You might also like
- Khoá Học Python Cơ Bản Đến Chuyên Sâu - Nestech MớiDocument3 pagesKhoá Học Python Cơ Bản Đến Chuyên Sâu - Nestech MớiLing Vũ100% (1)
- 5 - DayACXH.35 240 24kVDocument22 pages5 - DayACXH.35 240 24kVThanh DangNo ratings yet
- Catalogue Thep HOAPHATDocument6 pagesCatalogue Thep HOAPHAThieu2006No ratings yet
- Jis G3106 2008Document32 pagesJis G3106 2008Toni NguyenNo ratings yet
- S45C Và SS400Document3 pagesS45C Và SS400Tuấn NguyễnNo ratings yet
- Thuật Ngữ Tiếng Anh Chuyên Ngành - Công Nghệ HànDocument3 pagesThuật Ngữ Tiếng Anh Chuyên Ngành - Công Nghệ HànNguyễn Văn Công100% (1)
- QT KSCT (quy trình kiểm soát chuất lượng mẫu)Document11 pagesQT KSCT (quy trình kiểm soát chuất lượng mẫu)Phuoc Phu0% (1)
- Danh Muc Tieu Chuan Quoc Gia Ve HanDocument48 pagesDanh Muc Tieu Chuan Quoc Gia Ve HanAndy Chu100% (1)
- Fairing ProcedureDocument23 pagesFairing ProcedurePham Thanh PhongNo ratings yet
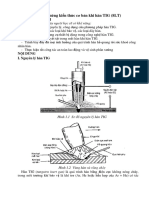
- NHỮNG KIẾN THỨC CƠ BẢN KHI HÀN TỰ ĐỘNG DƯỚI LỚP THUỐC BẢO VỆ HÀN SAWDocument17 pagesNHỮNG KIẾN THỨC CƠ BẢN KHI HÀN TỰ ĐỘNG DƯỚI LỚP THUỐC BẢO VỆ HÀN SAWlâmNo ratings yet
- Giáo Trình Quy Trình Hàn - CĐ Nghề Công Nghiệp Hà Nội - 1289541Document58 pagesGiáo Trình Quy Trình Hàn - CĐ Nghề Công Nghiệp Hà Nội - 1289541QC NGUYENNo ratings yet
- Kinh NghiemDocument2 pagesKinh NghiemNamta GeorgeNo ratings yet
- Heat Input CalculationDocument2 pagesHeat Input CalculationBien NguyenDuyNo ratings yet
- (123doc) - Qui-Trinh-Gia-Cong-Che-Tao-Va-Lap-Dung-Bon-Chua PDFDocument51 pages(123doc) - Qui-Trinh-Gia-Cong-Che-Tao-Va-Lap-Dung-Bon-Chua PDFNguyen HieuNo ratings yet
- Danh Muc Tieu Chuan Lien QuanDocument47 pagesDanh Muc Tieu Chuan Lien QuanHoangNo ratings yet
- 3.3 Các Phương Pháp Hàn - GTAWDocument14 pages3.3 Các Phương Pháp Hàn - GTAWtranngNo ratings yet
- 180413 Cập Nhật Hàng Gia Công SOSDocument268 pages180413 Cập Nhật Hàng Gia Công SOSQuang Pham100% (5)
- Kiểm Tra Không Phá Hủy (Non-Destructive Test) : Bảo Trì Công Nghiệp Việt NamDocument60 pagesKiểm Tra Không Phá Hủy (Non-Destructive Test) : Bảo Trì Công Nghiệp Việt Namlamdainhan10No ratings yet
- 5-Site Organization Chart - V02Document1 page5-Site Organization Chart - V02Tung Doan ThanhNo ratings yet
- 17-Tính Toán Và Kiểm Tra Tiết Diện CộtDocument36 pages17-Tính Toán Và Kiểm Tra Tiết Diện CộtTrương Phước ĐứcNo ratings yet
- Tai Lieu Ve Lien Ket Bu Long Trong Ket Cau Thep PDFDocument49 pagesTai Lieu Ve Lien Ket Bu Long Trong Ket Cau Thep PDFDo Thai SonNo ratings yet
- Ves - G006 - Steel Bolt and Nut StandardDocument5 pagesVes - G006 - Steel Bolt and Nut StandardanhthoNo ratings yet
- HDSD Panasonic Tk-hs91Document5 pagesHDSD Panasonic Tk-hs91Tấn Vũ ĐinhNo ratings yet
- Welding Term and Definition PDFDocument50 pagesWelding Term and Definition PDFtuanNo ratings yet
- Giao Trinh Dao Tao Piping - Pham Ngoc KhanDocument34 pagesGiao Trinh Dao Tao Piping - Pham Ngoc Khanhailay83100% (2)
- Phương Pháp Đúc Li TâmDocument7 pagesPhương Pháp Đúc Li Tâmtungc1a0% (1)
- TCVN 8366 - Binh Chiu Ap Luc PDFDocument381 pagesTCVN 8366 - Binh Chiu Ap Luc PDFductaiutc100% (6)
- TCVN 2289 - 1978 Qua Trinh San Xuat - Yeu Cau Chung Ve An ToanDocument4 pagesTCVN 2289 - 1978 Qua Trinh San Xuat - Yeu Cau Chung Ve An ToanHai LeNo ratings yet
