You might also like
- Kaynakçı-Kaynak SembolleriDocument22 pagesKaynakçı-Kaynak Sembollerierenbasara67% (3)
- TS en Iso 15607 PDFDocument18 pagesTS en Iso 15607 PDFFeratNo ratings yet
- TS - EN - ISO - 9606-1 Türkçe PDFDocument29 pagesTS - EN - ISO - 9606-1 Türkçe PDFBasar100% (1)
- TS en 1090 2-2008 A1 PDFDocument199 pagesTS en 1090 2-2008 A1 PDFErdi Erdogan100% (1)
- Kaynak HatalariDocument39 pagesKaynak HatalariAliAkarNo ratings yet
- Kaynak DökümantasyonuDocument155 pagesKaynak Dökümantasyonuadolffick80100% (5)
- 4 - Kaynak Koordinasyon Personeli Egitimi Rev6Document126 pages4 - Kaynak Koordinasyon Personeli Egitimi Rev6EMRE50% (2)
- Tum Celik Turlerinin KaynagDocument2 pagesTum Celik Turlerinin KaynagalaincomboeyNo ratings yet
- Kaynak MetalurjisiDocument23 pagesKaynak Metalurjisinolofinwe85No ratings yet
- Paslanmaz Çeliklerde Kaynak Problemleri-8Document21 pagesPaslanmaz Çeliklerde Kaynak Problemleri-8Samet BelliNo ratings yet
- Kaynak Hataları ÇizelgesiDocument12 pagesKaynak Hataları Çizelgesibekir kurtNo ratings yet
- Kaynak Agizlarinin Hazirlanmasi-2Document18 pagesKaynak Agizlarinin Hazirlanmasi-2Ömer TAŞNo ratings yet
- Kaynak HatalariDocument39 pagesKaynak HatalariFerhat KahveciNo ratings yet
- Başlica Kaynak HatalariDocument9 pagesBaşlica Kaynak HatalariOrhan BAYLANNo ratings yet
- Mak351 KaynakDocument58 pagesMak351 KaynakCelalettin YüceNo ratings yet
- Gerilim Giderme Normalizasyon Ve TavlamaDocument4 pagesGerilim Giderme Normalizasyon Ve TavlamaMurat ÖzdilNo ratings yet
- Kaynakçı SertifikalandırmaıDocument50 pagesKaynakçı SertifikalandırmaıBurak Lök100% (1)
- Kaynak ParametreleriDocument161 pagesKaynak ParametreleriUğur ErkenNo ratings yet
- Kaynak Mukavemeti Hesabi-MMODocument43 pagesKaynak Mukavemeti Hesabi-MMOmagxstone100% (1)
- En 9692 1 Kaynak Ağzı HazırlığıDocument19 pagesEn 9692 1 Kaynak Ağzı Hazırlığıosman osmanNo ratings yet
- Çeli̇klere Uygulanan Isil İşlemlerDocument114 pagesÇeli̇klere Uygulanan Isil İşlemlercoldfirex41175% (4)
- Celik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriDocument10 pagesCelik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriyusamengNo ratings yet
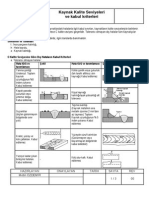
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- Demir Karbon Denge DiyagramiDocument20 pagesDemir Karbon Denge Diyagramiberatkuralay100% (1)
- TS en Iso 5817-2014Document37 pagesTS en Iso 5817-2014Akademi NDTNo ratings yet
- API 5l 43 (Turkce)Document76 pagesAPI 5l 43 (Turkce)HakanNo ratings yet
- Tseniso9606 2 100506034127 Phpapp01Document36 pagesTseniso9606 2 100506034127 Phpapp01Efe Ari100% (3)
- Kaynak Hataları, Nedenleri Ve Çözüm ÖnerileriDocument6 pagesKaynak Hataları, Nedenleri Ve Çözüm Önerileriunalal17No ratings yet
- GAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1Document308 pagesGAZALTI ARK KAYNAĞI TIG MIG MAGlibrary - 1Metin GünüşenNo ratings yet
