Professional Documents
Culture Documents
ASME Ix Wps PQR WPQ Ders Notları Scribd
Uploaded by
FeratOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
ASME Ix Wps PQR WPQ Ders Notları Scribd
Uploaded by
FeratCopyright:
Available Formats
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 1
WPS, PQR, WPQ
0. İçindekiler 1
1. ASME Kaynak Kodları 2-3
2. ASME Kesme Kodları 3
3. ASME Kodları Sözlüğü 3-4
4. WPS Hazırlama 5
5. Proses ve Kaynak Dizaynı 5-6
6. Metal Özellikleri 6-7
7. Dolgu Malzemelerinin Özellikleri 8-9
8. Pozisyonlar 10
9. Ön Isıtma 10
10. Kaynak Sonrası Isıl İşlemler 10
11. Gazlar 10-11
12. Elektriksel Karakteristikler 11-12
13. Teknik 13
14. Onay 13
15. Örnek WPS 14
16. PQR Hazırlama 15-23
17. Örnek PQR 24-27
18. WPQ Kaynakçı Belgesi Hazırlama 28-38
19. Örnek WPq 39
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 2
WPS, PQR, WPQ
I. ASME KAYNAK KODLARI
Welding Process Letter Designation
Brazing
Torch Brazing TB
Twin carbon-arc brazing TCAB
Furnace brazing FB
Induction brazing IB
Resistance brazing RB
Dip brazing DB
Block brazing BB
Flow brazing FIB
Flow welding FLOW
Resistance welding
Flash welding FW
Upset welding UW
Percussion welding PEW
Induction welding IW
Arc welding
Bare metal-arc welding BMAW
Stud welding SW
Gas shielded stud welding GSSW
Submerged arc welding SAW
Gas tungsten-arc welding GTAW
Gas metal-arc welding GMAW
Atomic hydrogen welding AHW
Shielded metal-arc welding SMAW
Twin carbon-arc welding TCAW
Carbon-arc welding CAW
Gas carbon-arc welding GCAW
Shielded carbon-arc welding SCAW
Thermit welding
Nonpressure thermit welding NTW
Pressure thermit welding PTW
Gas welding
Pressure gas welding PGW
Oxy-hydrogen welding OHW
Oxyacetylene welding OAW
Air-acetylene welding AAW
Forge welding
Roll welding RW
Die welding DW
Hammer welding HW
Automatic welding AU
Machine welding ME
Manual welding MA
Semi-automatic welding SA
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 3
WPS, PQR, WPQ
II. ASME KESME İŞLEMİ KODLARI
Cutting Process Letter Designation
Arc cutting AC
Air-carbon cutting AAC
Carbon-arc cutting CAC
Metal-arc cutting MAC
Oxygen cutting OC
Chemical flux cutting FOC
Metal powder cutting POC
Arc-oxygen cutting AOC
Automatic cutting AU
Machine cutting ME
Manual cutting MA
Semi-automatic cutting SA
III. ASME KODLARI SÖZLÜĞÜ
air-carbon cutting AAC hava-karbon kesme AAC
arc cutting AC arkla kesme AC
arc-oxygen cutting AOC ark-oksijen kesme AOC
atomic hydrogen welding AHW atomik hidrojen kaynağı AHW
automatic cutting AU otomatik kesme AU
automatic welding AU otomatik kaynak AU
bare metal-arc welding BMAW çıplak metal-ark kaynağı BMAW
block brazing BB blok lehimleme BB
carbon-arc cutting CAC karbon-ark kesme CAC
carbon-arc welding karbon ark kaynağı
carbon-arc welding CAW karbon-ark kaynağı CAW
kimyasal kaynak tozu ile kesme
chemical flux cutting FOC
FOC
die welding DW metal kalıp kaynağı DW
dip brazing DB daldırma ile lehimleme DB
flow brazing FIB akış lehimleme FIB
flow welding FLOW akış kaynağı FLOW
fluoride basic FB flurid bazik FB
furnace brazing FB fırında lehimleme FB
gas carbon-arc welding GCAW gaz karbon-ark kaynağı GCAW
gas metal-arc welding GMAW gaz metal-ark kaynağı GMAW
gaz korumalı saplama kaynağı
gas shielded stud welding GSSW
GSSW
gas tungsten-arc welding GTAW gaz tungsten-ark kaynağı GTAW
çekiçleme (tokmaklama) kaynağı
hammer welding HW
HW
machine cutting ME makine ile kesme ME
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 4
WPS, PQR, WPQ
machine welding ME makina kaynağı ME
MAG welding, metal active-gas MAG kaynağı, metal aktif gaz
welding kaynağı
manual cutting MA elle kesme MA
manual metal-arc welding, MMA
elle metal ark kaynağı
welding
manual welding MA el kaynağı MA
metal-arc cutting MAC metal-ark kesme MAC
MIAB welding, [magnetically- MIAB kaynağı, [manyetik tahrikli
impelled arc butt welding] ark alın kaynağı]
MIG pulsed-arc welding darbeli MIG ark kaynağı
MIG spot welding MIG nokta kaynağı
MIG welding, metal inert-gas MIG kaynağı, metal asal gaz
welding kaynağı
nonpressure thermit welding NTW basınçsız termit kaynağı NTW
percussion welding PEW perküzyon(vurma) kaynağı PEW
pressure thermit welding PTW basınçlı termit kaynağı PTW
semi-automatic cutting SA yarı otomatikl kesme SA
semi-automatic welding SA yarı otomatik kaynak SA
korumalı karbon-ark kaynağı
shielded carbon-arc welding SCAW
SCAW
shielded metal-arc welding SMAW korumalı metal-ark kaynağı SMAW
stud welding SW saplama kaynağı SW
submerged arc welding, SAW tozaltı ark kaynağı, SAW
TIG pulsed-arc welding darbeli TIG ark kaynağı
TIG pulsed-arc welding darbeli TIG ark kaynağı
TIG spot welding TIG nokta kaynağı
TIG welding, tungsten inert-gas TIG kaynağı, tungsten asal gaz
welding kaynağı
twin carbon-arc brazing TCAB ikiz karbon-ark lehimleme TCAB
twin carbon-arc welding TCAW ikiz karbon-ark kaynağı TCAW
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 5
WPS, PQR, WPQ
IV. WPS HAZIRLAMA:
WPS No : Her WPS'nin bir numarası olacaktır.
WPS numarasının formatı: Örnek olarak; WPS - PROJE İSMİ - NO ( )
PQR No : Her WPS'nin test edilmiş bir PQR'ı olacaktır.
PQR numarası formatı: Örnek olarak; PQR - PROJE İSMİ - NO ( )
Tarih – Date : WPS’in yazıldığı tarih
Rev: WPS'ler ancak üzerlerinde bulunan hata veya eksiklik nedeni ile düzeltilebilirler. Pre-WPS olarak
yazılabilir, kaynak işlemi sırasında yapılan gözlem ve ölçümlerden sonra WPS’e çevrilebilir. Pre-WPS’ler;
pWPS olarak belirtilir.
a. Proses ve Kaynak Dizaynı
Kaynak Prosesleri – Welding Process(es) : : SMAW, GMAW, SAW vb.
Kaynak prosesi değiştiğinde yeni WPS hazırlanır ve yeni PQR yapılır.
Tipi – Type(s) : Elle, yarı otomatik, otomatik (Manual, Semi-Automatic, Automatic)
Kaynak tipi değiştiğinde yeni WPS hazırlanır ve yeni PQR yapılır.
Bağlantı Dizaynı (QW-402) – Joint Design :
ASME IX Welding Data, QW-402’de bağlantı detayları anlatılır. WPS hazırlanırken bu bölüm dikkate
alınacaktır.
• V-Vee Groove
• X-Symetrical X Groove
• X-Asymetrical X Groove
• U Groove
ALTLIK – Backing : Altlık-Arkalık kullanılıp kullanılmayacağına karar verilir. Bölümün yanına; Evet ya da n.a.
yazılır.
(n.a.=non application-uygulanmaz)
WPS’den altlık çıkarıldığında yeni WPS hazırlamanız gerekmektedir.
