You might also like
- D&D Character Sheet FillableDocument3 pagesD&D Character Sheet FillableAndreaNo ratings yet
- Lecture 6 Wire DrawingDocument45 pagesLecture 6 Wire Drawingisrael100% (2)
- Properzi Up-Date The CCR Continuous Casting Rolling Technology With New Rolling Stands - 2008Document9 pagesProperzi Up-Date The CCR Continuous Casting Rolling Technology With New Rolling Stands - 2008Failed100% (1)
- On The Analysis of Die Wear in Wire Drawing ProcessDocument8 pagesOn The Analysis of Die Wear in Wire Drawing ProcessGovindSahuNo ratings yet
- Cutting Know HowDocument18 pagesCutting Know Howlugarx100% (1)
- Theory of Wire DrawingDocument27 pagesTheory of Wire Drawinggamini ranaweera80% (5)
- Children of Men DystopiaDocument3 pagesChildren of Men DystopiaJessica Yan100% (2)
- LET Reviewer Prof. Ed.: Educational TechnologyDocument7 pagesLET Reviewer Prof. Ed.: Educational TechnologyMark Montegrejo100% (2)
- Kritik Killer 2013Document551 pagesKritik Killer 2013TylerNo ratings yet
- Wire DrawingDocument7 pagesWire DrawingUtkarsh0% (1)
- Wire Drawing MachineryDocument91 pagesWire Drawing MachineryTapanNo ratings yet
- Extrusion and DrawingDocument19 pagesExtrusion and DrawingBatuhan YildizNo ratings yet
- Dieless Wire DrawingDocument8 pagesDieless Wire DrawingRohit GothwalNo ratings yet
- Group (17) Wire Drawing PDFDocument14 pagesGroup (17) Wire Drawing PDFPeter Adel0% (1)
- Shearing and Slitting Steel Sheet and StreepDocument8 pagesShearing and Slitting Steel Sheet and StreepgrtunaNo ratings yet
- Billet Casting Principles and PracticeDocument11 pagesBillet Casting Principles and PracticeNaveen Gupta100% (2)
- Refractory Lining For Induction Furnace PDFDocument3 pagesRefractory Lining For Induction Furnace PDFmeNo ratings yet
- Tin Additive ElectroplatingDocument7 pagesTin Additive ElectroplatingIvan Ignacio Montecino Bacigalupo100% (1)
- Types WeldingDocument66 pagesTypes WeldingRathnakraja50% (2)
- Wire DrawingDocument4 pagesWire DrawingVenkat KrishnaNo ratings yet
- Resistance Seam WeldingDocument7 pagesResistance Seam WeldingaashulhedaNo ratings yet
- Types of SteelDocument28 pagesTypes of SteelKathrine Kate CadiangNo ratings yet
- Hull Cell Review PDFDocument4 pagesHull Cell Review PDFR.SubramanianNo ratings yet
- Zinc DIE CASTINGDocument10 pagesZinc DIE CASTINGFrancisco BocanegraNo ratings yet
- Electroplating Costs CalculationDocument19 pagesElectroplating Costs CalculationmosesNo ratings yet
- Forging SDocument14 pagesForging SGowrisanthosh PalikaNo ratings yet
- Electrical Steel CoilsDocument16 pagesElectrical Steel CoilsX800XLNo ratings yet
- Tungsten CarbideDocument47 pagesTungsten CarbideAmit DhekaleNo ratings yet
- Copper in Electrical ContactsDocument22 pagesCopper in Electrical ContactsSanj PandeyNo ratings yet
- Conductor Compaction ProcessDocument11 pagesConductor Compaction ProcessRushangNo ratings yet
- Effect Skin Pass Mill Parameter in Mechanical PropertiesDocument10 pagesEffect Skin Pass Mill Parameter in Mechanical PropertiesErdi100% (1)
- Wire and Bar DrawingDocument6 pagesWire and Bar DrawingPrincess NobleNo ratings yet
- Zinc PlatingDocument3 pagesZinc Platingjavier.garcia6281No ratings yet
- Lecture 22a Wire DrawingDocument9 pagesLecture 22a Wire DrawingMohammed Rashik B CNo ratings yet
- TALAT Lecture 5205: Plating On AluminiumDocument19 pagesTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- Tin PlatingDocument30 pagesTin PlatingRahul Pandey100% (3)
- Hyperion Wire Drawing GuideDocument76 pagesHyperion Wire Drawing GuideMuhammad SaadNo ratings yet
- Welding of Tool Steel - Uddeholm (Ebook, 17 Pages)Document17 pagesWelding of Tool Steel - Uddeholm (Ebook, 17 Pages)Ismael 8877No ratings yet
- Magnalenz Induction FurnaceDocument31 pagesMagnalenz Induction Furnaceassar_metalNo ratings yet
- Cold Rolling MillDocument4 pagesCold Rolling MillArslan BohioNo ratings yet
