You might also like
- Metal matrix composites: Processing and InterfacesFrom EverandMetal matrix composites: Processing and InterfacesR EverettNo ratings yet
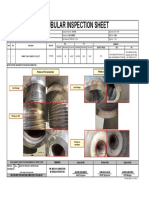
- OGTC Tubular Inspection Report Format FindingsDocument1 pageOGTC Tubular Inspection Report Format FindingsMuhammad Bilal KhattakNo ratings yet
- S-022-1520-0002PM HDPE Control Procedure RevADocument10 pagesS-022-1520-0002PM HDPE Control Procedure RevAHoang Phuong NguyenNo ratings yet
- 020 L & T Hazira LTD. 25.11.2022 PI PDFDocument1 page020 L & T Hazira LTD. 25.11.2022 PI PDFAadhya engineering ServicesNo ratings yet
- BHNK Drill Pipe CatalogDocument12 pagesBHNK Drill Pipe CatalogivertianNo ratings yet
- Report NDT Centaur 45 May 2023Document44 pagesReport NDT Centaur 45 May 2023muhamadfikri2177No ratings yet
- UT Level1&2Document69 pagesUT Level1&2MohaammedNo ratings yet
- Srihari Katari 11 Jan 2022Document50 pagesSrihari Katari 11 Jan 2022Abhishek DevarajNo ratings yet
- Vishnu Chemicals Limited FD Fan Vibration Analysis ReportDocument15 pagesVishnu Chemicals Limited FD Fan Vibration Analysis ReportSekhar Tellakula [Sands]100% (1)
- MTM BrochureDocument8 pagesMTM BrochureMohamed100% (1)
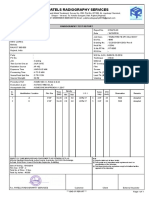
- Patels Radiography Services RT ReportDocument1 pagePatels Radiography Services RT ReportRavi patelNo ratings yet
- D p5 BV Ms 012 Msra For BorescopeDocument4 pagesD p5 BV Ms 012 Msra For BorescopeThinh NguyenNo ratings yet
- Iris Inspection Report: Tube MappingDocument10 pagesIris Inspection Report: Tube MappingArief WisnuNo ratings yet
- Calibration and Usage Procedure for A-Scan & Digital Ultrasonic GaugeDocument8 pagesCalibration and Usage Procedure for A-Scan & Digital Ultrasonic Gaugesyasha humairaNo ratings yet
- X-MET Presentation PDFDocument39 pagesX-MET Presentation PDFTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- Method Statement For Internal Rotary Inspection System: Document No: D-P5-BV-MS-011Document4 pagesMethod Statement For Internal Rotary Inspection System: Document No: D-P5-BV-MS-011Thinh NguyenNo ratings yet
- SRINIVASAN CHANDRAN's ResumeDocument4 pagesSRINIVASAN CHANDRAN's ResumePaul PhiliphsNo ratings yet
- Jsa TubularDocument2 pagesJsa TubularRonniNo ratings yet
- Steel Grades Material and Chemical Composition InformationDocument2 pagesSteel Grades Material and Chemical Composition InformationMitesh PhalakNo ratings yet
- Tubular Inspection Sheet - 2021-002 Pg.1Document1 pageTubular Inspection Sheet - 2021-002 Pg.1Aldrin HernandezNo ratings yet
- BPV Code Section V - Administrative Level IIIDocument24 pagesBPV Code Section V - Administrative Level IIIDanfer De la CruzNo ratings yet
- BK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsDocument69 pagesBK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsPanneer SelvamNo ratings yet
- Level-II Course Material - UTDocument171 pagesLevel-II Course Material - UTprem aleNo ratings yet
- Visual Weld Inspection: Organizational IssuanceDocument7 pagesVisual Weld Inspection: Organizational IssuanceEdAlmNo ratings yet
- Demagnetization MT PDFDocument3 pagesDemagnetization MT PDFpaeg6512No ratings yet
- Name: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDocument2 pagesName: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiNo ratings yet
- PT-Liquid Penetrant Testing Procedure R01 - 2 2Document12 pagesPT-Liquid Penetrant Testing Procedure R01 - 2 2George Ogbeche100% (1)
- Rexroth Trainingprogram 2022 enDocument171 pagesRexroth Trainingprogram 2022 enRavi JoshiNo ratings yet
