You might also like
- Awwa C907-91-Word.Document24 pagesAwwa C907-91-Word.Jhon Gomez CastellanosNo ratings yet
- Dci Epe Bladder AccumulatorsDocument43 pagesDci Epe Bladder AccumulatorsMiguel YudegoNo ratings yet
- BY: Nagesh HDocument47 pagesBY: Nagesh HSilva NumaNo ratings yet
- EutrophicationDocument8 pagesEutrophicationashuchemNo ratings yet
- API 650 Tank Design CalculationDocument8 pagesAPI 650 Tank Design Calculationmail_younes659283% (29)
- HP Dosing - AgecDocument12 pagesHP Dosing - AgecShameer MajeedNo ratings yet
- Boiler: Heat Sources Materials Energy Boiler EfficiencyDocument10 pagesBoiler: Heat Sources Materials Energy Boiler EfficiencyrpercorNo ratings yet
- Silicate - or Epoxy Zinc PrimersDocument16 pagesSilicate - or Epoxy Zinc PrimersChioibasNicolae100% (1)
- Coal Handling System by RailDocument29 pagesCoal Handling System by Railjkhan_724384No ratings yet
- Rivnut GBDocument36 pagesRivnut GBJeffry KarundengNo ratings yet
- Hydraulic Equipment Manufacturer HistoryDocument28 pagesHydraulic Equipment Manufacturer HistoryRafael.AugustinisNo ratings yet
- Title: Boiler No.:-PH0351 Page No. 1 of 22 Project: M/s Jacobs Netherlands BV A/c Schoonebeek Oil Field Redevelopment ProjectDocument24 pagesTitle: Boiler No.:-PH0351 Page No. 1 of 22 Project: M/s Jacobs Netherlands BV A/c Schoonebeek Oil Field Redevelopment ProjectRamalingam PrabhakaranNo ratings yet
- 1c Low Mass Flux Once Through Boiler Design Application and PDFDocument52 pages1c Low Mass Flux Once Through Boiler Design Application and PDFfrlamontNo ratings yet
- Guidelines For Fuel Gas Line Cleaning Using Compressed Air or NitrogenDocument74 pagesGuidelines For Fuel Gas Line Cleaning Using Compressed Air or NitrogenPriyabrat100% (1)
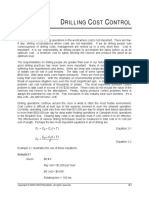
- Chapter 02 Drilling Cost ControlDocument25 pagesChapter 02 Drilling Cost ControlRobertNo ratings yet
- Activated Sludge Calculations With ExcelDocument22 pagesActivated Sludge Calculations With ExcelKaustav Patnaik88% (8)
- Gas Turbine Compressor NotesDocument40 pagesGas Turbine Compressor NotesDayo Idowu100% (3)
- Gas Turbine Compressor NotesDocument40 pagesGas Turbine Compressor NotesDayo Idowu100% (3)
- MODEL: PFTA 1500-4: Ratings & Performance DataDocument4 pagesMODEL: PFTA 1500-4: Ratings & Performance DataAnonymous izGbhcNo ratings yet
- Enhancing Capacity Through Supercritical BoilersDocument81 pagesEnhancing Capacity Through Supercritical BoilersRoslan AliNo ratings yet
- Compressed Air System Basic Study GuideDocument21 pagesCompressed Air System Basic Study Guidejkhan_724384No ratings yet
- Wet CompressionDocument6 pagesWet CompressionjdelosriosNo ratings yet
- Condenser Design Parameters GuideDocument33 pagesCondenser Design Parameters Guidejkhan_724384No ratings yet
- B&W Overfire AirDocument4 pagesB&W Overfire AirJose Lorenzo ToralNo ratings yet
- Developing New Prereforming CatalystsDocument13 pagesDeveloping New Prereforming CatalystsReza RhiNo ratings yet
- Tce Consulting Engineers Limited Design Guide For Auxiliary Steam HeaderDocument12 pagesTce Consulting Engineers Limited Design Guide For Auxiliary Steam HeaderbandithaguruNo ratings yet
- Ash Handling System OverviewDocument24 pagesAsh Handling System Overviewjkhan_724384No ratings yet
- 234-76-11 Longitudinal & Circumferencial Weld Joints & Seams For Pipes, Drums& VesselsDocument3 pages234-76-11 Longitudinal & Circumferencial Weld Joints & Seams For Pipes, Drums& VesselsJKKNo ratings yet
- Furnace 01490Document83 pagesFurnace 01490JKKNo ratings yet
- Blowdown TankDocument1 pageBlowdown TankShameer Majeed0% (1)
- Closed Feed Water HeatersDocument13 pagesClosed Feed Water Heatersjkhan_724384No ratings yet
- Closed Feed Water HeatersDocument13 pagesClosed Feed Water Heatersjkhan_724384No ratings yet
