You might also like
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Tank Fabrication ProcedureDocument11 pagesTank Fabrication ProcedureNurul100% (2)
- PROCEDURE FOR TANK FABRICATION & ERECTIONDocument15 pagesPROCEDURE FOR TANK FABRICATION & ERECTIONsenthilkumarsk88% (8)
- Fabrication and Erection ProcedureDocument13 pagesFabrication and Erection ProcedureshivanshsovNo ratings yet
- Method Statement For Hardscape WorksDocument12 pagesMethod Statement For Hardscape WorksAnish ElmoNo ratings yet
- Job Procedure For Tanks Work: 10 of Ramadan City, Industrial Area A1, EgyptDocument10 pagesJob Procedure For Tanks Work: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Gul Ahmed's 50MW Wind Power Project Foundation ConstructionDocument9 pagesGul Ahmed's 50MW Wind Power Project Foundation ConstructionAnsar WarraichNo ratings yet
- Tank Method Statement - r0Document11 pagesTank Method Statement - r0AravindanNo ratings yet
- B2020-TDC-DEF-005 Dished End Forming R0Document2 pagesB2020-TDC-DEF-005 Dished End Forming R0Ramalingam PrabhakaranNo ratings yet
- Piping Fabrication and Erection ProcedureDocument15 pagesPiping Fabrication and Erection ProcedureMuhammadChabibi83% (6)
- Jacking Procedure PDFDocument14 pagesJacking Procedure PDFmanish pathrabeNo ratings yet
- SKEB-ED-MS-003 (Method Statement For Reinforcement Work, 08.09.2021)Document174 pagesSKEB-ED-MS-003 (Method Statement For Reinforcement Work, 08.09.2021)Tira LakNo ratings yet
- Construction Method Jack UpDocument23 pagesConstruction Method Jack UpMikiRoniWijaya100% (1)
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- Method Statement-Fit-Out WorksDocument18 pagesMethod Statement-Fit-Out WorksВиссам АбдинNo ratings yet
- Surface Preaparation and Painting SpecificiationDocument21 pagesSurface Preaparation and Painting Specificiationvishnu300022No ratings yet
- Grade Beam Procedures Rev 3Document2 pagesGrade Beam Procedures Rev 3Rose ManipolNo ratings yet
- Method StatementDocument6 pagesMethod StatementDave Bryan TorilloNo ratings yet
- 2.procedure For Fabrication and ErectionDocument13 pages2.procedure For Fabrication and Erectionanon_106345234100% (2)
- BMJV-QUA-F19 Method Statement Template R03 Storm WaterDocument11 pagesBMJV-QUA-F19 Method Statement Template R03 Storm WaterTaiwo OshinNo ratings yet
- Method Statement For WTG FoundationDocument7 pagesMethod Statement For WTG FoundationTariq Ali Sial100% (1)
- method statement waterproofingDocument6 pagesmethod statement waterproofingKanul RiyazNo ratings yet
- Job Procedure For Puncture/Floatation/Rain Water Accumulation TestDocument4 pagesJob Procedure For Puncture/Floatation/Rain Water Accumulation Testfaisal jasim100% (1)
- Steel Fabrication Method StatementDocument12 pagesSteel Fabrication Method Statementvolcanox1288% (59)
- Method Statement 2Document35 pagesMethod Statement 2andjelina79No ratings yet
- Iqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Document17 pagesIqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Ali MajeedNo ratings yet
- Block - Brick MasonryDocument1 pageBlock - Brick MasonryGabriel GabeNo ratings yet
- QWTP Coating SpecsDocument17 pagesQWTP Coating Specsrahman196011No ratings yet
- Method Statement With Job Safety Analysis For Road Drains Culverts Road Crossover Final 16 07 2019Document32 pagesMethod Statement With Job Safety Analysis For Road Drains Culverts Road Crossover Final 16 07 2019Imranuddin SyedNo ratings yet
- MS For Installation of SS Tray Under Conveyor at LPG PlantDocument6 pagesMS For Installation of SS Tray Under Conveyor at LPG Plantdadz mingiNo ratings yet
- Method Statement For Piping Fabrication & Erection Work Procedure - BlankDocument9 pagesMethod Statement For Piping Fabrication & Erection Work Procedure - BlankNaning Kusuma100% (1)