Altlık malzemesi – Backing Material : Çeşitli altlık tipleri WPS hazırlanırken, kullanılan kaynak metodu,
malzeme ve parçanın şekline uygun olarak seçilebilir. Örneğin tamir kaynaklarında, karbon elektrot ile
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 6
WPS, PQR, WPQ
yapılan arkadan yarmalardan sonra kalan tozaltı kaynağı "backing" vazifesi gördüğünden, bu malzeme
"backing" malzemesi olarak kabul edilir.
Altlık tipi – Backing Type : WPS hazırlanırken kullanılacak altlığın ergime türü WPS’e yazılır.
• Eriyebilir-Fusable
• Eriyemez-Non-Fusable
Bağlantı ve Kaynak Diziliş Detayı – Joint and Welding Sequence Detail : Bağlantı şekli, kaynak ağzı ve
kaynak pasolarının dizilişi şekil olarak gösterilir. Üzerine paso numaraları yazılır.
b. Metal Özellikleri
Ana Metaller (QW-403) – Base Metals :
Ana metaller, ASME IX standardında QW-403’de anlatılmıştır. WPS hazırlanırken bu bölüm dikkate
alınacaktır.
P or S No: QW-403.1’e uygun olarak P ya da S değerinin seçimi QW-420 MATERIAL GROUPINGS
bölümünde anlatılmış ve Tablo: QW-QB-422’de değerleri verilmiştir. Ayrıca Appendix D’de yeni malzemelerin
P numaralarını bulabilirsiniz.
ASME Boiler and Pressure Vessel Code, Section II, Part D’de UNS No, P ve Group No’lar verilmiştir.
QW-QB-422 tablosunda; Prosedür No, Tip ve kalite, UNS No (Unified Numbering system), Minimum çekme
dayanımı, P ve S No ile grup No’ları, Nominal kompozisyon ve üretim şekli vardır.
QW-422'de belirtilmeyen malzemeler için (örnek S355JR) P or S No karşısına n.a. yazılacaktır.
Örnek: API 5L A25’den X80’e kadar olan malzemeler için; S No 1’dir.
Gr No:
QW-403.1’e uygun olarak Group No’nun seçimi QW-420 MATERIAL GROUPINGS bölümünde anlatılmış ve
Tablo: QW-QB-422’de değerleri verilmiştir. Ayrıca Appendix D’de yeni malzemelerin Group No’larını
bulabilirsiniz.
Örnek: API 5L A25’den X80’e kadar olan malzemeler için; A25’den X52’ye kadar Group No 1’dir. X56’dan
X65’e kadar Group No 2’dir. X70 için 3, X80 için 4 dür.
P ve S No’larının karşısında Group No’ları yalnız bir tanesi içindir. P, S ve Group No; yalnız aynı P, S ve
Group No olan malzemelerin onayını tanımlar.
QW-422'de olmayan malzemeler için buraya n.a. yazılacaktır.
Şartname ve kalite – Spec. Type and Grade:
Malzeme standartlarında ilgili malzemelerle ilgili mekanik ve kimyasal değerleri, diğer tanımlamaları
verilmektedir. Ayrıca Appendix D’de yeni malzemelerin Group No’larını bulabilirsiniz. Group No’nun karşısına
ilgili malzeme standardı ve malzemenin gösterilişi yazılmalıdır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 7
WPS, PQR, WPQ
Örnek:
• API 5L X65
• EN 10025 S355JR
• DIN 17100 St 37-2
API 5L STANDARDI İLE İLGİLİ ÖNEMLİ NOT: API 5L'de belirtilen malzemelerin haricinde, yani P/S ve grup
no'su olmayan malzemeler, ile API Standartlarında boru yapılmaz ve üzerlerine API damgası vurulamaz.
Ancak bazı durumlarda API haricindeki bir malzeme spesifikasyonu ile API standartlarına uygun bir boru
istenebilir. Ancak bu boru, API’ya uygun boru olmaz. API Standartlarındaki şartlar, ASME IX'a göre olması
gerektiğinden, buraya kullanılacak malzemenin tarifi yapılır (Örnek: DIN 17100 St 37-2)
bu durumda buradaki malzeme tarifi değiştiğinde yeni WPS hazırlamak gerekmektedir.
Kalınlık Aralığı – Thickness range:
QW-403.2’ye uygun olarak, kalınlık aralığı QW-451.2’de kaynak ağzı açılarak yapılmış kaynakların (Groove
weld), 3.2’de köşe kaynaklarının (fillet weld) ve 4’de kaynak ağzı açılarak yapılmış köşe kaynaklarının (fillet
welds qualified by Groove weld tests) kalınlık aralığı tanımlanmıştır.
QW-403.6’da kalınlık aralığı sınırlamaları mevcuttur. Onaylanan min.kalınlık 6-16 mm arasındaysa, test
parçasının kendisidir. 16 mm'den büyükse minimum onaylanan kalınlık 16 mm’dir. 6 mm veya daha ince
malzemelerde onaylanan minimum kalınlık 1/2t'dir. (t=Malzeme kalınlığı)
QW-403.7: Koruyucu kullanılan metal ark, tozaltı, gaz-tungsten ark ve gaz metal ark gibi çok pasolu
sistemler için, onaylanan maksimum kalınlık 38 mm ve QW-451.1 tablosundaki koşullar için 200 mm’ye
kadar olabilecektir. 200 mm’den büyük kalınlıklar için, ana metalin maksimum kalınlığı ve kaynak edilmiş
halde 1.33t’si kabul edilebilir. (t=Malzeme kalınlığı)
QW-403.8: QW-451’deki onaylanmış aralıkların üstündeki metal kalınlıkları durumunda, bunun dışında hariç
tutulanlar QW-202.4’deki gibi kabul edilir.
QW-451-2: 1.5 mm'nin altındaki kalınlıklarda, onaylanan minimum kalınlık T ve maksimum kalınlık 2T'dir.1.5
mm'nin üzerinde ve 10 mm dahil kalınlıklarda, onaylanan minimum kalınlık 1,5 mm ve maksimum kalınlık
2T'dir. 10 mm’nin üzerindeki kalınlıklarda, minimum 5 mm ve mkasimum kalınlık 2T’dir.
QW 403.3’e göre WPS’de kalınlık aralığı aşağıdaki koşullarda değiştiğinde, yeni WPS hazırlamanız
gerekmektedir;
• Mekanik ya da görsel olarak kaynaklanma ölçümü yapılabildiğinde; kalınlığı 25 mm ve altında olan
test parçalarının kalınlığı, %20 değiştiğinde ve 25 mm üstünde %10 değiştiğinde yeni PQR
gereklidir.
• Mekanik ya da görsel olarak kaynaklanma ölçümü yapılamadığında; kalınlığı 25 mm ve altında olan
test parçalarının kalınlığı, %10 değiştiğinde ve 25 mm üstünde %5 değiştiğinde yeni PQR gereklidir.
Aralık değiştiğinde yeni WPS hazırlanır ve PQR testi yapılır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 8
WPS, PQR, WPQ
c. Dolgu Malzemelerinin Özellikleri
Dolgu Metalleri (QW-404) – Filler Metals :
Spesifikasyon No – Spec. No :
Tüm dolgu malzemelerinin özellikleri ASME Section II-C’de tanımlamıştır. Index’ten SFA-5.XX’in yerini
bularak, akım tipi, kaplama tipi, kaynak pozisyonu, mekanik ve kimyasal özelliklerine ayrıntılı olarak
ulaşılabilir.
Örnek: Elle ark kaynağında (SMAW)
SFA 5.1 (E 7018 için)
SFA 5.5 (E 8018 için)
Toz altı kaynağında (SAW)
SFA 5.17 (S1-EL 12 ve S2-EM 12 için)
SFA 5.23 (S2Mo-EA 2 için)
Dolgu malzemesi değiştiğinde yeni WPS hazırlanır ve PQR testi yapılır.
Tüm dolgu malzemeleri paketlerinin üzerindeki etiketlerde bu spesifikasyonlar bulunabilir.
AWS No: AWS 5.1’de tüm dolgu malzemeleri için tanımlama bulunmaktadır.
F-No: QW 430’da tanımlanmıştır. QW-432 tablolarında F numaraları ASME ve AWS kalifikasyonuna göre
aşağıdaki bölümler halinde verilmiştir.
