You might also like
- TIG Amp Calculator Chart for Mild Steel & Stainless SteelDocument2 pagesTIG Amp Calculator Chart for Mild Steel & Stainless SteelEnrico959No ratings yet
- Quarter4 M 1 SMAW 10 FinalDocument25 pagesQuarter4 M 1 SMAW 10 FinalTitser Ramca100% (1)
- Beginner's Guide: Traditional RivetingDocument7 pagesBeginner's Guide: Traditional RivetingStephen NomuraNo ratings yet
- SMAW 11 ModueDocument39 pagesSMAW 11 ModueFrancis Rico Mutia Rufon100% (8)
- SHEET METAL DUST PAN REPORTDocument4 pagesSHEET METAL DUST PAN REPORTPrashant Sah60% (5)
- Reaction PaperDocument4 pagesReaction PaperDaryl EstanteNo ratings yet
- Lesson 1 Technical Terms in ResearchDocument4 pagesLesson 1 Technical Terms in Researchdannie puerto94% (18)
- STD 1104 Welding of Pipelines and Related FacilitiesDocument1 pageSTD 1104 Welding of Pipelines and Related FacilitiesJuan CarlosNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingPutry NHy Saya0% (1)
- DLP Square Open ButtDocument5 pagesDLP Square Open ButtTrecita BacoNo ratings yet
- Essentials in WeldingDocument19 pagesEssentials in WeldingJAL KETH ABUEVANo ratings yet
- PDF Q1 Mod 4 SMAW12 EnhancedDocument32 pagesPDF Q1 Mod 4 SMAW12 Enhancedrey ebasanNo ratings yet
- Grade 12: Shielded Metal Arc WeldingDocument10 pagesGrade 12: Shielded Metal Arc WeldingDarry BlanciaNo ratings yet
- SMAW 9 HTask 1Document5 pagesSMAW 9 HTask 1Michael John SegarinoNo ratings yet
- Las Smaw Q3-W1-3Document13 pagesLas Smaw Q3-W1-3Daryl TesoroNo ratings yet
- Welding Techniques and ProcedureDocument11 pagesWelding Techniques and ProcedureDominic Apollo RoblesNo ratings yet
- TVL-SMAW 12 - Week 6 - Lesson 2 - Welding Techniques and ProcedureDocument10 pagesTVL-SMAW 12 - Week 6 - Lesson 2 - Welding Techniques and ProcedureNelPalalonNo ratings yet
- 1g Flat PositionDocument8 pages1g Flat PositionJose GlamayoNo ratings yet
- TVL Smaw11 Q1 M 11Document8 pagesTVL Smaw11 Q1 M 11Earl Christian BonaobraNo ratings yet
- Lesson Plan SmawDocument7 pagesLesson Plan SmawJOHN-REY MANZANONo ratings yet
- 5 - Welding Joints - MST 3, 4Document4 pages5 - Welding Joints - MST 3, 4ryan4munarNo ratings yet
- Micro Demo Smaw 12Document28 pagesMicro Demo Smaw 12Joevan VillaflorNo ratings yet
- Essentials of Welding Carbon Steel PlatesDocument8 pagesEssentials of Welding Carbon Steel PlatesJymaer GeromoNo ratings yet
- Cold ChiselDocument2 pagesCold ChiselCris TolentinoNo ratings yet
- Grade 11: Automotive ServicingDocument39 pagesGrade 11: Automotive ServicingBe MotivatedNo ratings yet
- Welding Carbon Steel Plates Fillet Weld: (Flat, Horizontal Position)Document15 pagesWelding Carbon Steel Plates Fillet Weld: (Flat, Horizontal Position)Vanessa HadJeanxNo ratings yet
- TLE SMAW For DemoDocument3 pagesTLE SMAW For DemoRobin Rafael PescaderoNo ratings yet
- Grade 12 Automotive Servicing ModuleDocument39 pagesGrade 12 Automotive Servicing ModuleHERNAN JAY BUYOK100% (1)
- Q3 Ulas Tle10 Smaw Week7 FinalDocument11 pagesQ3 Ulas Tle10 Smaw Week7 FinalFERNANDO COMEDOY JRNo ratings yet
- QUARTER 4 Module 2Document19 pagesQUARTER 4 Module 2Freddbel CubillasNo ratings yet
- Welding Manual - B TechDocument28 pagesWelding Manual - B TechAditya UNo ratings yet
- q4 Ia Smaw 12 Week 1Document4 pagesq4 Ia Smaw 12 Week 1ALEX SARAOSOSNo ratings yet
- SAN ROQUE NATIONAL HIGH SCHOOL Shielded Metal Arc Welding AssessmentDocument7 pagesSAN ROQUE NATIONAL HIGH SCHOOL Shielded Metal Arc Welding AssessmentTeacher Ronel SDO NavotasNo ratings yet
