You might also like
- Answers to Selected Problems in Multivariable Calculus with Linear Algebra and SeriesFrom EverandAnswers to Selected Problems in Multivariable Calculus with Linear Algebra and SeriesRating: 1.5 out of 5 stars1.5/5 (2)
- Solution Manual for an Introduction to Equilibrium ThermodynamicsFrom EverandSolution Manual for an Introduction to Equilibrium ThermodynamicsNo ratings yet
- Kerr black holes: Metric structure and regularity of particle orbitsDocument6 pagesKerr black holes: Metric structure and regularity of particle orbitsYoni Ramirez RoblesNo ratings yet
- Equazioni di equilibrio piastre e ruote dentateDocument5 pagesEquazioni di equilibrio piastre e ruote dentateRiccardo CirulliNo ratings yet
- Proceding - Using The Linear Sigma Model With Quarks To Describe The QCD Phase Diagram and To Locate The Critical End PointDocument4 pagesProceding - Using The Linear Sigma Model With Quarks To Describe The QCD Phase Diagram and To Locate The Critical End PointJorge Castano YepesNo ratings yet
- Y (A A) P: N N+K I IDocument15 pagesY (A A) P: N N+K I INgọc ToảnNo ratings yet
- Y (A A) P: N N+K I IDocument15 pagesY (A A) P: N N+K I INgọc ToảnNo ratings yet
- Aliran Tangensial Fluida NewtonDocument5 pagesAliran Tangensial Fluida NewtonivanfauNo ratings yet
- physics (1)Document9 pagesphysics (1)sheenusdrNo ratings yet
- Vanadocene oxidation state from magnetic momentDocument6 pagesVanadocene oxidation state from magnetic momentANGIE PAOLA RODELO PANZANo ratings yet
- RG Exam PastDocument122 pagesRG Exam PastRoy VeseyNo ratings yet
- Simulation Method of Milling Vibration Based On CuDocument7 pagesSimulation Method of Milling Vibration Based On CuPiyush KumarNo ratings yet
- Notes On The WiedemannFranzLawDocument8 pagesNotes On The WiedemannFranzLawhalid dazkiriNo ratings yet
- AITS 2324 CRT II JEEM LD SolDocument17 pagesAITS 2324 CRT II JEEM LD Solprakharsingh0606No ratings yet
- Finite difference Greeks for digital call optionsDocument1 pageFinite difference Greeks for digital call optionsRajNo ratings yet
- L 02 Energy Balances[1]Document36 pagesL 02 Energy Balances[1]MUHAMMAD LUQMAN HAKIMI MOHD ZAMRINo ratings yet
- Class XI Physics DPP Set (16) - Previous Chaps + WPEDocument13 pagesClass XI Physics DPP Set (16) - Previous Chaps + WPESmit Bharat PatilNo ratings yet
- O Q (Gate, Ies, Ias) : Moment of Inertia (Second Moment of An Area)Document4 pagesO Q (Gate, Ies, Ias) : Moment of Inertia (Second Moment of An Area)harshdeepNo ratings yet
- Answer Key Standard Mock PaperDocument12 pagesAnswer Key Standard Mock Papertiwariishan070No ratings yet
- 4.3 Rotating Annular and Solid DiskDocument8 pages4.3 Rotating Annular and Solid DiskMohamad Amir HaziqNo ratings yet
- Physics Paper Olympiad Part 1 With Answer SolutionDocument19 pagesPhysics Paper Olympiad Part 1 With Answer SolutionUnwantedNo ratings yet
- Physics Paper Olympiad Part 1 With Answer SolutionDocument19 pagesPhysics Paper Olympiad Part 1 With Answer SolutionShashank MittalNo ratings yet