- 2) ESP BasicsDocument60 pages2) ESP BasicsRafki Ismed GhifariNo ratings yet
- Ventilation System Basic Study GuideDocument28 pagesVentilation System Basic Study Guidejkhan_724384No ratings yet
- 9e03 04 Fact Sheet April 2015Document2 pages9e03 04 Fact Sheet April 2015AniNo ratings yet
- Design Guide For Line Sizing of Power Plant PipingDocument27 pagesDesign Guide For Line Sizing of Power Plant Pipingajiths89No ratings yet
- Comparison of Different Gas Turbine Inlet Air Cooling MethodsDocument6 pagesComparison of Different Gas Turbine Inlet Air Cooling MethodsOmair FarooqNo ratings yet
- WP 17Document34 pagesWP 17Tyndall Centre for Climate Change Research100% (2)
- 18-70-05 Fillets Welds Allowable LoadsDocument6 pages18-70-05 Fillets Welds Allowable LoadsJKKNo ratings yet
- Engineering Specification for Ceramic Fiber Blanket InsulationDocument5 pagesEngineering Specification for Ceramic Fiber Blanket InsulationlightsonsNo ratings yet
- 14 ACC Air Side PerformanceDocument24 pages14 ACC Air Side PerformanceShivakumarNo ratings yet
- Siemens Energy FamilyDocument25 pagesSiemens Energy FamilyDavid Enrique Lugo BenavidesNo ratings yet
- Bharat Heavy Electricals Limited Edc - Air Preheaters: WelcomeDocument66 pagesBharat Heavy Electricals Limited Edc - Air Preheaters: Welcomeharpreetresearch100% (3)
- UTW CJSC Steam TurbinesDocument36 pagesUTW CJSC Steam TurbinesvamsiklNo ratings yet
- Guadalupe Clay LoamDocument1 pageGuadalupe Clay LoamMeanne AzucenaNo ratings yet
- Howden Netherlands air condenser performance analysisDocument24 pagesHowden Netherlands air condenser performance analysisDSGNo ratings yet
- 3-77-06 Field Weld Ends Pumps& Valves Conrolled Circulation & CC UnitsDocument10 pages3-77-06 Field Weld Ends Pumps& Valves Conrolled Circulation & CC UnitsJKKNo ratings yet
- Calculate API Gravity and Convert to Specific GravityDocument4 pagesCalculate API Gravity and Convert to Specific GravityAbdurabu AL-MontaserNo ratings yet
- 53-75-09 Butt Welded Joints Details & AssemblyDocument3 pages53-75-09 Butt Welded Joints Details & AssemblyJKKNo ratings yet
- ESP For Bagasse Fired Steam Generators SeminarDocument14 pagesESP For Bagasse Fired Steam Generators SeminarManikandan100% (2)
- 13-61-16 Field Welding Data Sheets & Location DrgsDocument17 pages13-61-16 Field Welding Data Sheets & Location DrgsJKKNo ratings yet
- Steam Boiler ProjectDocument32 pagesSteam Boiler ProjectSwastik BhokareNo ratings yet
- 16-77-03 Field Welding of Fusion Welded PanelsDocument3 pages16-77-03 Field Welding of Fusion Welded PanelsJKKNo ratings yet
- Basics of Boiler DesignDocument92 pagesBasics of Boiler DesignJitender SinghNo ratings yet
- 58-75-02 Field Welding Accessibility For Header Butt Weld JointDocument3 pages58-75-02 Field Welding Accessibility For Header Butt Weld JointJKKNo ratings yet
- Chap 34 PDFDocument16 pagesChap 34 PDFnelson escuderoNo ratings yet
- Chap 28 PDFDocument30 pagesChap 28 PDFnelson escuderoNo ratings yet
- YOSHIMINE WASTE HEAT RECOVERY BOILERSDocument12 pagesYOSHIMINE WASTE HEAT RECOVERY BOILERSardiansyahhandikaNo ratings yet
- A Guide To Assist in Evaluating Liquid Fuel FlamesDocument16 pagesA Guide To Assist in Evaluating Liquid Fuel FlamestinuvalsapaulNo ratings yet
- 11005312-IBR Pipe CalculationDocument40 pages11005312-IBR Pipe CalculationTrishul Nath PallayNo ratings yet
- KG - 008 Write Up For Steam Blowing Scheme For Khargone Units PDFDocument92 pagesKG - 008 Write Up For Steam Blowing Scheme For Khargone Units PDFHimanshu ChaturvediNo ratings yet
- 1 TPH 10.54 KG, Vapi Care PharmaDocument16 pages1 TPH 10.54 KG, Vapi Care PharmashastrysnNo ratings yet
- Damper System For Gas Turbine Exhaust Gas SystemDocument2 pagesDamper System For Gas Turbine Exhaust Gas Systemjkhan_724384No ratings yet