- Floormap3Di Training Course ProductDocument8 pagesFloormap3Di Training Course ProductTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- NDT Project RailwayTrackDocument9 pagesNDT Project RailwayTrackusmanNo ratings yet
- D-p5-Bv-pd-001 - RT, Issue 01, Rev 00 - Radiographic ExaminationDocument101 pagesD-p5-Bv-pd-001 - RT, Issue 01, Rev 00 - Radiographic ExaminationThinh NguyenNo ratings yet
- Students Practical Floormap Exercises PDFDocument21 pagesStudents Practical Floormap Exercises PDFTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- 1588-1326 Hyd Jar ...Document1 page1588-1326 Hyd Jar ...khalilNo ratings yet
- Phased Array Ultrasonic Steel Corrosion Mapping For Bridges and Ancillary StructuresDocument110 pagesPhased Array Ultrasonic Steel Corrosion Mapping For Bridges and Ancillary StructuresTHIRU.SNo ratings yet
- Summary TER of 13 Unit 20FT ISO Dry ContainerDocument219 pagesSummary TER of 13 Unit 20FT ISO Dry ContainerGhilman0529No ratings yet
- Hilly Area ProcedureDocument59 pagesHilly Area ProcedurejohnNo ratings yet
- 1303-9 Chain Sling..Document2 pages1303-9 Chain Sling..khalilNo ratings yet
- Itis NDT MT 01 Rev 06Document19 pagesItis NDT MT 01 Rev 06pandab bkNo ratings yet
- SRUTDocument10 pagesSRUTcakravartin servicesNo ratings yet
- A-4301Document18 pagesA-4301R A BismilNo ratings yet
- Tubular Inspection Sheet - 2021-001 Part 2Document2 pagesTubular Inspection Sheet - 2021-001 Part 2Aldrin Hernandez100% (2)
- Scholly Endoscopie 1 PDFDocument80 pagesScholly Endoscopie 1 PDFAhmed shabanNo ratings yet
- 5020-250-S12-P04-0027 - TOFD-20113 - Rev.1Document53 pages5020-250-S12-P04-0027 - TOFD-20113 - Rev.1ahmed elezabyNo ratings yet
- FIELD HEATERS INSPECTION ProcedureDocument24 pagesFIELD HEATERS INSPECTION Procedurejabir ahmad anarwalaNo ratings yet
- Near Bit Stabilizer PDS 6716 ...Document1 pageNear Bit Stabilizer PDS 6716 ...khalilNo ratings yet
- TOFD and PAUT For Weld Root CorrosionDocument38 pagesTOFD and PAUT For Weld Root CorrosionMuthumonickamNo ratings yet
- Engineering Company Provides Steam Pipeline SolutionsDocument14 pagesEngineering Company Provides Steam Pipeline SolutionssojeckNo ratings yet
- NDT Report TestDocument10 pagesNDT Report TestAnjas FarizqiNo ratings yet
- CV Ram Deo Yadav Quality EngineerDocument7 pagesCV Ram Deo Yadav Quality Engineerkbpatel123No ratings yet
- Audit NDT Basics PDFDocument41 pagesAudit NDT Basics PDFJindarat KasemsooksakulNo ratings yet
- Kamlesh Kumar Singh Engineers Pvt. LTDDocument24 pagesKamlesh Kumar Singh Engineers Pvt. LTDAADARSHNo ratings yet
- c.06 Magnetic Particle Test Procedures Rev C SignedDocument14 pagesc.06 Magnetic Particle Test Procedures Rev C Signedfaizul hazniNo ratings yet
- WPS for Groove Welds in ASTM A36 SteelDocument2 pagesWPS for Groove Welds in ASTM A36 SteelNuril VS theWorldNo ratings yet
- Practical Ultrasonic Inspection GuideDocument95 pagesPractical Ultrasonic Inspection GuidemohamedNo ratings yet
- P 11 CNDT JP41 Ut-Aws D1.1 Rev 07Document22 pagesP 11 CNDT JP41 Ut-Aws D1.1 Rev 07Vimal MenonNo ratings yet
- Bhel UtDocument14 pagesBhel UtAnonymous 6k4VeeRNo ratings yet
- RT-Procedure-Native File - For Easy Edit Urgent Doc Submission PurposeDocument19 pagesRT-Procedure-Native File - For Easy Edit Urgent Doc Submission PurposeShanmuga NavaneethanNo ratings yet
- Method Statement For Near Field Test: DCSM Project 2019Document5 pagesMethod Statement For Near Field Test: DCSM Project 2019Thinh NguyenNo ratings yet
- Special End Area Inspection SOPDocument8 pagesSpecial End Area Inspection SOPAsrNo ratings yet