- Lutz ModificationDocument4 pagesLutz Modificationivan bolañosNo ratings yet
- sin (θ) = a ÷ c cos (θ) = b ÷ c tan (θ) = a ÷ b θ: c po en us e)Document1 pagesin (θ) = a ÷ c cos (θ) = b ÷ c tan (θ) = a ÷ b θ: c po en us e)NikuRikuNo ratings yet
- Thick Pressure Vessels - Engineering LibraryDocument5 pagesThick Pressure Vessels - Engineering LibraryAvishay TufikianNo ratings yet
- BCS-012Document11 pagesBCS-012neirbesnoiNo ratings yet
- Determination of Shrinkage of Weld: Nikolay VelikanovDocument5 pagesDetermination of Shrinkage of Weld: Nikolay VelikanovDonatasNo ratings yet
- Physics concepts explained in Vidyamandir classesDocument12 pagesPhysics concepts explained in Vidyamandir classesAnanmay ChauhanNo ratings yet
- All South Jee Ma Nurture Ph12 Allen Common Testpaper1 97526 Test PDF Ac1ku14pqzDocument14 pagesAll South Jee Ma Nurture Ph12 Allen Common Testpaper1 97526 Test PDF Ac1ku14pqznihalbolla2023No ratings yet
- Aits 2223 PT I Jeem SolDocument22 pagesAits 2223 PT I Jeem SolRam SinghNo ratings yet
- Manuscript Elastic Ni-N FinDocument13 pagesManuscript Elastic Ni-N FinAzat AmangeldiNo ratings yet
- Designs 03 00009 PDFDocument26 pagesDesigns 03 00009 PDFDaniel MilosevskiNo ratings yet
- Phy Paper With Answer SolutionDocument11 pagesPhy Paper With Answer SolutionArifNo ratings yet
- Algebra Test 1Document5 pagesAlgebra Test 1Sai Stuti MittalNo ratings yet
- FIITJEE ALL INDIA TEST SERIES PART TEST SOLUTIONSDocument13 pagesFIITJEE ALL INDIA TEST SERIES PART TEST SOLUTIONSNimita SinhaNo ratings yet
- Equilibrio Lastre FessurateDocument8 pagesEquilibrio Lastre FessurateEric GugginoNo ratings yet
- AITS-2324-CRT-II-JEEM-LD-Sol1Document17 pagesAITS-2324-CRT-II-JEEM-LD-Sol1Devansh ParasharNo ratings yet
- EM II Unit 3finalDocument18 pagesEM II Unit 3finalNaresh GollapalliNo ratings yet
- 42 Ijmperdfeb201842Document4 pages42 Ijmperdfeb201842TJPRC PublicationsNo ratings yet
- PH474 and 574 HW SetDocument6 pagesPH474 and 574 HW SetlolnationNo ratings yet
- Gen-2 JEE Main-6 - JEE 2024 - SolutionDocument17 pagesGen-2 JEE Main-6 - JEE 2024 - SolutionKunjesh Raushan SinghNo ratings yet
- Chemical Bonding (Solution2)Document5 pagesChemical Bonding (Solution2)astanandyadavNo ratings yet
- Dynamic PMSM ModellingDocument24 pagesDynamic PMSM Modellingdirekap280No ratings yet
- Tanabe SuganoDocument6 pagesTanabe Suganojessie100% (1)
- Fiitjee: All India Test SeriesDocument11 pagesFiitjee: All India Test SeriesKamran AKHTARNo ratings yet
- ANOVA One-Way Classification: Source of Variation Sum of Squares Degrees of Freedom Mean Sum of Squares Variance RatioDocument4 pagesANOVA One-Way Classification: Source of Variation Sum of Squares Degrees of Freedom Mean Sum of Squares Variance RatioVeeravasantharao BattulaNo ratings yet
- Thick-Walled Cylinder and Compound Cylinder Theory October 2, 2008Document5 pagesThick-Walled Cylinder and Compound Cylinder Theory October 2, 2008Nyasha ChipokaNo ratings yet
- A Note About SABR GreeksDocument16 pagesA Note About SABR GreeksflatronabcdefgNo ratings yet