- Arc Welding ProcessDocument3 pagesArc Welding Processaman abirNo ratings yet
- Soldering: A Concise Guide to Joining Metal PartsDocument41 pagesSoldering: A Concise Guide to Joining Metal Partsメルヴリッ クズルエタNo ratings yet
- Smaw NC I Cot 1 2023Document22 pagesSmaw NC I Cot 1 2023Words Wero Niar MascarinasNo ratings yet
- Remediation Lesson in SMAW NC IIDocument49 pagesRemediation Lesson in SMAW NC IIemmabentonioNo ratings yet
- Essential Welding GuideDocument30 pagesEssential Welding GuideVarun VaruNo ratings yet
- GR 11 ReportDocument14 pagesGR 11 ReportVanessa HadJeanxNo ratings yet
- Sarah Jane Ferrer High School: "Set-Up Welding Positioners, Jigs, and Fixtures"Document8 pagesSarah Jane Ferrer High School: "Set-Up Welding Positioners, Jigs, and Fixtures"Mark Jim Torero0% (1)
- MODULE 5 SMAW 11 12 Q2 XDocument29 pagesMODULE 5 SMAW 11 12 Q2 Xtripleg131922No ratings yet
- Smaw 9 Htask Wk1Document3 pagesSmaw 9 Htask Wk1Romeo Dela RosaNo ratings yet
- SCC - Electonics - Q4M2Weeks3-4 - PASSED NO AKDocument18 pagesSCC - Electonics - Q4M2Weeks3-4 - PASSED NO AKLyle Isaac L. IllagaNo ratings yet
- Essential Variables in Fillet WeldingDocument13 pagesEssential Variables in Fillet WeldingFERNANDO COMEDOY JRNo ratings yet
- Smaw Module 2ndQ 1stDocument6 pagesSmaw Module 2ndQ 1stAdoracion Sales HugoNo ratings yet
- INTRODUCTION TO WELDING (Mod 1) EditedDocument15 pagesINTRODUCTION TO WELDING (Mod 1) EditedFranzon MelecioNo ratings yet
- Validated TVL Smaw11 q3 M 4Document11 pagesValidated TVL Smaw11 q3 M 4tibo bursioNo ratings yet
- Welding DefectsDocument19 pagesWelding Defectsmoez jaouediNo ratings yet
- Welding DefectsDocument19 pagesWelding DefectsJuan Miguel TorresNo ratings yet
- Shielded Metal Arc Welding: Grade 10Document23 pagesShielded Metal Arc Welding: Grade 10Jessel Mejia OnzaNo ratings yet
- Shielded Metal Arc Welding: Grade 10Document23 pagesShielded Metal Arc Welding: Grade 10Jessel Mejia OnzaNo ratings yet
- Set Up Welding EquipmentDocument7 pagesSet Up Welding EquipmentEugenio Jr. MatesNo ratings yet
- q3. Summative Smaw 1st and 2ndDocument4 pagesq3. Summative Smaw 1st and 2ndHERNAN JAY BUYOKNo ratings yet
- SMAW Straight Bead GuideDocument7 pagesSMAW Straight Bead GuideFelix MilanNo ratings yet
- Erzel Ryz B. Luna - Pre-Final Seatwork No.1Document2 pagesErzel Ryz B. Luna - Pre-Final Seatwork No.1Jedan A. TopiagonNo ratings yet
- Smaw 12 Module 1 Grade 12 - CompressDocument39 pagesSmaw 12 Module 1 Grade 12 - CompressMichael LogueNo ratings yet
- Chap 9-SMAW Beads Fillet WeldsDocument47 pagesChap 9-SMAW Beads Fillet WeldsSally Java SenayoNo ratings yet
- Smaw 9 Q3 W1Document6 pagesSmaw 9 Q3 W1Words Wero MascarinasNo ratings yet
- Basic Welding TermsDocument43 pagesBasic Welding TermsmailbkraoNo ratings yet
- Steps For WeldingDocument6 pagesSteps For WeldingEmoxie X - StabyielzNo ratings yet
- Workshop VivaDocument14 pagesWorkshop VivaharoldjoysonNo ratings yet
- Welding Joints Lab ReportDocument5 pagesWelding Joints Lab ReportShashank PhansikarNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalRating: 4.5 out of 5 stars4.5/5 (3)
- Report WordDocument3 pagesReport WordCris TolentinoNo ratings yet
- Motivation Activities QDocument7 pagesMotivation Activities QCris TolentinoNo ratings yet
- Child Development Theories GuideDocument43 pagesChild Development Theories GuideCris TolentinoNo ratings yet