- Really InterestingDocument6 pagesReally InterestingmarceloNo ratings yet
- Method StatementDocument6 pagesMethod StatementDave Bryan TorilloNo ratings yet
- De-119951 Monel Sheathing InstallationDocument8 pagesDe-119951 Monel Sheathing InstallationJithuJohn100% (1)
- Method Statement - Installation of Ss & Ms Pipe ScribdDocument12 pagesMethod Statement - Installation of Ss & Ms Pipe Scribddadz mingi100% (7)
- Construction MethodologyDocument10 pagesConstruction MethodologyPramod Kumar AvulaNo ratings yet
- Gel Sop GBP 02Document8 pagesGel Sop GBP 02Rehman FaisalNo ratings yet
- Hot Dip GalvanizeDocument9 pagesHot Dip GalvanizeSreedhar Patnaik.MNo ratings yet
- Scope of Work-Fabrication of Pressure VesselsDocument3 pagesScope of Work-Fabrication of Pressure VesselsAsad Khan100% (2)
- MS-Fabrication of Tower MemberDocument17 pagesMS-Fabrication of Tower MemberShubham PatelNo ratings yet
- MethodeDocument24 pagesMethodemuhamadrafie1975No ratings yet
- BMS-18-1 DoorsDocument16 pagesBMS-18-1 DoorsMoaz AhmedNo ratings yet
- Procedure For FabricationDocument10 pagesProcedure For FabricationKoya ThangalNo ratings yet
- New Storage Tank Construction Method StatementDocument10 pagesNew Storage Tank Construction Method StatementEmmanuel kusimoNo ratings yet
- 225221300-03-403 Structural Design Calculations For Balancing TankDocument177 pages225221300-03-403 Structural Design Calculations For Balancing TankAhmed elsebaeyNo ratings yet
- Q.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteDocument5 pagesQ.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteAws Mohamed100% (1)
- PCC Method StatementDocument10 pagesPCC Method StatementChirag SharmaNo ratings yet
- Work Procedure For Installation of Wall Exhaust Fan & Louver Ventilation (Rev.1)Document15 pagesWork Procedure For Installation of Wall Exhaust Fan & Louver Ventilation (Rev.1)ResearcherNo ratings yet
- Erection 009 CTP Storage TankDocument44 pagesErection 009 CTP Storage Tankgst ajah100% (1)
- Qap SeDocument46 pagesQap SeRohit NegiNo ratings yet
- HVAC Duct Installation ProcedureDocument17 pagesHVAC Duct Installation ProcedureResearcher100% (1)
- Pier (1)Document15 pagesPier (1)GANGARAJU N BNo ratings yet
- AAC Block Masonary - Method StatementDocument2 pagesAAC Block Masonary - Method StatementdawoodnagnurNo ratings yet
- Complete PCB Design Using OrCAD Capture and PCB EditorFrom EverandComplete PCB Design Using OrCAD Capture and PCB EditorRating: 5 out of 5 stars5/5 (1)
- The Architect's Guide to Design-Build ServicesFrom EverandThe Architect's Guide to Design-Build ServicesG. William Quatman, IINo ratings yet
- A Practical Guide to Concrete Pavement Technology for Developing CountriesFrom EverandA Practical Guide to Concrete Pavement Technology for Developing CountriesNo ratings yet
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Information For Optimal Life of Pump Up To 500 BarDocument1 pageInformation For Optimal Life of Pump Up To 500 BarVicky NtrjnNo ratings yet
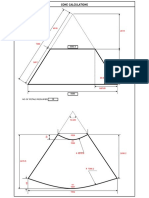
- Cone CalculationDocument3 pagesCone CalculationVicky NtrjnNo ratings yet
- Dimension Book For FlangesDocument18 pagesDimension Book For FlangesHansLopezNo ratings yet
- Cone CalculationDocument3 pagesCone CalculationVicky NtrjnNo ratings yet
- Erection Sequence - Amine StripperDocument3 pagesErection Sequence - Amine StripperVicky NtrjnNo ratings yet
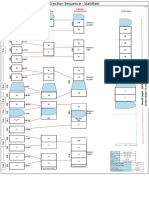
- Erection Sequence - StabilizerDocument3 pagesErection Sequence - StabilizerVicky NtrjnNo ratings yet
- Erection Sequence - Disulphide ScrubberDocument2 pagesErection Sequence - Disulphide ScrubberVicky NtrjnNo ratings yet
- ARC Length PDFDocument13 pagesARC Length PDFVicky NtrjnNo ratings yet
- DISH DIE - 10.04.2019 ModelDocument2 pagesDISH DIE - 10.04.2019 ModelVicky NtrjnNo ratings yet