- Introduction To Brazing of Aluminium Alloys: TALAT Lecture 4601Document24 pagesIntroduction To Brazing of Aluminium Alloys: TALAT Lecture 4601fedeloquiNo ratings yet
- Zinc Plating InfoDocument4 pagesZinc Plating InfoUntung Ari Wibowo100% (1)
- Heat Treatment Process: By: Jagdish PampaniaDocument67 pagesHeat Treatment Process: By: Jagdish PampaniabassamNo ratings yet
- Electroplating Cost Calculation - RefDocument12 pagesElectroplating Cost Calculation - RefJitendra PatilNo ratings yet
- Jfe Steel Catalogue PDFDocument35 pagesJfe Steel Catalogue PDFjitendertalwar1603No ratings yet
- Dr. Valery Rudnev: Director, Science and Technology, Inductoheat GroupDocument4 pagesDr. Valery Rudnev: Director, Science and Technology, Inductoheat GroupdhruvNo ratings yet
- Casting of AluminiumDocument36 pagesCasting of AluminiumRezza RuzuqiNo ratings yet
- ElectroSlag Remelting Furnace Guide enDocument8 pagesElectroSlag Remelting Furnace Guide enFernando ArévaloNo ratings yet
- On Ultrasonic WeldingDocument18 pagesOn Ultrasonic Weldingkamal dewani0% (1)
- 2 Aluminium Fusion Welding 2015Document21 pages2 Aluminium Fusion Welding 2015Tuyen Nguyen100% (1)
- 3 Energy Conservation in Induction FurnaceDocument29 pages3 Energy Conservation in Induction FurnaceSk PandeyNo ratings yet
- Fundamentals of Joining ProcessesDocument21 pagesFundamentals of Joining ProcessesNosta Silva100% (1)
- Applications: Bare Copper Conductor. Solid and StrandedDocument3 pagesApplications: Bare Copper Conductor. Solid and StrandedDanNo ratings yet
- Brazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedDocument20 pagesBrazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedAaquil RaziNo ratings yet
- Forging Processes: Satya Amarnadh ParimiDocument26 pagesForging Processes: Satya Amarnadh ParimiamarparimiNo ratings yet
- Exp 9Document8 pagesExp 9ManavNo ratings yet
- Stray Loss Evaluation in Power TransformersDocument6 pagesStray Loss Evaluation in Power Transformersbtd2011No ratings yet
- Wire Drawing: Group 3Document6 pagesWire Drawing: Group 3Pratik AcharyaNo ratings yet
- Theory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007Document24 pagesTheory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007thulasi_krishna100% (1)
- 5972-Article Text PDF-9730-1-10-20130718Document10 pages5972-Article Text PDF-9730-1-10-20130718Vjeran FurlanNo ratings yet
- 744 2903 1 PBDocument7 pages744 2903 1 PBdfgNo ratings yet
- Stray Loss Evaluations in Power Transformers PDFDocument6 pagesStray Loss Evaluations in Power Transformers PDFsulemankhalidNo ratings yet
- NCHRP 620 Duct Breakout ProceduresDocument4 pagesNCHRP 620 Duct Breakout Proceduresm8r0ocvbs7No ratings yet
- Twisting Towers To Couple Processes in A Non-Linear WayDocument8 pagesTwisting Towers To Couple Processes in A Non-Linear WayJJNo ratings yet
- Power Transmission BeltsDocument54 pagesPower Transmission Beltsgamini ranaweeraNo ratings yet
- Worm Gear DriveDocument6 pagesWorm Gear Drivegamini ranaweeraNo ratings yet
- Engineering Materials and Their PropertiesDocument23 pagesEngineering Materials and Their Propertiesgamini ranaweeraNo ratings yet
- Helical GearsDocument12 pagesHelical Gearsgamini ranaweera100% (1)
- Bevel GearsDocument3 pagesBevel Gearsgamini ranaweeraNo ratings yet
- Bevel GearsDocument5 pagesBevel Gearsgamini ranaweeraNo ratings yet
- Theory of Gears r3Document53 pagesTheory of Gears r3gamini ranaweeraNo ratings yet
- Power Transmission BeltsDocument54 pagesPower Transmission Beltsgamini ranaweeraNo ratings yet
- 99 Pneumatic ApplicationsDocument121 pages99 Pneumatic Applicationsapi-3731420100% (7)
- Treatment Plant PresentationDocument103 pagesTreatment Plant Presentationgamini ranaweeraNo ratings yet
- Pressure Vessel Design12Document85 pagesPressure Vessel Design12Victor Rizal Filosofi100% (9)