QW-432.1 Steel and Steel Alloys
QW-432.2 Aluminum and Aluminum-Base Alloys
QW-432.3 Copper and Copper-Base Alloys
QW-432.4 Nickel and Nickel-Base Alloys
QW-432.5 Titanium and Titanium-Base Alloys
QW-432.6 Zirconium and Zirconium -Base Alloys
QW-432.7 Hard-Facing Weld Metal Overlay
Örnek:
E 7018 ve E 8018 için F4
SFA 5.17 ve 5.23 tozaltı telleri için F6
A No değiştiğinde yeni WPS hazırlanır ve PQR testi yapılır.
A No: QW 440’da tanımlanmıştır. QW-442 tablosunda A numaraları Kimyasal Analizleri’ne göre aşağıdaki
bölümler halinde verilmiştir.
1. Mild Steel
2. Carbon-Molybdendum
3. Chrome (0.4% to 2%)- Molybdendum
4. Chrome (2% to 6%)- Molybdendum
5. Chrome (6% to 10.5%)- Molybdendum
6. Chrome-Martensitic
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 9
WPS, PQR, WPQ
7. Chrome-Ferritic
8. Chromium-Nickel
9. Chromium-Nickel
10. Nickel to 4%
11. Manganese - Molybdendum
12. Nickel - Chrome - Molybdendum
Örnek:
E 7018 örtülü elektrod, S1 ve S2 tel için A No, 1’dir.
S2Mo tel için A No, 2’dir.
E 8018 C1 için A No, 10’dur.
QW-404.5’de A No’ların onayları ile açıklamalar mevcuttur. Yalnız demir metaller için A1 ve A2 birbirlerini
onaylarlar, Bir diğer A No’suna değişiklik durumunda yeni WPS hazırlanır. Yukarıda belirtilenin haricindeki
değişikliklerde yeni WPA hazırlanır ve PQR yapılır.
Ölçü – Size :
WPS’de yazılan pasolara karşılık gelen elektrod veya tel çapları yazılacaktır. QW-404 Dolgu metalleri
bölümünün QW-404-2, 3, 6 ve 7’deki açıklamalar dikkate alınacaktır.
Kaynak ağzı T Aralığı – t of groove :
Alın kaynağı için paso kalınlık aralığı yazılacaktır.
QW 404.30, 31 ve 32’de açıklamalar mevcuttur. QW-452.1 (b)’de ayrıntılar mevcuttur. Onaylanan kalınlık için
alt limit yoktur, üst limit 2t'dir. Dolayısı ile yöntem testinde ve üretim esnasında gerçekleşecek maksimum
paso kalınlığının iki katı yazılacaktır.
Örnek: Gerçekleşecek paso kalınlığı (makro ile tespit edilebilir) 6 mm, buraya 12 mm max yazılacaktır.
Köşe T Aralığı – t of fillet : QW-451.4’de açıklanmıştır. Tüm kaynak ağzı açılarak yapılan kaynağın testleri,
tüm köşe kaynağı ölçülerini ve tüm çapları kapsar.
Elektrod-Kaynak Tozu – Electrode-Flux: SFA 5.17 veya SFA 5.23'e göre tel toz kombinasyonu yazılacaktır.
Örnek: S2Mo tel ve P223 toz kullanılıyorsa; F80A4EA2 yazılacaktır.
• F80: Bu tel ve toz kombinasyonunda 80.000 psi çekme mukavemeti elde edileceğini ifade eder.
• A4: Bu tel ve toz kombinasyonunda, -40oC'ta 27J çentik darbe mukavemeti elde edileceğini ifade
eder.
• EA2: SFA 5.23'e göre tel cinsidir.
Eğer toz tipi değişirse, fused, agglomerated, basic, rutile gibi, yeni WPS hazırlanır ve PQR testi yapılır.
Kaynak Tozu Ticari Adı – Flux Trade Name: Kullanılacak tozun ticari ismi yazılacaktır. P223 gibi..
Eğer toz ticari adı değişirse, eşdeğeri olup olmadığına bakılır. Uygun değilse, yeni WPS hazırlanır ve PQR
testi yapılır.
Dahil edilen kaynak sarf malzemeleri – Consumable Insert: Atlanan ya da eklenen kaynak sarf
malzemeleri yazılır. QW-404.22’de açıklamalar bulunmaktadır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 10
WPS, PQR, WPQ
d. Pozisyonlar
Pozisyonlar – Positions (QW-405): QW-405.1, 2, 3 ve 4’de açıklamalar bulunmaktadır.
Kaynak ağzı pozisyonu – Position of Groove: QW-461.1’de tablo ve verilen grafikte; düz, yatay, baş üstü,
dik pozisyonların açıklamaları; QW-461.3’de test pozisyonları bulunmaktadır.
Köşe kaynağı pozisyonu – Position of Fillet: QW-461.2’de tablo ve verilen grafikte; düz, yatay, baş üstü, dik
pozisyonların açıklamaları; QW-461.6’da test pozisyonları bulunmaktadır.
Kaynak İlerlemesi – Weld Progression: Kaynak ilerleme yönü (aşağı, yukarı) belirtilecektir.
e. Ön Isıtma
Ön Isıtma (QW-406) – Preheat: QW-406.1-11’de kaynak öncesi, ön ısıtma detaylı olarak mevcuttur.
Ön Isıtma Sıcaklığı – Preheat temperature (min): Minimum ön ısıtma sıcaklığı,.°C ya da.°F olarak belirtilir.
Ön Isıtmanın gerçekleştirme şekli – Preheat maintenance : Ön ısıtma yöntemi yazılır. Döküm kaynakları,
tamir kaynakları, servis kaynakları vb.‘nde yazılabilir. Gerekli görülürse hızı belirtilir.
f. Kaynak Sonrasi Isıl İşlemler
PWHT (QW-407) – Postweld Heat Treatment: QW-407.1-9’da kaynak sonrası ısıl işlem detaylı olarak
mevcuttur.
Sıcaklık – Temperature: Isıl işlem sıcaklığı,.°C ya da.°F olarak belirtilir.
Zaman – Time: Isıl işlem süresi, dakika ya da saat olarak belirtilir. Gerekli görülürse hızı belirtilir.
g. Gazlar
Gaz (QW-408) – Gas: QW-408.1-24’de gazlar detaylı olarak belirtilmiştir.
Koruma gazı – Shielding: Gazın cinsi, kompozisyonu ve akış hızı yazılır.
Örtü gazı – Trailing: Gazın cinsi, kompozisyonu ve akış hızı yazılır.
Arka koruyucu gaz – Backing: Gazın cinsi, kompozisyonu ve akış hızı yazılır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 11
WPS, PQR, WPQ
Koruyucu gaz karışımlarının, gaz altı kaynak yöntemlerinde ark bölgesini tamamen örtmesi ve atmosferin
olumsuz etkilerinden koruması gerekir. Genel olarak asal gazlar reaksiyona girmedikleri için demir ve dış
metallerin kaynağında, aktif gazlar veya aktif ve asal gaz karışımları da çeşitli tür çeliklerin kaynağında
kullanılır.
Koruyucu gaz kaynağı yöntemlerinde, asal gaz olarak Helyum ve Argon kullanılır. Argon gazı daha çok bakır
ve alüminyum gibi metallerde kaynak gazı olarak kullanılır. Argon başka gazlarla belirli oranlarda
karıştırılarak çeliklerin kaynağında kullanılır. Argon’ a çeşitli oranlarda Oksijen ve Karbondioksit gibi aktif
gazlar karıştırılmak suretiyle çok çeşitli kaynaklar içinde kullanılabilecek gaz karışımları da elde edilebilir. Bu
tür gazlar çelik çekme tüplere veya paletlere sıkıştırılarak doldurulup kullanıma sürülmektedir.
Az alaşımlı veya alaşımsız çeliklerde 0-6 mm’ ye kadar kalınlıklarda ; 6-20 mm ‘ye kadar kalınlıklarda ; 20
mm’ den kalın malzemelerde farklı oranlarda üretilmiş gazlar kullanılmalıdır.