- Round and Rectangular Duct Structural DesignDocument1 pageRound and Rectangular Duct Structural DesignkiranNo ratings yet
- Waste Heat Recovery Equipment ProcurementDocument13 pagesWaste Heat Recovery Equipment ProcurementSubrata Das0% (1)
- Boiler: Sabari Girish N Sr. Engineer (O)Document37 pagesBoiler: Sabari Girish N Sr. Engineer (O)Deepak SinghNo ratings yet
- 1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational ProfileDocument87 pages1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational Profilezerocool86100% (1)
- Fuel FiringDocument39 pagesFuel Firingnetygen1No ratings yet
- CDQ Layout 567Document1 pageCDQ Layout 567Amit BalotNo ratings yet
- Taijune Fire Tube Steam BoilerDocument8 pagesTaijune Fire Tube Steam BoilerAjay GoswamiNo ratings yet
- General Boiler Information on Low-Emission Firetube ModelsDocument10 pagesGeneral Boiler Information on Low-Emission Firetube Modelsnecio77No ratings yet
- Az - Zour R&M Furnace Dimensions - ADocument1 pageAz - Zour R&M Furnace Dimensions - AShameer MajeedNo ratings yet
- Engineering Sheet: Heat Exchanger Capacity Calculation For High-Temperature WaterDocument4 pagesEngineering Sheet: Heat Exchanger Capacity Calculation For High-Temperature WaterTrishul Nath PallayNo ratings yet
- (Brochure) New Coke Oven Plant Posco Krakatau en PDFDocument4 pages(Brochure) New Coke Oven Plant Posco Krakatau en PDFbulituk100% (1)
- 1996 - Misplon - Pinhole Grate Conversions ofDocument4 pages1996 - Misplon - Pinhole Grate Conversions ofmchoi23No ratings yet
- Gas Turbine Air Filtration System Procurement ChecklistDocument9 pagesGas Turbine Air Filtration System Procurement Checklistjkhan_724384No ratings yet
- Aboveground Petroleum Storage Tanks PDFDocument10 pagesAboveground Petroleum Storage Tanks PDFpequenita34No ratings yet
- Aluminium Paint Is 2339Document2 pagesAluminium Paint Is 2339jkhan_724384No ratings yet
- The Factories Act, 1948 INDIADocument71 pagesThe Factories Act, 1948 INDIAArun KumarNo ratings yet
- CFR 2003 Title40 Vol26 ChapI SubchapNDocument668 pagesCFR 2003 Title40 Vol26 ChapI SubchapNjkhan_724384No ratings yet
- Steam Circulation SystemDocument36 pagesSteam Circulation Systemjkhan_724384100% (1)
- Treatment Processes and Systems - CED Engineering PDFDocument66 pagesTreatment Processes and Systems - CED Engineering PDFjkhan_724384No ratings yet
- Steam Circulation SystemDocument36 pagesSteam Circulation Systemjkhan_724384100% (1)
- Breaker Failure Protection GuideDocument40 pagesBreaker Failure Protection GuidesrinivasaphanikiranNo ratings yet
- Mitsubishi F Series Gas Turbine Combined Cycle Operating ExperienceDocument0 pagesMitsubishi F Series Gas Turbine Combined Cycle Operating Experiencevcharles100% (1)
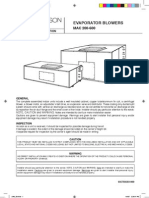
- Fans and Blowers: Types, Efficiency, and Energy SavingsDocument27 pagesFans and Blowers: Types, Efficiency, and Energy Savingsjkhan_724384No ratings yet
- Air Draft SystemDocument40 pagesAir Draft Systemjkhan_724384No ratings yet
- ID FD Logic SystemDocument40 pagesID FD Logic Systemjkhan_724384No ratings yet
- Air Draft SystemDocument40 pagesAir Draft Systemjkhan_724384No ratings yet
- Gas Turbine Air Filtration System Procurement ChecklistDocument9 pagesGas Turbine Air Filtration System Procurement Checklistjkhan_724384No ratings yet
- Chain Pulley Blocks and Electrically Operated HoistsDocument2 pagesChain Pulley Blocks and Electrically Operated Hoistsjkhan_724384No ratings yet
- Coal Handling System by SeaDocument6 pagesCoal Handling System by Seajkhan_724384No ratings yet
- Hydraulically Operated Penstock Protection Butterfly ValvesDocument4 pagesHydraulically Operated Penstock Protection Butterfly Valvesjkhan_724384No ratings yet
- Chlorination SystemDocument4 pagesChlorination Systemjkhan_724384No ratings yet