- Phân Lo I Mác Thép Theo TCVN Và TC NgaDocument2 pagesPhân Lo I Mác Thép Theo TCVN Và TC NgaphamlocmtNo ratings yet
- 13-Vat Lieu Etabs TCVN 5574-2018Document8 pages13-Vat Lieu Etabs TCVN 5574-2018Thắngg TrịnhhNo ratings yet
- TCVN 7493 2005 NH A Đư NGDocument7 pagesTCVN 7493 2005 NH A Đư NGNguyen CuongNo ratings yet
- Tiêu chuẩn phân loại và sốDocument4 pagesTiêu chuẩn phân loại và sốtinhoaianNo ratings yet
- SHC 102-00C MSDS - VNDocument9 pagesSHC 102-00C MSDS - VNMinh BảoNo ratings yet
- Ves G006 - Steel Bolt and Nut Standard - Rev00Document10 pagesVes G006 - Steel Bolt and Nut Standard - Rev00anhthoNo ratings yet
- Xây Dựng Nhà Thép Tiền Chế Như Thế NàoDocument7 pagesXây Dựng Nhà Thép Tiền Chế Như Thế NàoNhà thép Tiền ChếNo ratings yet
- Kien Thuc San Pham - Hoa Sen GroupDocument36 pagesKien Thuc San Pham - Hoa Sen Groupkienwoo86% (7)
- Tieu Chuan Astm A572-2018 - VN Đã Check 01Document4 pagesTieu Chuan Astm A572-2018 - VN Đã Check 01hongvy.leNo ratings yet
- TCVN 5709-2009 PDFDocument8 pagesTCVN 5709-2009 PDFThanh Đào50% (2)
- 335 - 396 Chuong XV - Mong Coc Ly Tam Du Ung Luc PDFDocument62 pages335 - 396 Chuong XV - Mong Coc Ly Tam Du Ung Luc PDFTâm PhanNo ratings yet
- Công Nghệ Hàn Trong Đóng TàuDocument129 pagesCông Nghệ Hàn Trong Đóng TàuThanh Nguyen100% (2)
- m.01.12 Phieu Yeu Cau Lam Ro - Phe Duyet (RFI - RFA)Document4 pagesm.01.12 Phieu Yeu Cau Lam Ro - Phe Duyet (RFI - RFA)Tri NguyenNo ratings yet
- Nghiên cứu thiết kế thiết bị hàn vảy thiếc siêu âm PDFDocument25 pagesNghiên cứu thiết kế thiết bị hàn vảy thiếc siêu âm PDFhiepNo ratings yet
- Bài 3 - Tìm Hiểu Về Pipe FittingsDocument5 pagesBài 3 - Tìm Hiểu Về Pipe Fittingstungochai100% (1)
- So Tay Tho HanDocument282 pagesSo Tay Tho HanAnonymous SLI4aGNo ratings yet
- Iso 8501Document12 pagesIso 8501Hiếu TranNo ratings yet
- TCVN 5575 4 2 2021Document231 pagesTCVN 5575 4 2 2021Lê Đình TrọngNo ratings yet
- Giáo Trình Hàn TIGDocument18 pagesGiáo Trình Hàn TIGTieu Ngoc LyNo ratings yet
- He Thong Ki Hieu Vat Lieu Kim LoaiDocument14 pagesHe Thong Ki Hieu Vat Lieu Kim Loaimanowars100% (3)
- Maiak-M Catalogue 2017 Part5Document2 pagesMaiak-M Catalogue 2017 Part5Minh Sơn - HNNo ratings yet
- Rubber Lining Pipe CSRLDocument5 pagesRubber Lining Pipe CSRLSantoso SunarkoNo ratings yet
- VL KC ThepDocument8 pagesVL KC ThepTran Xuan HoangNo ratings yet
- TRÌNH TỰ THIẾT KẾ BỘ TRUYỀN ĐAIDocument11 pagesTRÌNH TỰ THIẾT KẾ BỘ TRUYỀN ĐAINgọc Dũng ĐặngNo ratings yet
- Catalog LSDocument10 pagesCatalog LSvhoa309No ratings yet
- Hau Post-Trần Minh Hải -16X2-Đhkthn: Tính Toán Mgh Dầm ChínhDocument16 pagesHau Post-Trần Minh Hải -16X2-Đhkthn: Tính Toán Mgh Dầm ChínhGia Huy 16 ChâuNo ratings yet
- Book 2Document2 pagesBook 2Võ Trọng HậuNo ratings yet
- APL - 5 - NoIDocument2 pagesAPL - 5 - NoITung ThanhNo ratings yet
- Final Dimension-D5002-004Document2 pagesFinal Dimension-D5002-004nguyenquocbao1990No ratings yet
- Anh Châu - T4Document2 pagesAnh Châu - T4leanhquoc2018No ratings yet
- Bang Gia Thiet Bi Dien Mitsubishi 01 04 2020Document140 pagesBang Gia Thiet Bi Dien Mitsubishi 01 04 2020Tony NguyenNo ratings yet
- Kiểm Tra Khả Năng Chịu Lực Của CộtDocument1 pageKiểm Tra Khả Năng Chịu Lực Của CộtTri TruongNo ratings yet