GAZIN İŞARETİ
GAZIN KARAKTERİ GAZIN BİLEŞEMİ KULLANMA YERİ
DIN 32526
Çelik Haricinde
ASAL 1.1 Ar % 100 Tüm Metal ve
Alaşımlar
ASAL 1.2 He % 100 Cu ve Al alaşımı
He % 25
ASAL 1.3 Cu ve Al alaşımı
Ar % 75
O 2 % 1 ...3
M 1.1 Paslanmaz Çelik
Hafif Kalanı Ar
CO 2 % 2...5
M 1.2 Paslanmaz Çelik
Kalanı Ar
Oksitleyici CO 2 % 6...14 Alaşımsız ve Az
M 1.3
Kalanı Ar Alaşımlı Çelikler
CO 2 % 15...25 Alaşımsız ve Az
M 2.1
Kalanı Ar Alaşımlı Çelikler
Oksitleyici CO 2 % 5...15
Alaşımlı ve Az
M 2.2 O 2 % 1...3
Alaşımlı Çelikler
Kalanı Ar
CO 2 % 26...40 Alaşımsız ve Az
M 3.1
Kalanı Ar Alaşımlı Çelikler
CO 2 % 5...20
Kuvvetli Alaşımsız ve Az
M 3.2 O 2 % 1....3
Oksitleyici Alaşımlı Çelikler
Kalanı Ar
O 2 % 9....12
M 3.3 Alaşımsız Çelikler
Kalanı Ar
Alaşımsız ve
C CO 2 % 100
Alaşımlı Çelikler
h. Elektriksel Karakteristikler
Elektriksel Karakteristikler (QW-409) – Electrical Characteristics: QW-409.1-29’da kaynak öncesi, ön
ısıtma detaylı olarak mevcuttur.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 12
WPS, PQR, WPQ
Paso ya da Tel No – Pas sor Wire No: Paso sıraları, kaynak dizaynında gösterildiği numaralara göre yazılır.
Paso ya da tel no’larının yanına kök (root), sıcak paso (hotpass), dolgu (filling), arka paso (back pass)
şeklinde açıklamaları yazılır.
Metod-Proses – Process: Kaynak metodu kısaltma isimleri yazılır.
Dolgu Malzemesi – Filler Metal: Kullanılacak elektrod ya da telin sınıfı (class), çapı (diameter) yazılır.
Akım – Current: Kullanılacak akımın kutubu (polarity) ve amperi (amps) yazılır.
Voltajlar – Volts: Kullanılacak voltaj değerleri yazılır.
İlerleme Hızı – Travel Speed: Kullanılacak ilerleme hızı cm/dk (cm/min) olarak yazılır.
Isı Girdisi – Heat Input: Isı girdisi KJ/cm olarak yazılır.
QW-409.1, 26 ve 29’da anlatıldığı gibi; Voltaj x Amper x 60 / İlerleme Hızı (mm/dk) formülüyle hesaplanabilir.
Tungsten Elektrod Ölçüsü – Tungsten Electrode Size (GTAW): GTAW kaynağında kullanılan aşağıda
kodları, alaşımları ve renkleri belirtilen elektrodların tipi (WT10 gibi) ve çapı yazılır. Alaşımı da (1.2 ThO2 vb.)
yazılabilir
WT 10 = 0.9 - 1.2 % toryum oksit (sarı)
WT 20 = 1.8 - 2.2 % toryum oksit (kırmızı)
WT 30 = 2.8 - 3.2 % toryum oksit (lila)
WT 40 = 3.8 - 4.2 % toryum oksit (portakal)
WZ 4 = 0.3 - 0.5 % zirkonyum oksit (Kahverengi)
WZ 8 = 0.7 - 0.9 % zirkonyum oksit (beyaz)
WL 10 = 0.9 - 1.2 % lantan oksit (siyah)
WL 20 = 1.8 - 2.2 % lantan oksit (mavi)
WC 10 = 0.8 - 1.2 % seryum oksit (pembe)
WC 20 = 1.8 - 2.2 % seryum oksit (gri)
Metal Transfer Metodu – Mode of Metal Transfer: Kullanılan gaz, güç kaynağının çeşidi, elektrod çapı ve
kullanılan akım değerleri gazaltı kaynağındaki metal geçiş mekanizmalarının farklılığına sebep olur.
Yukarıdaki parametrelere bağlı olarak 3 çeşit metal geçiş mekanizması vardır.
a. Kısa devre : Buradaki metal geçişi elektrodun kaynak banyosuna temas ederek kısa devre oluşturması ve
bunun sonucunda metal damlalarının koparak kaynak banyosuna geçişiyle olur. Kısa devre metal geçişi
yaklaşık 200 amper akım değerlerine ve ince çaplı 0.6 ile 1.2 mm tellerin kullanımıyla oluşturulabilir. Doğru
akım güç kaynaklarıyla elde edilir.
b. Spray ark : Yüksek kaynak akım değerlerinde, metal damlacıklarının kaynak banyosuyla kısa devre
olmadan gerçekleşen malzeme geçiş mekanizmasıdır. Burada metal transferini sağlayan yüksek akımıdır.
200 amperin üzerindeki akım değerlerinde ve tel çapının 1 mm üzerinde olduğu, koruyucu gazın argon
olması halinde gerçekleşir.
c. Darbeli spray ark : Sadece darbeli akım güç kaynaklarında ve darbeli akım şartlarında gerçekleşir.
Darbeli akımdan dolayı düşük akım değerlerinde de gerçekleşmesi mümkündür. Malzeme ısı girdisi düşük
olduğu için özellikle alüminyum ve paslanmaz çeliklerin kaynağı için uygundur
Tel Hız Aralığı – Wire Speed Range: Eğer ampere bağlı olarak otomatik ayarlama vb. durumlar varsa
buraya yazılır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 13
WPS, PQR, WPQ
i. Teknik
Teknik (QW-410) – Technique: QW-410.1-11’de kaynak öncesi, ön ısıtma detaylı olarak mevcuttur.
Düz ya da Salınımlı Kaynak – String or Weave Bead: Düz ya da Salınımlı Kaynak olup olmadığı kök ve
diğer pasolar için belirtilir.
Orifis veya Gaz Memesi Boyutları – Orifice or Gas Cup Size: Kaynak torçlarına takılan gaz memeleri,
torcun biçimine, türüne, kapasitesine, hava veya su soğutmalı olmasına, kullanılan gaz debisine ve kaynak
yerine göre; değişik çap ve tipte olabileceği gibi değişik malzemelerden de üretilmiş olabilir. Buraya ölçüsü
yazılır.
İlk ve pasolar arası temizlik – Initial and Interpass Cleaning: Taşlama, fırçalama, Frezeleme ile kaynak ağzı
vb. temizlik işlemleri yazılır.
Arka taraftan yarma yöntemi – Method of Back Gauging: Arka taraftan yapılacak oyma (yarma) işleminin
hangi metodla (karbon elektrod, taşlama vb.) yapılacağı buraya yazılır.
Yüzey İşleme – Peening: Çekiçleme, çelik grid ya da shot (bilye) ile temizlik, kumlama, traşlama (trimming)
vb. yüzey işlemi yapılıyorsa buraya yazılır.
Elektrod Mesafesi – Electrode Spacing (mm): Otomatik kaynaklarda telin sürme mesafesi uzunluğu buraya
yazılır.
Temas memesi, iş parçası uzaklığı – Contact Tube to work Distance: Kaynak memesi ile malzeme
arasındaki mesafe buraya yazılır.
Çoklu veya Tek Paso (tek taraftan) – Multiple or Single Pass(per side): Çoklu paso ya da tek taraftan tek
paso olup olmadığı buraya yazılır. Çoklu pasolarda, iç veya dıştan olup olmadığı belirtilir.
Çoklu veya Tek Elektrot (paso başına) : – Multiple or Single Electrode(per pass): Çoklu paso ya da paso
başına tek paso olup olmadığı buraya yazılır. Çoklu elektrodlarda, iç veya dıştan olup olmadığı belirtilir.
Diğer – Others: Gerekliyse diğer özellikler belirtilir.
j. Onay
Hazırlayan ve Kontrol Eden – Prepared and Checked by: WPS’i hazırlayan ve kontrol eden; ayrı ayrı
olabileceği gibi, aynı kişide olabilir. Burada adı ve soyadı belirtilir. İmzalar.
Onaylayan – Approved by: WPS’i onaylayanın adı ve soyadı belirtilir. İmzalar.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 14
WPS, PQR, WPQ
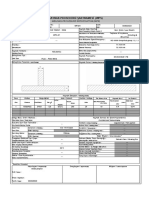
k. Örnek WPS
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 15
WPS, PQR, WPQ
V. PQR HAZIRLAMA:
Logo : PQR’larda onaylayan kuruluşun logosu ile PQR yapılan firmanın logosu bulunur.