- Low Pressure Piping SystemsDocument5 pagesLow Pressure Piping Systemsjkhan_724384No ratings yet
- General Checklist For Procurement OF Material Handling System / EquipmentDocument8 pagesGeneral Checklist For Procurement OF Material Handling System / Equipmentjkhan_724384No ratings yet
- Separating The Components of Panacetin PrelabDocument5 pagesSeparating The Components of Panacetin PrelabAmy LaPointe100% (2)
- Polymer Materials From Recycled Plastic in Road ConstructionDocument7 pagesPolymer Materials From Recycled Plastic in Road ConstructionYuv RajNo ratings yet
- This Is A Sample Cover Image For This Issue. The Actual Cover Is Not Yet Available at This Time.Document8 pagesThis Is A Sample Cover Image For This Issue. The Actual Cover Is Not Yet Available at This Time.Denise Maria CandidoNo ratings yet
- Jurnal Eucast LainnyaDocument228 pagesJurnal Eucast Lainnyaonly taaNo ratings yet
- Chemoenzymatic Synthesis of Enantiopure L-Benzofuranyl- and L-Benzobthiophenyl AlaninesDocument12 pagesChemoenzymatic Synthesis of Enantiopure L-Benzofuranyl- and L-Benzobthiophenyl AlaninesabdullahkhanduNo ratings yet
- SAIDI Ball Valves Eng PDFDocument180 pagesSAIDI Ball Valves Eng PDFtrifiloNo ratings yet
- Abs - Basf - Gp22Document2 pagesAbs - Basf - Gp22Marcio NovoNo ratings yet
- Fluid Mechanics Objective Type QuestionsDocument151 pagesFluid Mechanics Objective Type Questionshumbleavi100% (1)
- Nonionic Surfactant Material Safety Data SheetDocument4 pagesNonionic Surfactant Material Safety Data SheetMayank DhawanNo ratings yet
- Comparison of Foaming and Interfacial Properties of Pure Sucrose Monolaurates, Dilaurate and Commercial PreparationsDocument8 pagesComparison of Foaming and Interfacial Properties of Pure Sucrose Monolaurates, Dilaurate and Commercial PreparationsKaan unitedstatesNo ratings yet
- Lecture-1. Introduction To Pharmacology-1Document26 pagesLecture-1. Introduction To Pharmacology-1AbdulahiNo ratings yet
- Poster Concrete (SMY1B) 270612FINALDocument1 pagePoster Concrete (SMY1B) 270612FINALIsalfi JahroNo ratings yet
- Hospital PTC RoleDocument39 pagesHospital PTC RoleSuresh ThanneruNo ratings yet
- Terminalia Tomentosa Research DiabetesDocument4 pagesTerminalia Tomentosa Research DiabetesErshad Shafi AhmedNo ratings yet
- Segregation of WasteDocument6 pagesSegregation of WasteMelem SaraNo ratings yet
- Full Download Auditing and Assurance Services A Systematic Approach 11th Edition Messier Test BankDocument36 pagesFull Download Auditing and Assurance Services A Systematic Approach 11th Edition Messier Test Bankzickshannenukus100% (33)
- AHU Instalation Manual YorkDocument36 pagesAHU Instalation Manual YorkBangto Yibsip50% (2)
- Chapter 5: Analytic Techniques: by Julia C. Drees, Matthew S. Petrie, Alan H.B. WuDocument15 pagesChapter 5: Analytic Techniques: by Julia C. Drees, Matthew S. Petrie, Alan H.B. WuTanveerNo ratings yet
- Avco Flow MeasurementDocument16 pagesAvco Flow MeasurementJandri JacobNo ratings yet
- Azeotropic dataIIDocument104 pagesAzeotropic dataIIDavid KyrejkoNo ratings yet
- Opportunities For Lightweight Vehicles Using Advanced Plastics and CompositesDocument416 pagesOpportunities For Lightweight Vehicles Using Advanced Plastics and CompositesAltairEnlighten100% (1)
- Complete NSO - SOF Chemistry - Class 9th Part 2 - Practice Sheet Notes - (Only PDFDocument4 pagesComplete NSO - SOF Chemistry - Class 9th Part 2 - Practice Sheet Notes - (Only PDFsrijanapple5No ratings yet
- Earth and Planetary Science Letters: Konstantin D. Litasov, Anton Shatskiy, Eiji OhtaniDocument13 pagesEarth and Planetary Science Letters: Konstantin D. Litasov, Anton Shatskiy, Eiji OhtaniLuan TrigoliNo ratings yet
- Protective Coating For Steel StructuresDocument21 pagesProtective Coating For Steel StructurescrazyrimzyNo ratings yet