- JEE MAIN 2020 (02.09.2020 - 1st Shift)Document12 pagesJEE MAIN 2020 (02.09.2020 - 1st Shift)Arjun PanditaNo ratings yet
- Chelyabinsk State University, 454001, Chelyabinsk, Br. Kashirinyh Street, 129, RussiaDocument9 pagesChelyabinsk State University, 454001, Chelyabinsk, Br. Kashirinyh Street, 129, RussiajohanNo ratings yet
- Electrochemistry Neeraj BookDocument24 pagesElectrochemistry Neeraj BookHarsh GuptaNo ratings yet
- Files For Download718 1566gh5775Document16 pagesFiles For Download718 1566gh5775kunal kumarNo ratings yet
- Exam1 2009Document1 pageExam1 2009154 ahmed ehabNo ratings yet
- ME 352 - Machine Design I Name of Student: - Fall Semester 2019 Lab Section NumberDocument6 pagesME 352 - Machine Design I Name of Student: - Fall Semester 2019 Lab Section NumberirqoviNo ratings yet
- Elementary Proof That Σ1/k2 = π2/6Document4 pagesElementary Proof That Σ1/k2 = π2/6Manuel Franco MFGNo ratings yet
- Heat Chap02 126Document11 pagesHeat Chap02 126Kerem GönceNo ratings yet
- SET A (Main)Document18 pagesSET A (Main)divyansh sharmaNo ratings yet
- Pta-17 - Key - SolDocument6 pagesPta-17 - Key - SolDeepMath2006No ratings yet
- homework3asolDocument6 pageshomework3asolirqudratNo ratings yet
- Tables of Coefficients for the Analysis of Triple Angular Correlations of Gamma-Rays from Aligned NucleiFrom EverandTables of Coefficients for the Analysis of Triple Angular Correlations of Gamma-Rays from Aligned NucleiNo ratings yet
- Duplex Stainless Steels Welding Guidelines EN Juin 2019 WebDocument56 pagesDuplex Stainless Steels Welding Guidelines EN Juin 2019 WebMohamed YousufNo ratings yet
- Iso TR 15608-2017Document13 pagesIso TR 15608-2017richadNo ratings yet
- GT Inspection PDFDocument88 pagesGT Inspection PDFMuhammad Hamza Naveed100% (2)
- Steel PlateDocument38 pagesSteel PlatejazhmanNo ratings yet
- Defects Reduction Using Root Cause Analysis Approach in Gloves Manufacturing UnitDocument11 pagesDefects Reduction Using Root Cause Analysis Approach in Gloves Manufacturing UnitrichadNo ratings yet
- Welding Process PDFDocument1 pageWelding Process PDFZainul Abedin SayedNo ratings yet
- S355 European Standard SteelDocument7 pagesS355 European Standard SteelmaiquelernNo ratings yet
- S460M Steel Plates. Thermomechanical Rolled Weldable Fine Grain Structural SteelDocument2 pagesS460M Steel Plates. Thermomechanical Rolled Weldable Fine Grain Structural SteelrichadNo ratings yet
- 2011-6 TechPresentation SperkoDocument46 pages2011-6 TechPresentation SperkoConnie RodriguezNo ratings yet
- Rules: For Classification and Construction of Sea-Going ShipsDocument228 pagesRules: For Classification and Construction of Sea-Going ShipsrichadNo ratings yet
- LINCOLN SAW Subarc-EngDocument20 pagesLINCOLN SAW Subarc-EngJosue GonzalezNo ratings yet
- Steel GradesDocument8 pagesSteel GradesSanket Arun MoreNo ratings yet
- Ci-21 21 Anexo 7 Tack WeldingDocument1 pageCi-21 21 Anexo 7 Tack WeldingJagat FacifikNo ratings yet