PQR No : PQR'ların WPS’le bağlantılı bir numarası olacaktır.
PQR numarası formatı: Örnek olarak; PQR - PROJE İSMİ - NO ( )
WPS No : PQR yapılan parçanın kaynak edilmesi sırasında kullanılan WPS'nin numarası.
WPS numarasının formatı: Örnek olarak; WPS - PROJE İSMİ - NO ( )
Tarih – Date : PQR’ın yazıldığı tarih
Rev: PQR'ler ancak üzerlerinde bulunan hata veya eksiklik nedeni ile düzeltilebilirler.
a. WPS’le ilişkili olan bölümler
PQR kaynağı sırasında; Welding Process, Type, Joint Design (QW-402), Joint and Welding Sequence
Detail, Base Metals (QW-403, Filler Metal (QW-404, Position (QW-405, Preheat (QW-406), PWHT (QW-407)
ve Gas (QW-408) kayıt altına alınır ve WPS’le eşleşmeleri kontrol edilir. WPS’den farklı uygulamalar varsa
WPS yeniden yazılmak zorundadır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 16
WPS, PQR, WPQ
WPS’de volt ve amper değerleri iki değer arasında bir aralık verilerek yazıldığı halde, PQR’da direkt olarak
kaynak sırasında okunan değer yazılır. (QW-409)
b. Çekme Testi
Çekme Testi – Tension Test: QW-150’de tanımlanmıştır.
. QW-151’de numunenin QW-462.1(a)’dan QW-462.1(e)’ye kadar şekillerinin verildiği belirtilmiştir.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 17
WPS, PQR, WPQ
QW-151-1’de plaka,
QW-151-2’de boru,
QW-151-3’de yuvarlak numuneler,
QW-151-4’de tam kesitli numunelerle yapılacak test anlatılmaktadır.
Test sonuçları, QW-151-3’de tanımlanan QW/QB-422’de yer alan minimum çekme değerlerine uygun
olmalıdır.
c. Kılavuzlu Bükme Testi
Kılavuzlu Bükme Testi – Guided Bend Test: QW-160’de tanımlanmıştır.
QW-161’de numunenin QW-466.1’de testle ilgili ölçülerinin verildiği belirtilmiştir.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 18
WPS, PQR, WPQ
QW-466.2 ve 3’de bükme kılavuzu ve bükme ile ilgili diğer açıklamlar bulunmaktadır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 19
WPS, PQR, WPQ
QW-161.1’de Enine Yan Bükme,
QW-161.2’de Enine Yüz Bükme,
QW-161.3’de Enine Kök Bükme,
QW-161.4’de Alt ölçüde Kök ve Yüz Bükme,
QW-161.5’de Boyuna Bükme,
QW-161.6’da Boyuna Yüz Bükme,
QW-161.7’de Boyuna Kök Bükme anlatılmaktadır.
QW-162 Test Prosedürü’nü,
QW-163 Kabul Kriterlerini tanımlamıştır. Tanımlanan kabul kriterlerine göre sonuçlar değerlendirilir.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 20
WPS, PQR, WPQ
d. Çentik Darbe Testi
Çentik Darbe Testi – Notch-Toughness Test: QW-170’de tanımlanmıştır.
QW-171’de Charpy V-Notch (V çentik) ile yapılan test, kabul kriterleri ve test alınacak numunenin yeri
belirtilmişir. Test yerleri ve sıcaklığının yer aldığı sonuçlarda; test ölçüsü ve darbe değeri yer almaktadır.
QW-172’de ise DWTT Drop Weight Tear Test Ağırlık Düşürerek Yırtma Testi, kabul kriterleri ve test alınacak
numunenin yeri belirtilmişir. ASTM E 208’in ve ASME IX’un gerekliliklerine uygun olarak test
gerçekleştirilmektedir. Test sıcaklığının yer aldığı sonuçlarda; test ölçüsü ve kopma alanı shear area değeri
yer almaktadır.
e. Köşe Kaynağı Testi
Köşe Kaynağı Testi – Fillet-Weld Test: QW-180’de tanımlanmıştır.
QW-181’de test prosedürü, kabul kriterleri ve test alınacak numunenin yeri belirtilmişir.
Sonuçların kabul edilebilir olup, olmadığı bu maddeye göre değerlendirilir.
f. Kırma Testi
Kırma Testi – Fracture Test: QW-182’de tanımlanmıştır.
QW-182’de test prosedürü, kabul kriterleri ve test alınacak numunenin yeri belirtilmişir.
Sonuçların kabul edilebilir olup, olmadığı bu maddeye göre değerlendirilir.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 21
WPS, PQR, WPQ
g. Makro Yapı İnceleme
Makro Yapı İnceleme – Macro-Examination: QW-183’de tanımlanmıştır.
QW-183’de test prosedürü, kabul kriterleri ve test alınacak numunenin yeri belirtilmişir.
Sonuçların kabul edilebilir olup, olmadığı bu maddeye göre değerlendirilir.
h. Diğer Testler ve İnceleme
Diğer Testler ve İnceleme – Macro-Examination: QW-190’da tanımlanmıştır.
QW-191’de Radyografi test prosedürü, kabul kriterleri ve test alınacak numunenin yeri belirtilmişir.
QW-194’de Görsel Kontrol prosedürü, kabul kriterleri ve test alınacak numunenin yeri belirtilmişir.
Sonuçların kabul edilebilir olup, olmadığı bu maddelere göre değerlendirilir.
Ayrıca QW-192’de Punta Kaynağı Stud Weld, QW-196’da Direnç Kaynağı Resistance Weld, QW-197’de
Lazer Kaynağı Laser Beam Weld, QW-199’da Yakma Alın Kaynağı Flash Welding test prosedürü, kabul
kriterleri ve test alınacak numunenin yeri belirtilmişir.
i. Kaynakçı ve Laboratuvar Test No Bilgisi
PQR testi yapılan parçanın hangi kaynakçı tarafından yapıldığı, kaynakçı no, testleri gerçekleştiren ve
laboratuvar test no’ları yazılır.
j. Onay Bölümü
PQR testi yapılan parçanın kalınlığı, PQR onay aralığı ile direkt ilgilidir. QW-450’de kalınlık limitleri ve test
numunelerinin adetleri verilmiştir.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 22
WPS, PQR, WPQ
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 23
WPS, PQR, WPQ
Bu tablolar dikkate alınrak ve test sonuçlarına göre onaylanan kalınlık, kaynak depoziti, posizyon, çap,
bağlantı şekli, köşe kaynağı vb. değerler yazılır. Tarih ve Test Laboratuvar’nın adı yazılır. İmzalanarak
onaylanır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 24
WPS, PQR, WPQ
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 25
WPS, PQR, WPQ
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 26
WPS, PQR, WPQ
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 27
WPS, PQR, WPQ
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 28
WPS, PQR, WPQ
VI. WPQ KAYNAKÇI BELGESİ HAZIRLAMA:
Kaynakçı Bilgileri : Kaynakçı sınavına giren personelin adı, soyadı, doğum yeri ve tarihi, kaynakçı
numarası ve şirketinin adı sertifikada öncelikli olarak yer alır..
a. WPS numarası, kalifikasyon kodu ve bağlantı şekli
Kaynakçı sınavından önce, sınavda kullanılacak parçanın malzemesi, et kalınlığı, çapı, kaynak metodu,
kullanılacak sarf malzemlere vb. uygun olarak yazılmış bir WPS, sınavı gerçekleştiren Kaynak Mühendisi
veya yetkili kişiye teslim edilir. Kaynak öncesi ve kaynak sırasında bu özelliklerle WPS eşleşmesi kontrol
edilir. WPS’den farklı uygulamalar varsa WPS yeniden yazılmak zorundadır.
WPS numarası, kalifikasyon kodu yani ASME IX vb. ve kaynak sırasındaki bağlantı şekli yazılır.
b. Kaynak Değişkenleri
QW-350’de kaynakçılar için kaynak değişkenleri tanımlanmıştır. QW-352, QW-353, QW-354, QW-355, QW-
356 ve QW-357’de bu değişkenlerle ilgili tablolar bulunmaktadır.
