Stone Masonry and Brick Stone MasonryDocument3 pagesStone Masonry and Brick Stone MasonryMuhafeez GoolabNo ratings yet
- Stone Masonry, Stone Mortars - Stone Work Types of Masonry Ashlar Facing RubbleDocument2 pagesStone Masonry, Stone Mortars - Stone Work Types of Masonry Ashlar Facing RubbleManish ShashikantNo ratings yet
- River EngineeringDocument23 pagesRiver EngineeringPinky Rose Alfaro GreganaNo ratings yet
- LIME Perspective by Vaishali Latkar (Compatibility Mode)Document28 pagesLIME Perspective by Vaishali Latkar (Compatibility Mode)Vaishali LatkarNo ratings yet
- Deterioration Mechanisms of Concrete in a Marine EnvironmentDocument6 pagesDeterioration Mechanisms of Concrete in a Marine EnvironmentsajeeralaNo ratings yet
- Steep Slope StabilizationDocument6 pagesSteep Slope StabilizationPaul M WatsonNo ratings yet
- Vernacular Building Material - LimeDocument16 pagesVernacular Building Material - LimeShine You100% (1)
- 2009 Pond enDocument40 pages2009 Pond enVaiesu IoanNo ratings yet
- Field Tests On BricksDocument3 pagesField Tests On Bricksdongrey331No ratings yet
- Limes PDFDocument30 pagesLimes PDFvineetkothari1No ratings yet
- Laterite StoneDocument3 pagesLaterite StoneIndraja Rm100% (1)
- Chapter-1 StonesDocument117 pagesChapter-1 StonesMalabar CivilNo ratings yet
- Thassos Marble DescriptionDocument31 pagesThassos Marble DescriptionerretemrNo ratings yet
- River Bank ErosionDocument10 pagesRiver Bank ErosionSubrotoes100% (1)
- Utilization of Lime For Stabilizing Soft Clay Soil of High Organic ContentDocument25 pagesUtilization of Lime For Stabilizing Soft Clay Soil of High Organic ContentLarisa ChindrișNo ratings yet
- Lime Literature ScribdDocument3 pagesLime Literature ScribdVaishali LatkarNo ratings yet
- Curing Cement PlasterDocument3 pagesCuring Cement PlasterChristian LlagasNo ratings yet
- Stones: Commonly Used Stones in IndiaDocument4 pagesStones: Commonly Used Stones in IndiaVishal NaikNo ratings yet
- VND Openxmlformats-Officedocument Presentationml Presentation&rendition 1Document12 pagesVND Openxmlformats-Officedocument Presentationml Presentation&rendition 1jeffmugacha6No ratings yet
- CaseStudy-KavitaJain SuzlonDocument48 pagesCaseStudy-KavitaJain SuzlonNishita Naik100% (1)
- RAR - 402 Shoring and Underpinning: Ar. Amitabh Tyagi Apeejay School of Architecture and Planning Greater NoidaDocument18 pagesRAR - 402 Shoring and Underpinning: Ar. Amitabh Tyagi Apeejay School of Architecture and Planning Greater Noidajashndeep100% (1)
- A Study of Passive and Active Strategies Through Case Studies For The Composite Climate Zone of IndiaDocument20 pagesA Study of Passive and Active Strategies Through Case Studies For The Composite Climate Zone of IndiaSUNIDHI VERMANo ratings yet
- Partitions of Different MaterialsDocument16 pagesPartitions of Different MaterialsjashndeepNo ratings yet
- Inside a Flush Door: DimensionsDocument9 pagesInside a Flush Door: DimensionsjashndeepNo ratings yet
- A Case Study Report on The Wind Flower Spa & ResortsDocument25 pagesA Case Study Report on The Wind Flower Spa & ResortsjashndeepNo ratings yet
- SP ARCULT 036 Ceren CindiogluDocument7 pagesSP ARCULT 036 Ceren CindioglujashndeepNo ratings yet
- RAR - 402 Partition and Paneling: Ar. Amitabh Tyagi Apeejay School of Architecture and Planning Greater NoidaDocument13 pagesRAR - 402 Partition and Paneling: Ar. Amitabh Tyagi Apeejay School of Architecture and Planning Greater NoidajashndeepNo ratings yet
- Partition Walls: Building Materials & Construction Civil Engineering Department S.V.N.I.T, SuratDocument34 pagesPartition Walls: Building Materials & Construction Civil Engineering Department S.V.N.I.T, SuratjashndeepNo ratings yet
- RAR - 402 Building Construction & Materials - IvDocument15 pagesRAR - 402 Building Construction & Materials - IvjashndeepNo ratings yet
- Types Timber DoorsDocument35 pagesTypes Timber Doorsjashndeep100% (1)
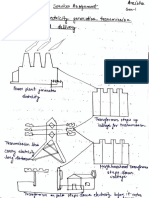
- Services Electricity GenerationDocument4 pagesServices Electricity GenerationjashndeepNo ratings yet
- The Rivalry Between Bernini and Borromini From A SDocument21 pagesThe Rivalry Between Bernini and Borromini From A SjashndeepNo ratings yet
- Types of Windows and Ventilators (Timber) : Construction & Materials-Iii (Rar-302)Document50 pagesTypes of Windows and Ventilators (Timber) : Construction & Materials-Iii (Rar-302)jashndeepNo ratings yet
- Lecture-Trenches GEN IDocument20 pagesLecture-Trenches GEN IjashndeepNo ratings yet
- Roof Terracing: Construction and Materials-Iii (Rar - 302)Document24 pagesRoof Terracing: Construction and Materials-Iii (Rar - 302)jashndeep100% (1)