- Motivation Activities QDocument7 pagesMotivation Activities QCris TolentinoNo ratings yet
- Report WordDocument3 pagesReport WordCris TolentinoNo ratings yet
- Blogs - Online Videos - Smart Phones - E-Commerce Portals - Social Media Networks - Online Music - Tables - Smart Watches - PC/ LaptopsDocument10 pagesBlogs - Online Videos - Smart Phones - E-Commerce Portals - Social Media Networks - Online Music - Tables - Smart Watches - PC/ LaptopsCris TolentinoNo ratings yet
- Second Quarter Pta Meeting: Schools Division of PampangaDocument2 pagesSecond Quarter Pta Meeting: Schools Division of PampangaCris TolentinoNo ratings yet
- Gilda CorderoDocument12 pagesGilda CorderoCris TolentinoNo ratings yet
- 2.module 2 Q1 English3 Write A Short Descriptive Paragraph About A Character or Setting in Stories Listened ToDocument16 pages2.module 2 Q1 English3 Write A Short Descriptive Paragraph About A Character or Setting in Stories Listened ToCris Tolentino100% (1)
- Professor Quemadas Last WordsDocument5 pagesProfessor Quemadas Last WordsCris TolentinoNo ratings yet
- 2.module 2 Q1 English3 Write A Short Descriptive Paragraph About A Character or Setting in Stories Listened ToDocument16 pages2.module 2 Q1 English3 Write A Short Descriptive Paragraph About A Character or Setting in Stories Listened ToCris Tolentino100% (1)
- Child Development Theories GuideDocument43 pagesChild Development Theories GuideCris TolentinoNo ratings yet
- Blogs - Online Videos - Smart Phones - E-Commerce Portals - Social Media Networks - Online Music - Tables - Smart Watches - PC/ LaptopsDocument10 pagesBlogs - Online Videos - Smart Phones - E-Commerce Portals - Social Media Networks - Online Music - Tables - Smart Watches - PC/ LaptopsCris TolentinoNo ratings yet
- Mathematics: Quarter IV - Module 1Document32 pagesMathematics: Quarter IV - Module 1Cris Tolentino0% (1)
- Gilda CorderoDocument12 pagesGilda CorderoCris TolentinoNo ratings yet
- TEMPLATE FOR BUSINESS PROPOSALDocument2 pagesTEMPLATE FOR BUSINESS PROPOSALJofanie MeridaNo ratings yet
- Science 8 - Q4 - Week 1 - Lesson 1Document19 pagesScience 8 - Q4 - Week 1 - Lesson 1Cris Tolentino100% (1)
- Reading Comprehension Problems On English Texts Faced by High School Students in MedanDocument11 pagesReading Comprehension Problems On English Texts Faced by High School Students in MedanCris TolentinoNo ratings yet
- Professor Quemadas Last WordsDocument5 pagesProfessor Quemadas Last WordsCris TolentinoNo ratings yet
- Mathematics: Quarter IV - Module 2Document26 pagesMathematics: Quarter IV - Module 2Cris TolentinoNo ratings yet
- Most and Least Learned English 8 2ndDocument1 pageMost and Least Learned English 8 2ndCris TolentinoNo ratings yet
- Program Highlights from Daisy Layug's Appreciation EventDocument3 pagesProgram Highlights from Daisy Layug's Appreciation EventCris TolentinoNo ratings yet
- Portfolio TabsDocument1 pagePortfolio TabsCris TolentinoNo ratings yet
- Editable RPMS PORTFOLIODocument31 pagesEditable RPMS PORTFOLIOAristeoangelinapreseafeliz Mendez84% (31)
- Neral Faculty Meeting 2019Document2 pagesNeral Faculty Meeting 2019Cris TolentinoNo ratings yet
- 1 PB PDFDocument17 pages1 PB PDFSneha NairNo ratings yet
- Minutes 2020Document1 pageMinutes 2020Cris TolentinoNo ratings yet
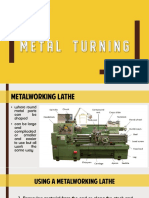
- Introduction in Bench MetaworkDocument4 pagesIntroduction in Bench MetaworkCris TolentinoNo ratings yet