QW-360’da kaynak operatörleri için kaynak değişkenleri tanımlanmıştır. QW-361.1’de Otomatik Kaynak,
QW-361.2’de Makina Kaynağı, QW-362’de Elektron, Lazer ve Friksiyon Kaynağı, QW-363’de Punta Kaynağı
tanımlanmıştır. Kaynakçı belgesinde proses, tip, altlık ve kalifiye edilen alanlar yazılır.
QW-380’de özel prosesler tanımlanmıştır. QW-381’de Korozyon Direnç Kaynağı, QW-382’de Sert Dolgu
Kaynağı, QW-383’de Kaplanmış malzemlerin birleştirilmesi, QW-384’de Rezistans Kaynağı, QW-385’de
Yakma Alın Kaynağı kaynakçılarının kalifikasyonu tanımlanmıştır.
c. Ana Metal
Kaynakçı sınavında kullanılan ve WPS’e uygun olan ana malzemenin özellikleri ve kalifiye edilen alan
kaynakçı belgesine yazılır. QW/QB-422’de verilen ve WPS hazırlama notlarında anlatılan malzeme bilgilerine
uygun olarak; malzemenin standardı, tipi, kalitesi, kalınlığı, çapı, yine WPS Hazırlama bölümünde anlatılan P
numarası yazılır.
ASME IX’da malzeme kendini kalifiye eder. Kalifiye edilen kalınlıklar ise QW-452 ve 453’de verilmiştir.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 29
WPS, PQR, WPQ
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 30
WPS, PQR, WPQ
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 31
WPS, PQR, WPQ
Bu tablolar kullanılarak kalifiye edilen sonuçlar belirlenir.
d. Dolgu Malzemeleri
Kaynakçı sınavında kullanılan ve WPS’e uygun olan dolgu malzemelerinin özellikleri ve kalifiye edilen alan
kaynakçı belgesine yazılır. QW-404’de ve atıfta bulunduğu tablolarda verilen ve WPS hazırlama notlarında
anlatılan dolgu malzemesi bilgilerine uygun olarak; malzemenin standardı, kalifikasyonu, F No’su, çeşidi,
GTAW malzemesi, kaç pasoda atıldığı ve paso kalınlıkları yazılır.
QW-432’de AWS’ye göre kalifiye edilen dolgu malzeme numaraları verilmiştir.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 32
WPS, PQR, WPQ
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 33
WPS, PQR, WPQ
e. Kaynak Pozisyonu
Kaynakçı sınavında, kaynakçının kaynak yaptığı poziyon ile ilgili bilgiler QW-120, QW-130, QW-203 ve QW-
303’de tanımlanmıştır.
QW-460’da pozisonlar, kaynak metodlarına göre şekillerle anlatılmıştır.
QW-461.1’de Alın Kaynağı,
QW-461.2’de Köşe Kaynağı,
QW-461.3’de Plaka Alın Kaynağı,
QW-461.4’de Boru Alın Kaynağı,
QW-461.5’de Plaka Köşe Kaynağı,
QW-461.6’da Boru Köşe Kaynağı,
QW-461.7’de Punta Kaynağı Test Pozisyonları,
QW-461.8’de Punta Kaynağı Pozisyonları,
verilmiştir.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 34
WPS, PQR, WPQ
Kaynakçı sınavındaki peronelin kaynak pozisyonu onun kaynakçı belgesinde yer alacak geçerli kaynak
poziyonlarını refere eder. QW-461.9’da pozisyon ve çap limitleri verilmiştir. Düz (F), Yatay (H), Dik (V), Baş
üstü (O) olarak verilmiştir.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 35
WPS, PQR, WPQ
Bu tabloya uygun olarak kaynakçı kalifiye edilir.
f. Kullanılan Gaz
Kaynakçı sınavında, kaynakçının kullandığı metod bir gazaltı yöntemi ise bu gaz tanımlanmalıdır. QW-
408’de kullanılan gazla ilgili detaylı açıklamalar bulunmaktadır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 36
WPS, PQR, WPQ
g. Elektriksel karakteristikler
Kaynakçı sınavında kullanılan ve WPS’e uygun olan elektriksel karakteristikler kaynakçı belgesine yazılır.
QW-404’de ve atıfta bulunduğu tablolarda verilen ve WPS hazırlama notlarında anlatılan dolgu malzemesi
bilgilerine uygun olarak; malzemenin standardı, kalifikasyonu, F No’su, çeşidi, GTAW malzemesi, kaç
pasoda atıldığı ve paso kalınlıkları yazılır.
QW-432’de AWS’ye göre kalifiye edilen dolgu malzeme numaraları verilmiştir.
h. Operatörlerin kullandığı karakteristikler
Kaynak Operatörüı sınavında kullanılan ve WPS’e uygun olan karakteristikler kaynakçı belgesine yazılır.
QW-360’da ve atıfta bulunduğu tablolarda verilen görsel kontrol sonucu, otomatik ark voltaj kontrol sistemi
kontrolü, otomatik kaynak izleme ve pasoların çeşitliliği yazılır.
i. WPS’le ilişkili olan bölümler
Kaynakçı sınavından sonra, kaynaklanan parça, testi gerçekleştiren Kaynak Mühendisi ya da yetkili kişi
tarafından üzeri numaralandırılarak alınır. Bu parçadan alınan test numuneleri, PQR Hazırlama notlarında
anlatılan ve aşağıda belirtilen kabul kriterleri ve yorumlama maddelerine uygun olarak değerlendirilir.
TYPE OF TEST Acceptance Criteria Comment
Visual Examination per QW-302.4 QW-194 See-ASME IX-QW-194
Guided Bend Test
2 specimen QW-161.2, QW-462.3 (a) Transverse root QW-163 See-ASME IX-QW-462.3(b) Note (1 and 2)
2 specimen QW-161.2, QW-462.3 (a) Transverse face QW-163 See-ASME IX-QW-462.3(a) Note (1 and 2)
2 specimen QW-161.2, QW-462.3 (b) Longitudinal root
2 specimen QW-161.2, QW-462.3 (b) Longitudinal face
Nick-break Test API 1104 See-API 5L Figure C-4 and API 1104
st
1 Specimen
2
nd
Specimen
Notch-Toughness Test - Charpy V-Notch QW-171 See-ASME IX-QW-171.2 and 3
Fillet Weld-Fracture Test QW-182 See-ASME IX-QW-462.4(a)
Length and percent of defects (mm) :
Radiographic Examination QW-302.2 QW-191 See-ASME Article 2 of Section V and QW-301.4
Film or imaging specimens evaluted by:
Company :
Macro Examination QW-184 See-ASME IX-QW-462.4(b)
Fillet size(mm) :
Concavity/convexity (mm) :
Liquid Penetrant Test QW-195 See-ASME Article 2 of Section V and QW-195.2.2
Other Tests
Değerlendirme sonuçları uygunsa aşağıdaki örnekteki gibi sonuçlar yazılır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 37
WPS, PQR, WPQ
j. Testleri ve Sınavı gerçekleştiren bilgisi
Kaynakçı sınavını yapan ve sonrasında, kaynaklanan parçadan testleri gerçekleştiren personelin bilgisi, test
tarihi ve numarası Kaynakçı Belgesi’ne yazılır.
k. Onay
Kaynakçı belgesinin onaylandığı yer, tarih, geçerlilik süresi, yetkilinin adı ve imzası Kaynakçı Belgesi’nde yer
alır.