- Plastering, Pointing PaintingDocument78 pagesPlastering, Pointing PaintingjashndeepNo ratings yet
- Lecture-Trenches GEN IDocument20 pagesLecture-Trenches GEN IjashndeepNo ratings yet
- PPT2 - International Vernacular Arch - 23apr21Document26 pagesPPT2 - International Vernacular Arch - 23apr21jashndeepNo ratings yet
- Second Year, Research Module-1, Reference Document - How To Do Referencing in Different Styles (13!04!2020)Document4 pagesSecond Year, Research Module-1, Reference Document - How To Do Referencing in Different Styles (13!04!2020)jashndeepNo ratings yet
- RAR 408, Module 2 Second YearDocument13 pagesRAR 408, Module 2 Second YearjashndeepNo ratings yet
- Module - 2: Technical WritingDocument17 pagesModule - 2: Technical WritingjashndeepNo ratings yet
- Understanding Vernacular ArchitectureDocument11 pagesUnderstanding Vernacular ArchitecturejashndeepNo ratings yet
- SECTION 26 05 33 Raceway and Boxes For Electrical SystemsDocument14 pagesSECTION 26 05 33 Raceway and Boxes For Electrical SystemsRachel ButilNo ratings yet
- TRM246 Silica Fume in ConcreteDocument9 pagesTRM246 Silica Fume in ConcreteTuanNo ratings yet
- M1-P2 Building TechnologyDocument51 pagesM1-P2 Building TechnologyEzeckiel Edgar BalleterosNo ratings yet
- Electrical Estimation For Pazhassi Smaraka Smrithi MandapamDocument100 pagesElectrical Estimation For Pazhassi Smaraka Smrithi MandapamReenu CherianNo ratings yet
- JNTUA Concrete Technology Notes R20Document101 pagesJNTUA Concrete Technology Notes R20Shaik SabeetNo ratings yet
- NCH Tech Sheet Deox ThailandDocument1 pageNCH Tech Sheet Deox Thailandson.brbNo ratings yet
- Roadbridge 25 03 2022 UnlockedDocument116 pagesRoadbridge 25 03 2022 UnlockedAbhishek TiwariNo ratings yet
- CementDocument15 pagesCementSuTtA OPNo ratings yet
- Civil Engineering Objective Type QuestionDocument764 pagesCivil Engineering Objective Type QuestionMuhammad Umar FarooqNo ratings yet
- IKS SPB 2022 Lecture-1Document50 pagesIKS SPB 2022 Lecture-1donald gandhiNo ratings yet
- Starproof WF MB 602Document2 pagesStarproof WF MB 602dhivahar158No ratings yet
- Civil Engineering Manufacturing ProcessDocument68 pagesCivil Engineering Manufacturing Processben joshua mercadoNo ratings yet
- 3D - CparDocument32 pages3D - CparKristine AllejeNo ratings yet
- The Use of Corn Cob Ash and Saw Dust Ash As Cement Replacement in Concrete WorksDocument8 pagesThe Use of Corn Cob Ash and Saw Dust Ash As Cement Replacement in Concrete WorksGener NavarroNo ratings yet
- BtechhDocument7 pagesBtechhcorbitecoNo ratings yet
- Sorsogon State University Engineering Materials LessonDocument24 pagesSorsogon State University Engineering Materials LessonArianne Mae De Vera GallonNo ratings yet
- Study On Porotherm Brick Using Granite Powder: Ardra Suseelan, Guruvinder SinghDocument6 pagesStudy On Porotherm Brick Using Granite Powder: Ardra Suseelan, Guruvinder SinghBaseem FajilNo ratings yet
- RHI AG - Company Profile, Information, Business Description, History, Background Information On Rhi AgDocument11 pagesRHI AG - Company Profile, Information, Business Description, History, Background Information On Rhi Agsandeep949No ratings yet
- Technical Specification of The ProjectDocument6 pagesTechnical Specification of The ProjectyeabtsegaNo ratings yet
- Md. Sanowar Hossain Lecturer Dept. of ME, RUETDocument124 pagesMd. Sanowar Hossain Lecturer Dept. of ME, RUETJaber HasanNo ratings yet
- Department of Architecture: A Report On False CeilingDocument12 pagesDepartment of Architecture: A Report On False CeilingAlisha PradhanNo ratings yet
- BRICKS WordDocument10 pagesBRICKS WordAadityaNo ratings yet
- Standard Specification No: Kpc-A-07 Standard Specification For Roof and Wall Cladding FOR PT Kaltim Prima Coal Project at East Kalimantan, IndonesiaDocument12 pagesStandard Specification No: Kpc-A-07 Standard Specification For Roof and Wall Cladding FOR PT Kaltim Prima Coal Project at East Kalimantan, Indonesiabarian karopebokaNo ratings yet
- Foundry NotesDocument17 pagesFoundry Notes070 ARITRITA BRAHMA ECENo ratings yet
- Guide to Properties and Types of Bricks for Masonry ConstructionDocument14 pagesGuide to Properties and Types of Bricks for Masonry Constructionrtyrty12No ratings yet
- Table of Contents MF04Document31 pagesTable of Contents MF04hgogoriyaNo ratings yet
- Forging techniques and processesDocument25 pagesForging techniques and processesbelacheweshetu222No ratings yet
- Cornell Notes Visual Arts MediumsDocument3 pagesCornell Notes Visual Arts MediumsAyessa BartolazoNo ratings yet