- Notes For Learner Certer LearningDocument4 pagesNotes For Learner Certer LearningCris TolentinoNo ratings yet
- How To Weld Aluminum - 13 Steps (With Pictures) - WikiHowDocument4 pagesHow To Weld Aluminum - 13 Steps (With Pictures) - WikiHowprajneshNo ratings yet
- EHS - ImplementationDocument14 pagesEHS - Implementationsamer alrawashdehNo ratings yet
- SWS Notes 12 Oct - 2Document263 pagesSWS Notes 12 Oct - 2Keng LengNo ratings yet
- Welding Procedure Specification (WPS) : Accordance To ISO 15609-1 (Arc Welding)Document1 pageWelding Procedure Specification (WPS) : Accordance To ISO 15609-1 (Arc Welding)Ramzi BEN AHMEDNo ratings yet
- Iso 14343-2017Document24 pagesIso 14343-2017getatodicaNo ratings yet
- En 1418-1998Document12 pagesEn 1418-1998apostolidis83No ratings yet
- To Edit Per QualificationDocument180 pagesTo Edit Per QualificationMarwin NavarreteNo ratings yet
- Multiple Choice 9 Welding SymbolDocument3 pagesMultiple Choice 9 Welding SymbolPradeepNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Instruction Manual Elite Acdc225 PDFDocument13 pagesInstruction Manual Elite Acdc225 PDFEdwin ParraNo ratings yet
- WQTR 004-2Document2 pagesWQTR 004-2walitedisonNo ratings yet
- Immersion Heaters Screw PlugDocument18 pagesImmersion Heaters Screw PlugEliasNo ratings yet
- Welder and Welding Operator Qualification Test Record (Asme Ix Code)Document1 pageWelder and Welding Operator Qualification Test Record (Asme Ix Code)Neil TaneoNo ratings yet
- Service Manual FDKN-C enDocument36 pagesService Manual FDKN-C enАлександрЛетуновский0% (1)
- P Pasterizator 50 - 1000 ANG 2014 23.10.2014-125dpiDocument6 pagesP Pasterizator 50 - 1000 ANG 2014 23.10.2014-125dpiTata MataNo ratings yet
- CH 6 Weld JointDocument29 pagesCH 6 Weld JointIhsan Naufal RidhwanNo ratings yet
- ISO 9692 1 2013 Welding and Allied ProcessesDocument20 pagesISO 9692 1 2013 Welding and Allied Processesluisgonzalezf95No ratings yet
- Wps SmawDocument1 pageWps SmawFedericoC67% (3)
- Study of Shielded Gases For MIG WeldingDocument5 pagesStudy of Shielded Gases For MIG WeldingRajesh KumarNo ratings yet
- T&D UK Hazardous Area Electrical Equipment DistributorDocument8 pagesT&D UK Hazardous Area Electrical Equipment DistributorJayadevDamodaranNo ratings yet
- Tank # 28 D and 28 E Fabrication Schedule at Kizad by Aarya ENGG Activity 28 D (Tk3) Target Date 28 E (Tk4) Target DateDocument2 pagesTank # 28 D and 28 E Fabrication Schedule at Kizad by Aarya ENGG Activity 28 D (Tk3) Target Date 28 E (Tk4) Target DateValesh MonisNo ratings yet
- Welding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002Document2 pagesWelding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002shervinyNo ratings yet
- Visual Inspection Guide to Welds and Welding DefectsDocument53 pagesVisual Inspection Guide to Welds and Welding DefectsSantoshNo ratings yet
- TESY Heating 2018 EN v3.0 2018 PDFDocument36 pagesTESY Heating 2018 EN v3.0 2018 PDFNikola KurtićNo ratings yet
- The Practical For Welding Engineer PDFDocument11 pagesThe Practical For Welding Engineer PDFRian Suari Aritonang0% (1)
- WPS Index for Annexure III A - Process & Direction Welding Filler MaterialDocument2 pagesWPS Index for Annexure III A - Process & Direction Welding Filler MaterialHari AmruthNo ratings yet
- CHAPTER XIII IBR Welder QualificationDocument11 pagesCHAPTER XIII IBR Welder QualificationAnubhav Lakhmani100% (1)