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 38
WPS, PQR, WPQ
l. Kaynakçı Belgesi’nde kullanılan terimlerin Türkçe karşılıkları
EN-English TR-Türkçe EN-English TR-Türkçe
Welder’s Name Kaynakçı Adı Progression İlerleyiş
Date of Birth-Place Doğum Tarihi-Yeri Up Yukarı
Stamp Number Tanıtıcı Numara Gas Backing Gaz altlığı
Company Name Şirket Adı Electrical Characteristics Elektrik Karakteristikleri
pWPS Record Number pWPS Kayıt No Welding Current Kaynak akımı
Qualification Code Kalifikasyon Kodu Welding Polarity Kaynak Kutubu
Division Bölüm Mode of Metal Transfer Metal Transfer Modu
Welding Variables Kaynak Değişkenleri DC Doğru Akım
Actual Values Gerçek Değerler Positive Pozitif
Range Qualified Sınırlandırılan Aralık For Operators Operatörler için
Welding Process Kaynak Prosesi Visual Control Görsel Kontrol
Type Tip Automatic Arc Voltage Control Otomatik Ark Voltaj Kontrolu
Backing Altlık Automatic Joint Tracking Otomatik Bağlantı İzleme
SMAW Korumalı Metal Ark Kaynağı Multiple or Single Pass (Per Side) Çoklu ya da Tek Paso (Kenar
başına)
Manual El ile Type 0f Test Test Tipi
None Yok Visual Examination Görsel Kontrol
With ile Guided Bend Test Kılavuzlu Bükme Testi
Without dışında Specimen Numune
Base Metal Alt levha metali Transverse Root Enine kök
Groove Kaynak ağzı Transverse Face Enine Yüz
Fillet Köşe Longitudinal Root Boyuna kök
Overlay Örtü Longitudinal Face Boyuna yüz
Specification (Type or Grade) Şartname (Tip ya da kalite) Nick-Break Test Nick-Break Testi
Plate Thickness Levha kalınlığı Notch-Toughness Test - Charpy Kırılma Tokluğu Testi-Charpy
V-Notch V-Çentik
Pipe/Tube Thickness Boru kalınlığı Fillet Weld-Fracture Test Köşe Kaynağı-Kırılma Testi
Pipe Diameter Boru çapı Length and Percent of Defects Hatanın yüzdesi ve boyu
S-No To S-No S-No’dan S-No’ya Radiographic Examination Radyografik inceleme
Pipe to Pipe Borudan boruya Film or imaging specimens Film yada görüntüyü
evaluted By değerlendiren
No Limit Limitsiz Company Şirket
Filler Metals Dolgu Metalleri Macro Examination Makro Yapı inceleme
Filler Metal Specification Dolgu Malzemesi Şartnamesi Fillet Size Köşe Kaynağı Ölçüsü
Filler Metal Classification Dolgu Metali Kalifikasyonu Concavity/Convexity Konkavlık/Dış bükeylik
Filler Metal F-Number Dolgu Metali F-No Liquid Penetrant Test Sıvı Penetrant Test
Filler Metal Variety Dolgu Metali Değişkeni Other Tests Diğer Testler
Consumable insert-GTAW Only Arada Ergiyen-yalnız GTAW Acceptance Criteria Kabul Kriteri
Numbers of Layers Deposited Yığılan katların numarası Result Sonuç
Weld Deposit Thickness Kaynak dolgu kalınlığı Satisfactory Başarılı
Bare(Solid) Çıplak (katı) Acceptable Kabul Edilebilir
With Backing Altlık ile Comment Yorum
Metal Cored Metal kaplı See Bkz.
Fillet All Max Köşe kaynağı maks. toplamı Mechanical Test Conducted By Mekanik Testleri Yapan
Position Pozisyon Welding Supervised By Kaynak Süpervizörü
Actual Position Tested Test edilen pozisyon Test Date - No Test Tarihi-No
Groove-Plate&Pipe Kaynak ağzı-Levha&Boru Location/ Date Yer/Tarih
Groove-Pipe Kaynak ağzı -Boru Validity of Approval Until Geçerlilik Tarihi
Fillet-Plate&Pipe Köşe-Levha&Boru Name of Surveyor Surveyör Adı
Fillet-Pipe Köşe&Boru Signature İmza
Vertical Up or Down Dikey yukarı ya da aşağı
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
ASME Boiler and Pressure Vessel Code, Section IX
Sayfa 39
WPS, PQR, WPQ
m. Kaynakçı Belgesi Örneği
M. Şirin ASME IX Standardı’na göre WPS, PQR, WPQ
ODTÜ Kaynak Teknolojisi Merkezi’nin yazılı izni olmadan bu notların herhangi bir yöntemle çoğaltılması ve dağıtılması yasaktır.
You might also like
- Kaynak Tamir ProsedürüDocument2 pagesKaynak Tamir Prosedürüburçak ünal100% (1)
- Kaynak HatalariDocument39 pagesKaynak HatalariFerhat KahveciNo ratings yet
- Kaynak DökümantasyonuDocument155 pagesKaynak Dökümantasyonuadolffick80100% (5)
- TS EN ISO 03834-3-Metalik Malzemelerin Ergitme Kaynağı İçin Kalite Şartları-Bölüm 3 Standard Kalite Şartları PDFDocument11 pagesTS EN ISO 03834-3-Metalik Malzemelerin Ergitme Kaynağı İçin Kalite Şartları-Bölüm 3 Standard Kalite Şartları PDFGökhan Çiçek0% (1)
- TS en Iso 15614-1Document31 pagesTS en Iso 15614-1Emre YamanNo ratings yet
- TS en Iso 3834 2 PDFDocument11 pagesTS en Iso 3834 2 PDFYavuz KeskinNo ratings yet
- TS - EN - ISO - 9606-1 Türkçe PDFDocument29 pagesTS - EN - ISO - 9606-1 Türkçe PDFBasar100% (1)
- Bölüm 4 Kaynak HatalarıDocument74 pagesBölüm 4 Kaynak Hatalarıfilozof6100% (3)
- 4 - Kaynak Koordinasyon Personeli Egitimi Rev6Document126 pages4 - Kaynak Koordinasyon Personeli Egitimi Rev6EMRE50% (2)
- TS en Iso 3834-5 PDFDocument13 pagesTS en Iso 3834-5 PDFcooprtdci100% (1)
- ISO 14731 Kaynak Koordinasyonu - Görev Ve SorumluluklarDocument11 pagesISO 14731 Kaynak Koordinasyonu - Görev Ve Sorumluluklarmasterix7No ratings yet
- TS en Iso 14175 PDFDocument17 pagesTS en Iso 14175 PDFFeratNo ratings yet
- TS en Iso 15614-1Document31 pagesTS en Iso 15614-1sortancil67% (3)
- TS en 5817-Kusurlar Için Kalite SeviyeleriDocument30 pagesTS en 5817-Kusurlar Için Kalite SeviyeleriÜmit Uçak67% (3)
- Kaynaklı İmalat StandartlarıDocument3 pagesKaynaklı İmalat StandartlarıScienticsPeerNo ratings yet
- Ark Üflemesi PDFDocument9 pagesArk Üflemesi PDFFeratNo ratings yet
- Kaynak Makinesi Kalibrasyon Ve Doğrulama Formu (MAKİNE NO-M3)Document1 pageKaynak Makinesi Kalibrasyon Ve Doğrulama Formu (MAKİNE NO-M3)Nehir Türkgeldi100% (1)
- API 5l 43 (Turkce)Document76 pagesAPI 5l 43 (Turkce)HakanNo ratings yet
- TS en Iso 15609 1 PDFDocument10 pagesTS en Iso 15609 1 PDFFeratNo ratings yet
- Kaynak Hataları, Nedenleri Ve Çözüm ÖnerileriDocument6 pagesKaynak Hataları, Nedenleri Ve Çözüm Önerileriunalal17No ratings yet
- Kaynakçı-Kaynak SembolleriDocument22 pagesKaynakçı-Kaynak Sembollerierenbasara67% (3)
- TS en 970Document14 pagesTS en 970Burak LökNo ratings yet
- Iso 3834 2 ProsedürüDocument6 pagesIso 3834 2 Prosedürübekir kurtNo ratings yet
- TS en Iso 15607 PDFDocument18 pagesTS en Iso 15607 PDFFeratNo ratings yet