- Build Your Own Axle: Read All Instructions Before StartingDocument2 pagesBuild Your Own Axle: Read All Instructions Before Startinggamini ranaweeraNo ratings yet
- Elvax Extrusion GuideDocument19 pagesElvax Extrusion Guidehon101No ratings yet
- MD VI Shaft DesignDocument11 pagesMD VI Shaft DesignShatendra SahuNo ratings yet
- Solid Works Training MaterialDocument124 pagesSolid Works Training Materialkamikyou100% (11)
- Wire DrawingDocument47 pagesWire DrawingKamlesh Kumar100% (3)
- SPANCO Jib Crane BrochureDocument16 pagesSPANCO Jib Crane Brochurehessam_seifiNo ratings yet
- Me1302 NolDocument107 pagesMe1302 NolCKDinakarrajNo ratings yet
- 101 Powerful Money Secrets-What The Rich.... & Life - Alex OoiDocument35 pages101 Powerful Money Secrets-What The Rich.... & Life - Alex OoiwobblegobbleNo ratings yet
- Tony Resume 2017Document2 pagesTony Resume 2017api-377454981No ratings yet
- Mechanics of Material Lab6Document36 pagesMechanics of Material Lab6NiroexNo ratings yet
- 08PR001C - Risk ManagementDocument22 pages08PR001C - Risk Managementfadli.lpgNo ratings yet
- Vu Hai Dang Lo Trinh Tu Hoc 9 Diem IELTS-trang-41-194Document154 pagesVu Hai Dang Lo Trinh Tu Hoc 9 Diem IELTS-trang-41-194Thanh Trúc VũNo ratings yet
- Preferred Risk Allocation in China's Public-Private Partnership (PPP) ProjectsDocument12 pagesPreferred Risk Allocation in China's Public-Private Partnership (PPP) ProjectsAkbar FerdiansyahNo ratings yet
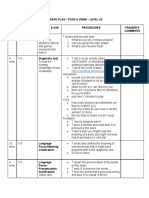
- Lesson Plan - Food & Drink - Level A2 Time Interaction Stage & Aim Procedures Trainer'S Comments Lead-InDocument4 pagesLesson Plan - Food & Drink - Level A2 Time Interaction Stage & Aim Procedures Trainer'S Comments Lead-InCương Nguyễn DuyNo ratings yet
- Salient PointsDocument5 pagesSalient PointsJudilyn BalongcasNo ratings yet
- Perils - Vishwa AdluriDocument21 pagesPerils - Vishwa Adluriyamuna harshavardhanaNo ratings yet
- SMM COMSOL Simulation MontiDocument6 pagesSMM COMSOL Simulation Montitamarco85No ratings yet
- Hellenism (Modern Religion)Document17 pagesHellenism (Modern Religion)nehaNo ratings yet
- Curriculum Assessment and EvaluationDocument15 pagesCurriculum Assessment and EvaluationAidil AdhaNo ratings yet
- Women of Jose RizalDocument19 pagesWomen of Jose Rizalmeynard magsino100% (2)
- ELECTRICAL DRIVE NDocument33 pagesELECTRICAL DRIVE NNk RahulNo ratings yet
- Heart Rate Variability Indices As Bio-Markers of Top-Downself-Regulatory MechanismsDocument23 pagesHeart Rate Variability Indices As Bio-Markers of Top-Downself-Regulatory MechanismsCarlos Eduardo NorteNo ratings yet
- June 2022 Course DetailsDocument2 pagesJune 2022 Course Detailschang tek namNo ratings yet
- 12 AnhDocument2 pages12 AnhThu HườngNo ratings yet
- CCNP R&S SWITCH 300-115 Foundation Learning Guide-130-208Document79 pagesCCNP R&S SWITCH 300-115 Foundation Learning Guide-130-208eduar marinNo ratings yet
- Verbos Irregulares +Document1 pageVerbos Irregulares +JorgeNo ratings yet
- Bridge Seismic Design Csi Sap 2000Document97 pagesBridge Seismic Design Csi Sap 2000jrobert123321100% (5)
- 1-150 ITEMS: PNU SPECIALIZATION IN ENGLISH For LETDocument26 pages1-150 ITEMS: PNU SPECIALIZATION IN ENGLISH For LETdither ataydeNo ratings yet
- Determinants Tax Buoyancy in Developing NationsDocument92 pagesDeterminants Tax Buoyancy in Developing NationsJR Consultancy100% (1)
- UNDP - Best Practices Report - PWC - Final PDFDocument80 pagesUNDP - Best Practices Report - PWC - Final PDFAleXandra Nikolova MarkovicNo ratings yet
- SPA AUTHORIZATION Phase 4Document1 pageSPA AUTHORIZATION Phase 4melani torresNo ratings yet
- Transfer & Business Taxation, 2015 Edition: Chapter 1 - Succession & Transfer TaxesDocument41 pagesTransfer & Business Taxation, 2015 Edition: Chapter 1 - Succession & Transfer TaxesAnalynNo ratings yet
- College Readiness SelfDocument3 pagesCollege Readiness Selfapi-308841677No ratings yet