- F - 173 TS en 1090 Belgelendirme ProgramiDocument13 pagesF - 173 TS en 1090 Belgelendirme Programimasterix7No ratings yet
- Kaynak Mukavemet HesaplarıDocument14 pagesKaynak Mukavemet HesaplarıMehmet ısıkNo ratings yet
- Kaynak Tekni I Ders NotlarDocument71 pagesKaynak Tekni I Ders NotlarMarian Gabriel VasilescuNo ratings yet
- Iso 3834 2 ProsedürüDocument6 pagesIso 3834 2 Prosedürübekir kurtNo ratings yet
- Ark Üflemesi PDFDocument9 pagesArk Üflemesi PDFFeratNo ratings yet
- EN 15085 Web Sitesi OZLEM KARAMAN PDFDocument32 pagesEN 15085 Web Sitesi OZLEM KARAMAN PDFUfuk ÇimenNo ratings yet
- TS en 1011 3 PDFDocument29 pagesTS en 1011 3 PDFFeratNo ratings yet
- Kaynak HatalarıDocument35 pagesKaynak Hatalarımelekdeneme0138No ratings yet
- Kaynak HatalarıDocument24 pagesKaynak HatalarıEralpNo ratings yet
- Kaynakli Yapilarda Di̇storsi̇yon Ve Artik Geri̇lmelerDocument3 pagesKaynakli Yapilarda Di̇storsi̇yon Ve Artik Geri̇lmelerYigit AydoganNo ratings yet
- UntitledDocument39 pagesUntitledCan SevliNo ratings yet
- DokmedemirDocument13 pagesDokmedemirGökhan ErolNo ratings yet
- Kaynakta KatilasmaDocument30 pagesKaynakta KatilasmaOrhan BAYLANNo ratings yet
- Kaynak HatalarıDocument53 pagesKaynak HatalarıCüneyt ÖzkanNo ratings yet
- Kaynak ElektrotlariDocument14 pagesKaynak ElektrotlariasturemNo ratings yet
- Alasim Elementlerinin Celige EtkisiDocument9 pagesAlasim Elementlerinin Celige EtkisiAlp PalaNo ratings yet
- Mak 351 5Document73 pagesMak 351 5umitNo ratings yet
- Kaynak Yapımında Hatalar PDFDocument28 pagesKaynak Yapımında Hatalar PDFali akayNo ratings yet
- 2 KK Malzemelerde Gorulen Hasar TurleriDocument56 pages2 KK Malzemelerde Gorulen Hasar TurlerikaynakteknolojiNo ratings yet
- KAYNAKTA KALİTE KONTROLÜ - Sezer NDTDocument21 pagesKAYNAKTA KALİTE KONTROLÜ - Sezer NDTElina AkbarzadeNo ratings yet
- Malzeme Seçimi ÖdeviDocument169 pagesMalzeme Seçimi ÖdevimeteminNo ratings yet
- .TR Files Kaynak Hatalari Ve GiderilmesiDocument10 pages.TR Files Kaynak Hatalari Ve GiderilmesiMehmet KöseNo ratings yet
- Çeik Yapılar Ders NotlarıDocument440 pagesÇeik Yapılar Ders NotlarıshkcbdshNo ratings yet
- Kaynak BağlantılarıDocument28 pagesKaynak Bağlantılarırecep ali kuruNo ratings yet
- Çentik Darbe DeneyiDocument6 pagesÇentik Darbe DeneyiKadir KancaNo ratings yet
- Ch30 1 KaynakDocument164 pagesCh30 1 KaynakMehmet SoysalNo ratings yet
- PerçinDocument84 pagesPerçinhanNo ratings yet
- Demir-Çelik Sürekli DökümDocument27 pagesDemir-Çelik Sürekli DökümNihat Özkan0% (1)
- Hafta5 2023Document120 pagesHafta5 2023HABİP ŞAHİNNo ratings yet
- MMG Ders Notlari - 4Document111 pagesMMG Ders Notlari - 4Eray TÜRKNo ratings yet
- Korozyon 3 Aralık+OyukDocument39 pagesKorozyon 3 Aralık+OyukberkayeozdemirNo ratings yet