- Tseniso9606 2 100506034127 Phpapp01Document36 pagesTseniso9606 2 100506034127 Phpapp01Efe Ari100% (3)
- TS EN ISO 03834-4-Metalik Malzemelerin Ergitme Kaynağı İçin Kalite Şartları-Bölüm 4 Temel Kalite Şartları PDFDocument6 pagesTS EN ISO 03834-4-Metalik Malzemelerin Ergitme Kaynağı İçin Kalite Şartları-Bölüm 4 Temel Kalite Şartları PDFGökhan ÇiçekNo ratings yet
- TS en 1090 1 A1 PDFDocument41 pagesTS en 1090 1 A1 PDFFeratNo ratings yet
- Kaynak Hataları ÇizelgesiDocument12 pagesKaynak Hataları Çizelgesibekir kurtNo ratings yet
- Ürün Tanımı Ve Izlenebilirliği TalimatıDocument3 pagesÜrün Tanımı Ve Izlenebilirliği TalimatıOğuzhan Pinar DinlemekNo ratings yet
- TS Iso 15608 - 2004Document11 pagesTS Iso 15608 - 2004Gökhan TEZCANNo ratings yet
- Ts en Iso 3834 5Document13 pagesTs en Iso 3834 5Recep OtacıoğluNo ratings yet
- EN 15085 Web Sitesi OZLEM KARAMAN PDFDocument32 pagesEN 15085 Web Sitesi OZLEM KARAMAN PDFUfuk ÇimenNo ratings yet
- Iso 9692Document10 pagesIso 9692Onur Oskay SaatçıNo ratings yet
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- TS en Iso 3834 2 PDFDocument11 pagesTS en Iso 3834 2 PDFYavuz Keskin0% (1)
- TS en 1090 2-2008 A1 PDFDocument199 pagesTS en 1090 2-2008 A1 PDFErdi Erdogan100% (1)
- Kaynakçı SertifikalandırmaıDocument50 pagesKaynakçı SertifikalandırmaıBurak Lök100% (1)
- TS EN ISO 03834-2-Metalik Malzemelerin Ergitme Kaynağı İçin Kalite Şartları-Bölüm 2 Kapsamlı Kalite Şartları PDFDocument11 pagesTS EN ISO 03834-2-Metalik Malzemelerin Ergitme Kaynağı İçin Kalite Şartları-Bölüm 2 Kapsamlı Kalite Şartları PDFGökhan ÇiçekNo ratings yet
- TS en ISO 5817-Kaynak Kabul KriterleriDocument39 pagesTS en ISO 5817-Kaynak Kabul KriterleriBasar100% (1)
- MT Güncel StandartlarDocument1 pageMT Güncel StandartlarOnur Oskay Saatçı100% (1)
- F - 173 TS en 1090 Belgelendirme ProgramiDocument13 pagesF - 173 TS en 1090 Belgelendirme Programimasterix7No ratings yet
- FR.K.04 EN ISO 3834 - Kontrol Listesi R02 - 3154 - 2016325 - 1583.Document20 pagesFR.K.04 EN ISO 3834 - Kontrol Listesi R02 - 3154 - 2016325 - 1583.Boran YelkenciogluNo ratings yet
- TS en Iso 3452-3Document8 pagesTS en Iso 3452-3Gökhan Çiçek0% (1)
- WPS BoşDocument18 pagesWPS BoşNehir TürkgeldiNo ratings yet
- TS EN ISO 15609-1, Şubat 2007Document10 pagesTS EN ISO 15609-1, Şubat 2007masterix7100% (1)
- TS en Iso 9712Document43 pagesTS en Iso 9712hanoguzdNo ratings yet
- C Ek 39 Tipik ITPDocument3 pagesC Ek 39 Tipik ITPAli KayaNo ratings yet
- 02 Lehim-Yapış-KaynakDocument75 pages02 Lehim-Yapış-Kaynakghostdragon 1907No ratings yet
- As MeDocument3 pagesAs Memec0No ratings yet
- İpragaz LNG Sistem ÖzellikleriDocument7 pagesİpragaz LNG Sistem ÖzellikleriAli ÖzgençNo ratings yet
- Eng-Ts-P-Sp-0006 (480V MCC)Document15 pagesEng-Ts-P-Sp-0006 (480V MCC)ayça ayNo ratings yet
- Asme Codes ListDocument1 pageAsme Codes ListMustafaSaylavNo ratings yet
- PTS01Document25 pagesPTS01Korcan ÜnalNo ratings yet
- Saw Flux Wire CombinationDocument1 pageSaw Flux Wire Combinationaahil ahmadNo ratings yet
- Siemens Hava Izoleli Orta Gerilim PanosuDocument32 pagesSiemens Hava Izoleli Orta Gerilim PanosuacelemvarNo ratings yet
- Kalite Dosyaları BilgileriDocument4 pagesKalite Dosyaları BilgileriTC Capulcu Mustafa MNo ratings yet
- IGADocument27 pagesIGACemil GüneşNo ratings yet
- 05 - ASME VIII Div1 (Basınclı Kap) SunumDocument52 pages05 - ASME VIII Div1 (Basınclı Kap) SunumMustafa UsalanNo ratings yet
- Ek23 - WPS 2 Mi̇cron Mühendi̇sli̇kDocument2 pagesEk23 - WPS 2 Mi̇cron Mühendi̇sli̇kIhsan Alper YoruturNo ratings yet
- Punta Kaynaği - 135 KöşeDocument1 pagePunta Kaynaği - 135 KöşeNazım YıldırımNo ratings yet
- Ark Üflemesi PDFDocument9 pagesArk Üflemesi PDFFeratNo ratings yet
- Tahribatsız Muayene PDFDocument32 pagesTahribatsız Muayene PDFFeratNo ratings yet
- Alüminyum EkstrüzyonDocument18 pagesAlüminyum EkstrüzyonSinan Akbaş100% (1)
- Asme Secti̇onix ' A Göre Wps Hazirlama Kri̇terleri̇ ScribdDocument1 pageAsme Secti̇onix ' A Göre Wps Hazirlama Kri̇terleri̇ ScribdFeratNo ratings yet
- Alüminyumun Farklı Metaller Ile BirleştirilmesiDocument3 pagesAlüminyumun Farklı Metaller Ile BirleştirilmesiFeratNo ratings yet
- Tahribatsız MuayeneDocument15 pagesTahribatsız MuayeneÖzgür Berk Sarısakal100% (1)
- Tahribatsız Muayenee PDFDocument34 pagesTahribatsız Muayenee PDFFeratNo ratings yet
- TS en 10025 3 PDFDocument25 pagesTS en 10025 3 PDFFeratNo ratings yet
- Tahribatsız Muayene Scribd PDFDocument4 pagesTahribatsız Muayene Scribd PDFFeratNo ratings yet
- TestlerDocument7 pagesTestleroguzhanaksoyNo ratings yet
- TS en 1011 3 PDFDocument29 pagesTS en 1011 3 PDFFeratNo ratings yet
- TS en 10025 4 PDFDocument27 pagesTS en 10025 4 PDFFeratNo ratings yet
- TS en 10025 2 PDFDocument41 pagesTS en 10025 2 PDFFeratNo ratings yet
- TS en 15085 2 PDFDocument24 pagesTS en 15085 2 PDFFeratNo ratings yet
- TS en 1011 2 PDFDocument54 pagesTS en 1011 2 PDFFerat0% (1)
- TS en Iso 15611 PDFDocument9 pagesTS en Iso 15611 PDFFeratNo ratings yet
- TS en 1011 4 PDFDocument19 pagesTS en 1011 4 PDFFeratNo ratings yet
- Tseniso15614 2 100506034237 Phpapp02Document32 pagesTseniso15614 2 100506034237 Phpapp02Faruk KaragözNo ratings yet
- TS en 10025 1 PDFDocument34 pagesTS en 10025 1 PDFFeratNo ratings yet
- TS en Iso 17636 1 PDFDocument43 pagesTS en Iso 17636 1 PDFFeratNo ratings yet
- TS en 10025 2 T1 PDFDocument1 pageTS en 10025 2 T1 PDFFeratNo ratings yet
- TS en Iso 15612 PDFDocument18 pagesTS en Iso 15612 PDFFeratNo ratings yet
- TS en Iso 15607 PDFDocument18 pagesTS en Iso 15607 PDFFeratNo ratings yet
- TS en Iso 14175 PDFDocument17 pagesTS en Iso 14175 PDFFeratNo ratings yet
- TS en Iso 15613 PDFDocument10 pagesTS en Iso 15613 PDFFeratNo ratings yet
- TS en Iso 10042 PDFDocument32 pagesTS en Iso 10042 PDFFeratNo ratings yet
- TS en Iso 9692 1 PDFDocument25 pagesTS en Iso 9692 1 PDFFeratNo ratings yet
- TS en Iso 15610 PDFDocument8 pagesTS en Iso 15610 PDFFeratNo ratings yet
- TS en Iso 15609 1 PDFDocument10 pagesTS en Iso 15609 1 PDFFeratNo ratings yet
- TS en Iso 14731 PDFDocument12 pagesTS en Iso 14731 PDFFeratNo ratings yet