You might also like
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Method Statement For Installation of Ahu FahuDocument12 pagesMethod Statement For Installation of Ahu FahuMohd Haroon100% (1)
- MS For AIR CURTIANDocument12 pagesMS For AIR CURTIANlike saddamNo ratings yet
- MS 05Document21 pagesMS 05unnicyriacNo ratings yet
- Msra For GRP Piping Installtion in Ro Plant: AE004-S3TU-MS-0002Document71 pagesMsra For GRP Piping Installtion in Ro Plant: AE004-S3TU-MS-0002adnan hanifNo ratings yet
- Lifting Steam Drum 72 Ton by Winch PDFDocument32 pagesLifting Steam Drum 72 Ton by Winch PDFHaGun Gantry100% (1)
- True Blue ProfileDocument18 pagesTrue Blue ProfileNoman KhosaNo ratings yet
- MST Compressed Air PipingDocument62 pagesMST Compressed Air PipingAhmed GamalNo ratings yet
- Method Statement For LPG DismantlingDocument8 pagesMethod Statement For LPG DismantlingHusain abidiNo ratings yet
- MS For Drainage WorksDocument13 pagesMS For Drainage WorksAlaa Ali100% (1)
- Excavation Pr68pogc001Document64 pagesExcavation Pr68pogc001Robert SsebunyaNo ratings yet
- On Plot HydrotestingDocument14 pagesOn Plot HydrotestingShambu S VtkNo ratings yet
- Saudi Aircon Method StatementDocument12 pagesSaudi Aircon Method StatementSavad AlwyeNo ratings yet
- Lps 01 Hti MST Mep 001 Installation of Fuel SystemDocument85 pagesLps 01 Hti MST Mep 001 Installation of Fuel Systemaleemahmed 1090No ratings yet
- AO-SAR-MoS - R2 - SL - Mechanical Works - Part ADocument11 pagesAO-SAR-MoS - R2 - SL - Mechanical Works - Part Afloredex005No ratings yet
- Bitumen Painting MOSDocument10 pagesBitumen Painting MOSebrahimlinda25619No ratings yet
- Road and Paving Work MSDocument29 pagesRoad and Paving Work MSjones100% (4)
- MS-CVL-009 Erection of Hollowcore Slabs 1Document12 pagesMS-CVL-009 Erection of Hollowcore Slabs 1Suju RajanNo ratings yet
- Method Statement & Risk Assessment - Installation of Firefighting WorksDocument17 pagesMethod Statement & Risk Assessment - Installation of Firefighting WorksAbu Muhammed Khwaja100% (3)
- Sunil Bhatia ResumeDocument5 pagesSunil Bhatia Resumepravin gamareNo ratings yet
- MOS For Installation of Exhaust Fans-REV-01Document7 pagesMOS For Installation of Exhaust Fans-REV-01Salman SaifuddinNo ratings yet
- 3999 Dgen 1 19 0008 AfcDocument12 pages3999 Dgen 1 19 0008 AfcRajarajan RajaNo ratings yet
- CV-0013-001 - Method Statement For Excavation and Fill WorkDocument11 pagesCV-0013-001 - Method Statement For Excavation and Fill Work한상호No ratings yet
- MP2019 186 Mec 002Document17 pagesMP2019 186 Mec 002puwe qiheNo ratings yet
- Method Statement For PEX Pipes and Fittings InstallationDocument12 pagesMethod Statement For PEX Pipes and Fittings InstallationGopa Kumar0% (1)
- Released: Company Document No: Document ClassDocument32 pagesReleased: Company Document No: Document ClassShajahan AsanarNo ratings yet
- Method Statement (Contractor) (KIOSK)Document7 pagesMethod Statement (Contractor) (KIOSK)mubeen hassan100% (1)