- DLL SmawDocument6 pagesDLL SmawJurie Fernandez100% (1)
- Polyfin Ag PDFDocument4 pagesPolyfin Ag PDFvranceanu.ovidiu-1No ratings yet
- Architecture SpecificationDocument70 pagesArchitecture SpecificationgunsakNo ratings yet
- S355 420 460 Toughcore Voestalpine EN 020720Document4 pagesS355 420 460 Toughcore Voestalpine EN 020720Joost de HaanNo ratings yet
- Document Title: Welding Procedure Specification: Champion West Phase Iii Dev. Project C030005/ESP MSE BSP (ESP/2)Document1 pageDocument Title: Welding Procedure Specification: Champion West Phase Iii Dev. Project C030005/ESP MSE BSP (ESP/2)Ed FangNo ratings yet
- Leaflet Packo Open TanksDocument4 pagesLeaflet Packo Open TanksRicky Okwir Okello100% (1)
- 10 Different Welding Tools and EquipmentDocument3 pages10 Different Welding Tools and EquipmentHasz Ronquillo87% (15)
- Kete DrumDocument67 pagesKete DrumBart van TarelNo ratings yet
- Ineos - Polypropylene Processing GuideDocument18 pagesIneos - Polypropylene Processing GuideStarchyLittleOleMeNo ratings yet
- 2000AED Instruct. ManualDocument116 pages2000AED Instruct. ManualFreddy H. ShiraneNo ratings yet
- Weld strength calculation guide for fillet weldsDocument20 pagesWeld strength calculation guide for fillet weldsVikash Yadav100% (1)
- FLUXOFIL 31 Cored Wires for C-Mn and Low-Alloy SteelsDocument1 pageFLUXOFIL 31 Cored Wires for C-Mn and Low-Alloy SteelsSandip JadhavNo ratings yet
- Faculty of Engineering, UNIMASDocument4 pagesFaculty of Engineering, UNIMASjohnNo ratings yet
- Welder Skill Test 2007Document8 pagesWelder Skill Test 2007Shivendra RajpootNo ratings yet
- Strange Operation Experience in Synloop Boiler Ends in Extensive Repair of Ammonia Converter CartridgeDocument14 pagesStrange Operation Experience in Synloop Boiler Ends in Extensive Repair of Ammonia Converter CartridgeGrootNo ratings yet
- Failure Mechanisms of C-Steels (API 571)Document90 pagesFailure Mechanisms of C-Steels (API 571)Abdul Gafoor Shaikh50% (2)
- Asme Calculation As Per Sec 8 Div1Document11 pagesAsme Calculation As Per Sec 8 Div1John AlexanderNo ratings yet
- SEA TRIALS OF FAST PILOT VESSELDocument20 pagesSEA TRIALS OF FAST PILOT VESSELSangeethRoshanNo ratings yet
- Request for Welding Procedure ApprovalDocument10 pagesRequest for Welding Procedure ApprovalAlam MD SazidNo ratings yet
- FIG UW-3 ILLUSTRATION OF WELDED JOINT LOCATIONSDocument1 pageFIG UW-3 ILLUSTRATION OF WELDED JOINT LOCATIONSWaqas WaqasNo ratings yet
- POS CAL SF No4 B2 BCF H300x300 7mmweld R0 PDFDocument23 pagesPOS CAL SF No4 B2 BCF H300x300 7mmweld R0 PDFNguyễn Duy QuangNo ratings yet
- Training Regulations for Welding Alloy Steel Pipes Using SMAWDocument70 pagesTraining Regulations for Welding Alloy Steel Pipes Using SMAWIP GNo ratings yet
- AS 4100/amdt 1/2012-02-29Document28 pagesAS 4100/amdt 1/2012-02-29luiscr3806No ratings yet
- Untitled 5Document1 pageUntitled 5அன்புடன் அஸ்வின்No ratings yet
- European Commission Document Summarizes Harmonized Standards for Pressure Equipment DirectiveDocument17 pagesEuropean Commission Document Summarizes Harmonized Standards for Pressure Equipment DirectiveBilel MahjoubNo ratings yet
- CSWIP Question Answers PDFDocument32 pagesCSWIP Question Answers PDFAnonymous SA40GK6100% (2)
- Internship Report 11710608Document46 pagesInternship Report 11710608Janeesh Pal SinghNo ratings yet
- Data Sheet PPR 1002899Document2 pagesData Sheet PPR 1002899Bhoopendra SinghNo ratings yet
- Extracted Pages From ASME B31.8-2018 Gas Transmission and Distribution Piping SystemsDocument1 pageExtracted Pages From ASME B31.8-2018 Gas Transmission and Distribution Piping SystemsRudolph RednoseNo ratings yet
- 304H Buttweld FittingsDocument4 pages304H Buttweld FittingsPetromat Oil and Gas Equipment Pvt. Ltd.No ratings yet