You might also like
- MRU Material Requisition and TBE Criteria - Rev01Document53 pagesMRU Material Requisition and TBE Criteria - Rev01faizal rizkiNo ratings yet
- Pump Sizing CalculationDocument24 pagesPump Sizing CalculationKim Mora100% (1)
- 220802DBQA50001 - EXCO04 - 56 Project Quality PlanDocument56 pages220802DBQA50001 - EXCO04 - 56 Project Quality PlanZainal Abidin100% (1)
- 3202.31.DIES.24097 - Rev01 - Instruments Material Take-off-R0Document19 pages3202.31.DIES.24097 - Rev01 - Instruments Material Take-off-R0Chidiebere Samuel OkogwuNo ratings yet
- 140706dpga14328 Exde01 05Document5 pages140706dpga14328 Exde01 05Oussama Baddadi100% (1)
- 140107DIEH00192 - Feuilles Des Données Des Instruments - EX-CO - 00Document23 pages140107DIEH00192 - Feuilles Des Données Des Instruments - EX-CO - 00ahmed chakrounNo ratings yet
- ZMDEI-AB-200110-MOS-HW-Sewage WorksDocument24 pagesZMDEI-AB-200110-MOS-HW-Sewage WorksHussam WaleedNo ratings yet
- Credit Card Issuance LogDocument1 pageCredit Card Issuance LogDouglas MaishNo ratings yet
- 3202.31.DIES - INSTRUMENT CABLE SCHEDULE.24015 - Rev02Document6 pages3202.31.DIES - INSTRUMENT CABLE SCHEDULE.24015 - Rev02Chidiebere Samuel OkogwuNo ratings yet
- Dgs-Civil WorksDocument18 pagesDgs-Civil WorksMuhammad NazamNo ratings yet
- General Expenses Form (FF4)Document2 pagesGeneral Expenses Form (FF4)MayorNo ratings yet
- 2.5.6 - Document List 1 - 00250600BGED95047 - CDFE01 - 12Document10 pages2.5.6 - Document List 1 - 00250600BGED95047 - CDFE01 - 12Mohammed HijaziNo ratings yet
- Alternative Source For Gas Supply To Indorama ProjectDocument4 pagesAlternative Source For Gas Supply To Indorama ProjectChidiebere Samuel OkogwuNo ratings yet
- 140706DARV14050 - EXCO00 - 147 - Geotechnical Survey ReportDocument147 pages140706DARV14050 - EXCO00 - 147 - Geotechnical Survey ReportBilel MahjoubNo ratings yet
- Method of Statement For: Hot WorksDocument9 pagesMethod of Statement For: Hot WorksHussam WaleedNo ratings yet
- Zohr Development Project: Zohr Onshore - Sulphur Recovery UnitDocument25 pagesZohr Development Project: Zohr Onshore - Sulphur Recovery UnitMohamedNo ratings yet
- 250611decid1608 Exde01 15 Zfod CommentsDocument17 pages250611decid1608 Exde01 15 Zfod CommentsMohammed HijaziNo ratings yet
- 00250600basg10021 Cdfe03 08Document8 pages00250600basg10021 Cdfe03 08Mohammed HijaziNo ratings yet
- General Specification For Concrete WorksDocument19 pagesGeneral Specification For Concrete WorksNaveed AhmedNo ratings yet
- Pf0009 SLB Pi SPC 0002 - Rev A Vms IdcDocument75 pagesPf0009 SLB Pi SPC 0002 - Rev A Vms Idckaifalam22031981No ratings yet
- Temporary Security FenceDocument21 pagesTemporary Security FenceHussam Waleed100% (1)
- Dgs-Concrete WorksDocument23 pagesDgs-Concrete WorksMuhammad NazamNo ratings yet
- Eni - Iraq Zubair Oil Field Development ProjectDocument11 pagesEni - Iraq Zubair Oil Field Development ProjectMohammed HijaziNo ratings yet
- 250600DBQND0028 - Exde00 - 14 - Managing of Preventive ActionsDocument14 pages250600DBQND0028 - Exde00 - 14 - Managing of Preventive ActionsAbdullah AbdullahNo ratings yet
- 00250600bigc52238 Cdfe02 04Document4 pages00250600bigc52238 Cdfe02 04Mohammed HijaziNo ratings yet
- 250600decid0134 Exde01 38'Document38 pages250600decid0134 Exde01 38'Mohammed HijaziNo ratings yet
- Sop-Signature Log.Document1 pageSop-Signature Log.era.singhNo ratings yet
- 00250600bigb52038 Cdfe02 07Document7 pages00250600bigb52038 Cdfe02 07Mohammed HijaziNo ratings yet
- Piping Specs PDFDocument48 pagesPiping Specs PDFabbas1368No ratings yet