- 1.method Statement - INSTALLATION OF WATER SUPPLY PIPES & FITTINGSDocument16 pages1.method Statement - INSTALLATION OF WATER SUPPLY PIPES & FITTINGSsarmad spectrumNo ratings yet
- CRW For Shell Tanks (SP - 18 & SP - 21) Refurbishment WorksDocument32 pagesCRW For Shell Tanks (SP - 18 & SP - 21) Refurbishment WorksTALHA AHMAD FAROOQINo ratings yet
- Method Statement For Installation & Testing of Underground Drainage PipingDocument18 pagesMethod Statement For Installation & Testing of Underground Drainage PipingMohammed Mostafa El HaddadNo ratings yet
- T&C Procedure Grease Interceptors Vida Ok 13sept2020Document115 pagesT&C Procedure Grease Interceptors Vida Ok 13sept2020Gopa KumarNo ratings yet
- Method Statement - Drain PipingDocument17 pagesMethod Statement - Drain PipingAnish KumarNo ratings yet
- AO-SAR-MoS - R2 - EF - Mechanical Works - Part BDocument12 pagesAO-SAR-MoS - R2 - EF - Mechanical Works - Part Bfloredex005No ratings yet
- Method Statement For Waterproofing InstallationDocument4 pagesMethod Statement For Waterproofing InstallationYurizal firmansyahNo ratings yet
- MS-PI-005 Underground Pipe Installation (Blank Project)Document12 pagesMS-PI-005 Underground Pipe Installation (Blank Project)Naning KusumaNo ratings yet
- METHOD STATEMENT FOR Grassl - Rev 0Document6 pagesMETHOD STATEMENT FOR Grassl - Rev 0Osama MZNo ratings yet
- Temporary Works of Laydown and Living Camp Area For SEPCO-III AL Taweelah RO Independent Water ProjectDocument8 pagesTemporary Works of Laydown and Living Camp Area For SEPCO-III AL Taweelah RO Independent Water ProjecteshwarNo ratings yet
- SimopsDocument24 pagesSimopsgilbertotiburcio100% (1)
- AO-SAR-MoS - R2 - Structural WorksDocument11 pagesAO-SAR-MoS - R2 - Structural Worksfloredex005No ratings yet
- SG6427-SY-CK0P-MTD-736-004 - Method Statement of Instrument JB Installattion - Rev.BDocument12 pagesSG6427-SY-CK0P-MTD-736-004 - Method Statement of Instrument JB Installattion - Rev.Bbrian sanchezNo ratings yet
- 1.MS For Blasting WorksDocument7 pages1.MS For Blasting WorksRakeshNo ratings yet
- METHOD STATEMENT FOR Planting - Rev 0Document6 pagesMETHOD STATEMENT FOR Planting - Rev 0Osama MZNo ratings yet
- Method Statement For Installation of Earthing & Bonding SystemDocument14 pagesMethod Statement For Installation of Earthing & Bonding SystemProjects INTSNo ratings yet
- KAK-ANA-CFS-CMS-0006 Installation of ShoringDocument6 pagesKAK-ANA-CFS-CMS-0006 Installation of Shoringrickie7809No ratings yet
- Lean Concrete MOSDocument9 pagesLean Concrete MOSebrahimlinda25619No ratings yet
- Method Statment For Cut and Weld WorksDocument4 pagesMethod Statment For Cut and Weld WorksravikumarNo ratings yet
- Method Statement - Soil InvestigationDocument10 pagesMethod Statement - Soil InvestigationKamal Deo ShahNo ratings yet
- QP-GDL-S-001 - QP Guideliens For HAZOPDocument18 pagesQP-GDL-S-001 - QP Guideliens For HAZOPmaheshNo ratings yet
- METHOD STATEMENT FOR System Commissinig and Testing - Rev 0Document5 pagesMETHOD STATEMENT FOR System Commissinig and Testing - Rev 0Osama MZNo ratings yet