- Analytical Research of Integrity Testing On Bore PileDocument5 pagesAnalytical Research of Integrity Testing On Bore PileIJRASETPublicationsNo ratings yet
- Duplex Stainless Steels Welding Guidelines EN Juin 2019 WebDocument56 pagesDuplex Stainless Steels Welding Guidelines EN Juin 2019 WebMohamed YousufNo ratings yet
- Iso TR 15608-2017Document13 pagesIso TR 15608-2017richadNo ratings yet
- GT Inspection PDFDocument88 pagesGT Inspection PDFMuhammad Hamza Naveed100% (2)
- Welding Procedure Specification (WPS)Document11 pagesWelding Procedure Specification (WPS)richadNo ratings yet
- Defects Reduction Using Root Cause Analysis Approach in Gloves Manufacturing UnitDocument11 pagesDefects Reduction Using Root Cause Analysis Approach in Gloves Manufacturing UnitrichadNo ratings yet
- (20834799 - Advances in Materials Science) Optimization of Filler Metals Consumption in The Production of Welded Steel StructuresDocument8 pages(20834799 - Advances in Materials Science) Optimization of Filler Metals Consumption in The Production of Welded Steel StructuresrichadNo ratings yet
- Steel PlateDocument38 pagesSteel PlatejazhmanNo ratings yet
- S460M Steel Plates. Thermomechanical Rolled Weldable Fine Grain Structural SteelDocument2 pagesS460M Steel Plates. Thermomechanical Rolled Weldable Fine Grain Structural SteelrichadNo ratings yet
- Welding Process PDFDocument1 pageWelding Process PDFZainul Abedin SayedNo ratings yet
- Rules: For Classification and Construction of Sea-Going ShipsDocument228 pagesRules: For Classification and Construction of Sea-Going ShipsrichadNo ratings yet
- En 10204-2004 Metallic Products - Types of Inspection DocumentsDocument10 pagesEn 10204-2004 Metallic Products - Types of Inspection DocumentsDalamagas KwnstantinosNo ratings yet
- 06-10-18-R1 Sembcorp Marine Integrated (Supply of Tubular Pipes)Document92 pages06-10-18-R1 Sembcorp Marine Integrated (Supply of Tubular Pipes)richadNo ratings yet
- 2011-6 TechPresentation SperkoDocument46 pages2011-6 TechPresentation SperkoConnie RodriguezNo ratings yet
- S355 European Standard SteelDocument7 pagesS355 European Standard SteelmaiquelernNo ratings yet
- Ci-21 21 Anexo 7 Tack WeldingDocument1 pageCi-21 21 Anexo 7 Tack WeldingJagat FacifikNo ratings yet
- Steel GradesDocument8 pagesSteel GradesSanket Arun MoreNo ratings yet
- LINCOLN SAW Subarc-EngDocument20 pagesLINCOLN SAW Subarc-EngJosue GonzalezNo ratings yet
- 06-10-18-R1 Sembcorp Marine Integrated (Supply of Tubular Pipes)Document92 pages06-10-18-R1 Sembcorp Marine Integrated (Supply of Tubular Pipes)richadNo ratings yet
- RHS Machine & Recorder PDFDocument3 pagesRHS Machine & Recorder PDFrichadNo ratings yet
- ASME IX Interpretation Part11 PDFDocument40 pagesASME IX Interpretation Part11 PDFrichadNo ratings yet
- Steve Margaris, Specifications Engineer, Caltrans: SFOBB East Span Seismic Safety ProjectDocument25 pagesSteve Margaris, Specifications Engineer, Caltrans: SFOBB East Span Seismic Safety ProjectthirumalNo ratings yet
- ASME IX Interpretation Part11 PDFDocument40 pagesASME IX Interpretation Part11 PDFrichadNo ratings yet
- SAF-OERLIKON MALAYSIA HANDLING RECOMMENDATION FOR OP121TT DRYBAG AGGLOMERATED FLUXDocument5 pagesSAF-OERLIKON MALAYSIA HANDLING RECOMMENDATION FOR OP121TT DRYBAG AGGLOMERATED FLUXrichadNo ratings yet
- Steel GradesDocument8 pagesSteel GradesSanket Arun MoreNo ratings yet
- Steel GradesDocument8 pagesSteel GradesSanket Arun MoreNo ratings yet
- Citoflux R00nic 1.2mm Ctod PTGDocument13 pagesCitoflux R00nic 1.2mm Ctod PTGrichadNo ratings yet
- 1319 3 Guidelines For WeldingDocument64 pages1319 3 Guidelines For Weldingg_sanchetiNo ratings yet