- Basic Specification For Civil WorksDocument19 pagesBasic Specification For Civil WorksNaveed AhmedNo ratings yet
- Zohr Development Project: Process Description 01-340-1-XX-001 / 01-340-2-XX-001 / 01-340-3-XX-001Document16 pagesZohr Development Project: Process Description 01-340-1-XX-001 / 01-340-2-XX-001 / 01-340-3-XX-001MohamedNo ratings yet
- 00250600FPRB08023 CSFS04 27Document27 pages00250600FPRB08023 CSFS04 27Mohammed HijaziNo ratings yet
- Jau-2024 MM Petty Cash Replenishment FormDocument2 pagesJau-2024 MM Petty Cash Replenishment FormalemayehuoycagNo ratings yet
- General Specification For Site Prepation - EarthworksDocument26 pagesGeneral Specification For Site Prepation - EarthworksNaveed AhmedNo ratings yet
- 251213dtebd0662 Exde01 03Document3 pages251213dtebd0662 Exde01 03Mohammed HijaziNo ratings yet
- Inspection & Test Plan TemplateDocument11 pagesInspection & Test Plan Templatefanghao5345No ratings yet
- RFI-Padding and First BF - ZB-137 (2018!08!24)Document3 pagesRFI-Padding and First BF - ZB-137 (2018!08!24)Anonymous VGzHFIiBFNo ratings yet
- 00250600bigc52209 Cdfe02 04Document4 pages00250600bigc52209 Cdfe02 04Mohammed HijaziNo ratings yet
- 251010DFMSTB430 Exde01 15Document15 pages251010DFMSTB430 Exde01 15hussein aliNo ratings yet
- Zohr Development Project: WIRING DIAGRAM FOR Item 016300YA004 A/ 016300YA004 BDocument39 pagesZohr Development Project: WIRING DIAGRAM FOR Item 016300YA004 A/ 016300YA004 BMounir MoNo ratings yet
- 140706DPRB14303 Exde03 79 PDFDocument80 pages140706DPRB14303 Exde03 79 PDFBassem BalghouthiNo ratings yet
- BASIS OF DESIGN FOR MACHINERY AND UtilitiesDocument10 pagesBASIS OF DESIGN FOR MACHINERY AND UtilitiesMajid DixonNo ratings yet
- Turret Piping Springs 14 Jan 2016 PrestressDocument22 pagesTurret Piping Springs 14 Jan 2016 PrestresscatullusNo ratings yet
- LRWC-SEC 17C - Approval of AFS Etc 041423Document3 pagesLRWC-SEC 17C - Approval of AFS Etc 041423Julius Mark Carinhay TolitolNo ratings yet
- 00250600BVSG20009 Cdfe02 12Document12 pages00250600BVSG20009 Cdfe02 12Mohammed HijaziNo ratings yet
- Gate PassDocument1 pageGate PassShailendra SinghNo ratings yet
- 250600decid0134 Exde00 20Document21 pages250600decid0134 Exde00 20Mohammed HijaziNo ratings yet
- Pratappur Rural Municipality - 2077 - 78 - APP - ReportDocument1 pagePratappur Rural Municipality - 2077 - 78 - APP - ReportYadavNepalNo ratings yet
- Certification of Expenses Not Requiring Receipts Certification of Expenses Not Requiring ReceiptsDocument1 pageCertification of Expenses Not Requiring Receipts Certification of Expenses Not Requiring ReceiptsApc ApaoNo ratings yet
- Ghana KYC BusinessBankingDocument2 pagesGhana KYC BusinessBankingYulandi Strachan GerickeNo ratings yet
- PF0009 SLB MR DAT 0008 - Rev.00Document7 pagesPF0009 SLB MR DAT 0008 - Rev.00bmanojkumar16No ratings yet
- Corrective Action Request (CAR) FormDocument1 pageCorrective Action Request (CAR) FormYuzuan OthmanNo ratings yet
- 251010cbmitb848 Exco00-193Document193 pages251010cbmitb848 Exco00-193Ali RaheemNo ratings yet
- PF0009 SLB MR DAT 0009 - Rev.00Document7 pagesPF0009 SLB MR DAT 0009 - Rev.00bmanojkumar16No ratings yet
- 250600DBQRD0008 - Exde00 - 22 - Procedure For Handling, Transport and Storage of Pipes From The Stock Pile To TrenchDocument22 pages250600DBQRD0008 - Exde00 - 22 - Procedure For Handling, Transport and Storage of Pipes From The Stock Pile To TrenchAbdullah AbdullahNo ratings yet
- 251911dtebd1191 Exde01 04Document4 pages251911dtebd1191 Exde01 04Mohammed HijaziNo ratings yet