- Installation and Energization of LV PanelsDocument7 pagesInstallation and Energization of LV Panelsmidhun muraliNo ratings yet
- Lps 01 Hti MST El 005 Point WiringDocument22 pagesLps 01 Hti MST El 005 Point WiringJomy JohnyNo ratings yet
- AO-SAR-MoS - R2 - E & I WorksDocument15 pagesAO-SAR-MoS - R2 - E & I Worksfloredex005No ratings yet
- RKIPL-WMS 02 - Polyurethane Painting WorkDocument10 pagesRKIPL-WMS 02 - Polyurethane Painting Workvivekwagh09No ratings yet
- 22.MS For HydrotestDocument9 pages22.MS For HydrotestASHWANINo ratings yet
- MST Installation of Pressurization UnitDocument10 pagesMST Installation of Pressurization Unitvictor100% (1)
- Nabina Method Statement For Mirror and Toilet Partition InstallationDocument10 pagesNabina Method Statement For Mirror and Toilet Partition InstallationChris EnyinnayaNo ratings yet
- Shutdown Metering WorkDocument42 pagesShutdown Metering WorkJahanzeb SiyalNo ratings yet
- AO-SAR-MoS - R2 - ScaffoldingsDocument10 pagesAO-SAR-MoS - R2 - Scaffoldingsfloredex005No ratings yet
- Lps-01-Hti-Mst-Me-032 - Method Statement For Foam Fire Fire Supression SystemDocument50 pagesLps-01-Hti-Mst-Me-032 - Method Statement For Foam Fire Fire Supression Systemaleemahmed 1090No ratings yet
- MIP6-CV-0013-001 - Method Statement For Excavation and Fill WorkDocument12 pagesMIP6-CV-0013-001 - Method Statement For Excavation and Fill Work한상호No ratings yet
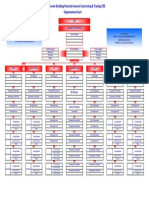
- DR Concrete Organization ChartDocument1 pageDR Concrete Organization ChartNaveed Ahmed MirNo ratings yet
- DR Concrete Organization ChartDocument1 pageDR Concrete Organization ChartNaveed Ahmed MirNo ratings yet
- 09 - Management of ChangeDocument19 pages09 - Management of ChangeDave CNo ratings yet
- Fabrication Inspection ProcedureDocument11 pagesFabrication Inspection Procedurewill_herry100% (6)
- Procedure For WQTDocument13 pagesProcedure For WQTdevikar8umNo ratings yet
- JSA - Painting For PipeDocument6 pagesJSA - Painting For PipeNaveed Ahmed Get-InfoNo ratings yet
- 14 Turbopumps Stations: Lp-Doc-040-01 A01 Lifting Plan For Lifting PipesDocument4 pages14 Turbopumps Stations: Lp-Doc-040-01 A01 Lifting Plan For Lifting PipesNaveed Ahmed MirNo ratings yet
- تسهيل مهمة +موافقة خروجDocument2 pagesتسهيل مهمة +موافقة خروجNaveed Ahmed MirNo ratings yet
- Technical Bid For Electric Heat Tracing SystemDocument27 pagesTechnical Bid For Electric Heat Tracing SystemNaveed Ahmed MirNo ratings yet
- Technical Bid For Electric Heat Tracing SystemDocument27 pagesTechnical Bid For Electric Heat Tracing SystemNaveed Ahmed MirNo ratings yet
- Bo Ride Nozzle CatalogDocument46 pagesBo Ride Nozzle CatalogsossieNo ratings yet
- TR Iec 60335 2 41 2Document66 pagesTR Iec 60335 2 41 2Kazer Kacer0% (1)
- t8001 Thermostat HoneywellDocument6 pagest8001 Thermostat HoneywellnitguptaNo ratings yet
- ME136P-2 Experiment 1.2 AporaDocument7 pagesME136P-2 Experiment 1.2 AporaErol Josef AporaNo ratings yet
- Honeywell Sensing Px3 SeriesDocument7 pagesHoneywell Sensing Px3 SeriesNicolas SirtakysNo ratings yet