- Welding Procedure Specification (WPS)Document11 pagesWelding Procedure Specification (WPS)richadNo ratings yet
- En 10204-2004 Metallic Products - Types of Inspection DocumentsDocument10 pagesEn 10204-2004 Metallic Products - Types of Inspection DocumentsDalamagas KwnstantinosNo ratings yet
- Steel GradesDocument8 pagesSteel GradesSanket Arun MoreNo ratings yet
- Steel GradesDocument8 pagesSteel GradesSanket Arun MoreNo ratings yet
- 06-10-18-R1 Sembcorp Marine Integrated (Supply of Tubular Pipes)Document92 pages06-10-18-R1 Sembcorp Marine Integrated (Supply of Tubular Pipes)richadNo ratings yet
- SAF-OERLIKON MALAYSIA HANDLING RECOMMENDATION FOR OP121TT DRYBAG AGGLOMERATED FLUXDocument5 pagesSAF-OERLIKON MALAYSIA HANDLING RECOMMENDATION FOR OP121TT DRYBAG AGGLOMERATED FLUXrichadNo ratings yet
- RHS Machine & Recorder PDFDocument3 pagesRHS Machine & Recorder PDFrichadNo ratings yet
- Steve Margaris, Specifications Engineer, Caltrans: SFOBB East Span Seismic Safety ProjectDocument25 pagesSteve Margaris, Specifications Engineer, Caltrans: SFOBB East Span Seismic Safety ProjectthirumalNo ratings yet
- ASME IX Interpretation Part11 PDFDocument40 pagesASME IX Interpretation Part11 PDFrichadNo ratings yet
- 06-10-18-R1 Sembcorp Marine Integrated (Supply of Tubular Pipes)Document92 pages06-10-18-R1 Sembcorp Marine Integrated (Supply of Tubular Pipes)richadNo ratings yet
- ASME IX Interpretation Part11 PDFDocument40 pagesASME IX Interpretation Part11 PDFrichadNo ratings yet
- 18029-05-10 (Nesting For Stopper Plate)Document1 page18029-05-10 (Nesting For Stopper Plate)richadNo ratings yet
- Welding Low Alloy SteelsDocument14 pagesWelding Low Alloy SteelsNanda Al Alif100% (1)
- 1319 3 Guidelines For WeldingDocument64 pages1319 3 Guidelines For Weldingg_sanchetiNo ratings yet
- Oisd 134Document37 pagesOisd 134skgbondNo ratings yet
- Citoflux R00nic 1.2mm Ctod PTGDocument13 pagesCitoflux R00nic 1.2mm Ctod PTGrichadNo ratings yet
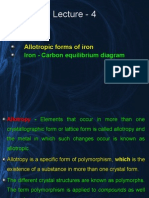
- FMP 221 Lecture 4Document22 pagesFMP 221 Lecture 4SarojKumarSinghNo ratings yet
- Assignment 2 - 2023Document3 pagesAssignment 2 - 2023Andrew ChikuselaNo ratings yet
- Solar Electricity Handbook 2017 EditionDocument212 pagesSolar Electricity Handbook 2017 Editionandreipopa8467% (6)
- Nitrogen and Carbon DioxideDocument0 pagesNitrogen and Carbon DioxideguadalupegomezperezNo ratings yet
- Brazo TB PDFDocument67 pagesBrazo TB PDFRimbertNo ratings yet
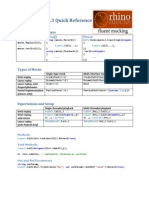
- Rhino MocksDocument3 pagesRhino MocksVenkateswararao KonjetiNo ratings yet
- E-ECU, I/O List: Service InformationDocument3 pagesE-ECU, I/O List: Service Informationxuan100% (3)
- 7150 DD RL InstallationDocument6 pages7150 DD RL InstallationMIGUELNo ratings yet
- Dokumen - Tips Simple Trusses The Method of Joints Zero Force Mikecp1170noteschapter06methodofjointspdfDocument34 pagesDokumen - Tips Simple Trusses The Method of Joints Zero Force Mikecp1170noteschapter06methodofjointspdfWyaette NhengoNo ratings yet