- Oisd 134Document37 pagesOisd 134skgbondNo ratings yet
- 18029-05-10 (Nesting For Stopper Plate)Document1 page18029-05-10 (Nesting For Stopper Plate)richadNo ratings yet
- Welding Low Alloy SteelsDocument14 pagesWelding Low Alloy SteelsNanda Al Alif100% (1)
- Inh Eurock 04Document16 pagesInh Eurock 04elisa02No ratings yet
- Concrete Bridge Design GuideDocument11 pagesConcrete Bridge Design GuideJared MakoriNo ratings yet
- Burger Thesis SFRCDocument133 pagesBurger Thesis SFRCMihai Gheorghiu100% (1)
- BKTK-2010, Failure in Material ConstructionsDocument17 pagesBKTK-2010, Failure in Material ConstructionsSorulay Way-neyNo ratings yet
- Astm F 382 - 99Document12 pagesAstm F 382 - 99Denis100% (1)
- Journal of Constructional Steel ResearchDocument9 pagesJournal of Constructional Steel ResearchChiheb BaNo ratings yet
- A Metallographic Investigation Into The Effect of Sintering On An FC-0205 PremixDocument14 pagesA Metallographic Investigation Into The Effect of Sintering On An FC-0205 PremixNileshGawandeNo ratings yet
- STP128 Eb.1415051 1 PDFDocument256 pagesSTP128 Eb.1415051 1 PDFhayderlin navaNo ratings yet
- How To Avoid Cracks in Thin Films During AnnealingDocument8 pagesHow To Avoid Cracks in Thin Films During AnnealingDr-naser MahmoudNo ratings yet
- P6 Vinay GuptaDocument8 pagesP6 Vinay GuptaSony JsdNo ratings yet
- CVEN 444 Structural Concrete Design OverviewDocument2,005 pagesCVEN 444 Structural Concrete Design OverviewEngibear100% (1)
- IJFE Forensic Investigation Crane AccidentsDocument24 pagesIJFE Forensic Investigation Crane Accidentsaderaysiahaan 19No ratings yet
- Banana AReviewDocument11 pagesBanana AReviewMarlon DrizNo ratings yet
- STP 518-1983Document173 pagesSTP 518-1983ahmadmubarakaliasNo ratings yet
- C78 PDFDocument4 pagesC78 PDFgrats_singcoNo ratings yet
- 1 s2.0 S095006182103912X MainDocument29 pages1 s2.0 S095006182103912X Mainlpedroti2593No ratings yet
- 2 4 Ce225 Research - Paper Group 4Document7 pages2 4 Ce225 Research - Paper Group 4JEAN KATHLEEN SORIANONo ratings yet
- Me16A: Introduction To Strength of Materials: CourseDocument92 pagesMe16A: Introduction To Strength of Materials: CourseRimti BhowmikNo ratings yet
- ASTM D6938 - 2017aDocument6 pagesASTM D6938 - 2017aJesús Luis Arce Guillermo0% (1)
- Introduction & Litreture (All)Document63 pagesIntroduction & Litreture (All)Pankaj PandeyNo ratings yet
- Comparison of Hot Spot Stress Evaluation Methods For Welded Structures PDFDocument11 pagesComparison of Hot Spot Stress Evaluation Methods For Welded Structures PDFhbsheenNo ratings yet
- Building Technology 3Document25 pagesBuilding Technology 3Melaine A. FranciscoNo ratings yet
- Applied Clay Science: F.A. Andrade, H.A. Al-Qureshi, D. HotzaDocument7 pagesApplied Clay Science: F.A. Andrade, H.A. Al-Qureshi, D. HotzaCarolinaNo ratings yet
- Failure Analysis Report v3 - FinalDocument15 pagesFailure Analysis Report v3 - FinalWarren Michael ArthurNo ratings yet
- Study On Numerical Simulation of Blasting Based On SPH: Liao Xueyan, Jiang YaogangDocument4 pagesStudy On Numerical Simulation of Blasting Based On SPH: Liao Xueyan, Jiang YaogangOluwamayokun AdetoroNo ratings yet
- Reinforced Concrete: Assist. ProfDocument16 pagesReinforced Concrete: Assist. ProfMohamed MuayidNo ratings yet
- Studies On The Structure of Gothic CathedralsDocument20 pagesStudies On The Structure of Gothic CathedralsWafa'a MadiNo ratings yet
- Qap Sa420Document3 pagesQap Sa420Abhishek NagNo ratings yet
- Hydraulic Design of Francis TurbineDocument108 pagesHydraulic Design of Francis Turbinenurettin100% (1)