- Thin Cylinders: Presented By: Balvinder Budania Asstt - ProfDocument44 pagesThin Cylinders: Presented By: Balvinder Budania Asstt - ProfBalvinderNo ratings yet
- Copper Brass Bronze CW721R High Tensile Brass Manganese Bronze - CZ114Document2 pagesCopper Brass Bronze CW721R High Tensile Brass Manganese Bronze - CZ114alextentwentyNo ratings yet
- Oil Well CementingDocument20 pagesOil Well CementingDozie Kesieme100% (7)
- DPC: Novel Fabric Made by Water Hyacinth (Eichornia PolyesterDocument7 pagesDPC: Novel Fabric Made by Water Hyacinth (Eichornia PolyesterRhian PanaganeNo ratings yet
- CHBE 373 - Water Pollution Control Mid-Term ExamDocument4 pagesCHBE 373 - Water Pollution Control Mid-Term ExamLim Chong SiangNo ratings yet
- CHM510 Exp 5Document12 pagesCHM510 Exp 5NURANISAH NADIAH MOHD NIZAMNo ratings yet
- Datasheet Ni1000SOT 07Document5 pagesDatasheet Ni1000SOT 07Joe SatrianiNo ratings yet
- Appleton Sellos VerticalesDocument2 pagesAppleton Sellos VerticalesArq. Giovanni LopezNo ratings yet
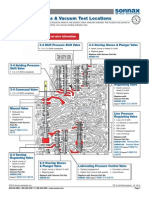
- 722 6 VacTestLocationsDocument4 pages722 6 VacTestLocationsUrszula WalczewskaNo ratings yet
- Methodology For Design Process of A Snap-Fit JointDocument6 pagesMethodology For Design Process of A Snap-Fit JointGhenal RiveraNo ratings yet
- Fdocuments - in Handbook On Seismic Retrofit of Buildings 373 389Document17 pagesFdocuments - in Handbook On Seismic Retrofit of Buildings 373 389vijay joshiNo ratings yet
- Skider GiiiDocument770 pagesSkider GiiiJavi 3586% (7)
- CSWIP 3.1 New Book PDFDocument590 pagesCSWIP 3.1 New Book PDFAsim90% (10)
- Terminal Blocks: J - AccessoriesDocument24 pagesTerminal Blocks: J - Accessoriespaula09No ratings yet
- Stone Blower 1Document22 pagesStone Blower 1kbaker001No ratings yet
- ACS800 GeneralDocument14 pagesACS800 GeneralAnonymous AMQMyB2EbNo ratings yet
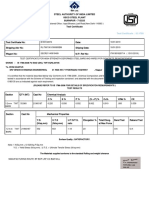
- Test Certificate 12mmDocument1 pageTest Certificate 12mmSabyasachi Bangal67% (9)
- Rele de Proteccion DGPT2 2Document8 pagesRele de Proteccion DGPT2 2WALTERNo ratings yet
- Hydrodealkylation Process (HDA)Document6 pagesHydrodealkylation Process (HDA)Mohammad Bin Fahad100% (1)
- Uses of The Elements and Compounds in Our Daily LifeDocument4 pagesUses of The Elements and Compounds in Our Daily LifeTaibah Nurwahidah Mohamad89% (9)
- Fibers - Honeywell Advanced Fibers and CompositesDocument2 pagesFibers - Honeywell Advanced Fibers and CompositesnitzeebbNo ratings yet
- Nuova Fima MGS18 - 63mmDocument2 pagesNuova Fima MGS18 - 63mmPaweł HejmowskiNo ratings yet
- Designing An Efficient Compressed Air Distribution NetworkDocument12 pagesDesigning An Efficient Compressed Air Distribution Networkosama alabsiNo ratings yet
- Astm D473. SedimentosDocument6 pagesAstm D473. SedimentosgeralNo ratings yet
- Project Standard Specification: Fuel Gas Piping 15194 - Page 1/17Document17 pagesProject Standard Specification: Fuel Gas Piping 15194 - Page 1/17adel rihanaNo ratings yet