- Ibm Lotus Domino Designer 6 Application Development With Lotus Domino DesignerDocument828 pagesIbm Lotus Domino Designer 6 Application Development With Lotus Domino Designerxuankhanh333No ratings yet
- Work Experience: Kamble Arti Navnath MOB: (+91) 8830600972Document3 pagesWork Experience: Kamble Arti Navnath MOB: (+91) 8830600972KambleNo ratings yet
- Anand Vihar Case StudyDocument4 pagesAnand Vihar Case StudyAnafNo ratings yet
- DR Reporting Made Easy With Report Builder 3.0Document132 pagesDR Reporting Made Easy With Report Builder 3.0robertorojasfeijoNo ratings yet
- Mahmoud Kanan Mohsin: Prepared byDocument27 pagesMahmoud Kanan Mohsin: Prepared byVinisha Vipin SharmaNo ratings yet
- Arcor - enDocument2 pagesArcor - enIker MelladoNo ratings yet
- Confirm Receipt TroubleshootingDocument1 pageConfirm Receipt TroubleshootingMahmoud Ibrahim ElatafawyNo ratings yet
- Aswan High Dam CompletedDocument29 pagesAswan High Dam CompletedAdib HilmanNo ratings yet
- Knowledge Test For The Understanding of Load Chart For Crane Operators and Lifting SupervisorsDocument2 pagesKnowledge Test For The Understanding of Load Chart For Crane Operators and Lifting SupervisorsMohd FadliNo ratings yet
- 250 42aECDocument35 pages250 42aECniknenadNo ratings yet
- Resume - Afiif Prima YunantoDocument3 pagesResume - Afiif Prima YunantoAfiif Prima YunantoNo ratings yet
- NTUST DCE Graduate Program ApplicationDocument1 pageNTUST DCE Graduate Program ApplicationDewi Hindra WijayaNo ratings yet
- CIE5450 Hydrology Catchment and Water Balance PDFDocument68 pagesCIE5450 Hydrology Catchment and Water Balance PDFJohn E Cutipa L100% (1)
- Parts List Tamping Rammer MR68H/MR75RDocument11 pagesParts List Tamping Rammer MR68H/MR75RAugusto Belleza100% (1)
- Ansi Itsdf b56.5Document31 pagesAnsi Itsdf b56.5mohamad3300% (1)
- Dyno Nobel Blast Design and DigiShot Detonators Produce Excellent Results PDFDocument1 pageDyno Nobel Blast Design and DigiShot Detonators Produce Excellent Results PDFGabriel KibindaNo ratings yet
- Ansible On AzureDocument141 pagesAnsible On AzurePendyala SrinivasNo ratings yet
- Hydraulic Cartridge Logic Valves - Hydraulic ValveDocument2 pagesHydraulic Cartridge Logic Valves - Hydraulic Valveasif bashaNo ratings yet
- Controller Operations Manual - XSDAQSBBSHB6 D1Document48 pagesController Operations Manual - XSDAQSBBSHB6 D1chetouani_salimNo ratings yet
- Product Brochure Industrial Regulators Mini Catalog Fisher en en 6033160Document24 pagesProduct Brochure Industrial Regulators Mini Catalog Fisher en en 6033160beepu bipNo ratings yet
- (BS 5955-8-2001) - Plastics Pipework (Thermoplastics Materials) - Specification For The Installation of Thermoplastic Pipes and Associated Fittings For Use in Domestic HoDocument14 pages(BS 5955-8-2001) - Plastics Pipework (Thermoplastics Materials) - Specification For The Installation of Thermoplastic Pipes and Associated Fittings For Use in Domestic HojohnNo ratings yet















![L 02 Energy Balances[1]](https://imgv2-2-f.scribdassets.com/img/document/726007538/149x198/396ef0b90a/1713908770?v=1)