- 250611DECID1608 - EXDE02 - 27 (Update HH)Document29 pages250611DECID1608 - EXDE02 - 27 (Update HH)Mohammed HijaziNo ratings yet
- Check List 2016Document8 pagesCheck List 2016shihabudeentklsNo ratings yet
- 251213dtebd0654 Exde02 04Document4 pages251213dtebd0654 Exde02 04Mohammed HijaziNo ratings yet
- Presentation in Maintence of Heat ExchangersDocument16 pagesPresentation in Maintence of Heat ExchangersKareem AbdelazizNo ratings yet
- Asme Viii - Div.1 (2019) - Quality Control SystemDocument3 pagesAsme Viii - Div.1 (2019) - Quality Control SystemKareem AbdelazizNo ratings yet
- F (11-16) Requst For Renewal - Qualify WeldersDocument2 pagesF (11-16) Requst For Renewal - Qualify WeldersKareem AbdelazizNo ratings yet
- Qualify For Small Diameter (RT)Document1 pageQualify For Small Diameter (RT)Kareem AbdelazizNo ratings yet
- Combining Procedure Qualification RecordsDocument1 pageCombining Procedure Qualification RecordsKareem AbdelazizNo ratings yet
- ASME - Welder Qualification Register ListDocument1 pageASME - Welder Qualification Register ListKareem AbdelazizNo ratings yet
- ASME - Welder Qualification Register ListDocument1 pageASME - Welder Qualification Register ListKareem AbdelazizNo ratings yet
- Kareem Ebraheem Abdelaziz: Welding QC EngineerDocument2 pagesKareem Ebraheem Abdelaziz: Welding QC EngineerKareem AbdelazizNo ratings yet
- WPS P 011Document3 pagesWPS P 011Kareem AbdelazizNo ratings yet
- ZH P PQR PR01 028Document8 pagesZH P PQR PR01 028Kareem AbdelazizNo ratings yet
- ZH P PQR FR0.31Document6 pagesZH P PQR FR0.31Kareem AbdelazizNo ratings yet
- Ptj-Wps-Sum-List-01-2017 Rev-0 Welding Procedure Specification SummaryDocument1 pagePtj-Wps-Sum-List-01-2017 Rev-0 Welding Procedure Specification SummaryKareem AbdelazizNo ratings yet
- ZH P PQR PR031Document6 pagesZH P PQR PR031Kareem AbdelazizNo ratings yet
- Sumed - TK 01-2017 Rev 0Document4 pagesSumed - TK 01-2017 Rev 0Kareem AbdelazizNo ratings yet
- 28046E01Document72 pages28046E01Kareem AbdelazizNo ratings yet
- 193201DVDAV2147 EXDE02 01 Anchor STRAP DETAILS FOR OFF-SPEC CONDENSATE SLOPE OIL STORAGE TANKDocument1 page193201DVDAV2147 EXDE02 01 Anchor STRAP DETAILS FOR OFF-SPEC CONDENSATE SLOPE OIL STORAGE TANKKareem AbdelazizNo ratings yet
- Piping Classes: Company SpecificationDocument8 pagesPiping Classes: Company SpecificationKareem AbdelazizNo ratings yet
- 193201DVDAS5873 EXDE01 01 Bottom Plate Development For Off Spec Condensate Storage TankDocument1 page193201DVDAS5873 EXDE01 01 Bottom Plate Development For Off Spec Condensate Storage TankKareem AbdelazizNo ratings yet
- Company Specification: Piping and Piping Components of Line For Plants Assembling and Inspection of PipingDocument17 pagesCompany Specification: Piping and Piping Components of Line For Plants Assembling and Inspection of PipingKareem AbdelazizNo ratings yet
- Ayman Ayman Ayman Ayman Mohamed Mohamed Mohamed MohamedDocument4 pagesAyman Ayman Ayman Ayman Mohamed Mohamed Mohamed MohamedKareem AbdelazizNo ratings yet
- Professional Resumes PDFDocument22 pagesProfessional Resumes PDFRajendra ChaudharyNo ratings yet
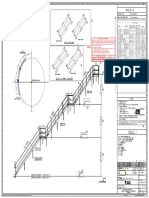
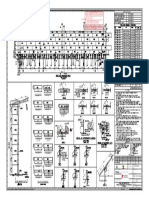
- 193201DVDAS5885 EXDE04 01 Spiral Stairway Assembly For Off Spec Condensate Slop Oil Storage TankDocument1 page193201DVDAS5885 EXDE04 01 Spiral Stairway Assembly For Off Spec Condensate Slop Oil Storage TankKareem AbdelazizNo ratings yet
- لغز الموتDocument84 pagesلغز الموتnuckcheddy100% (1)
- 193201DVGA28006, Off Spec Condensate Storage Tank Rev 04Document8 pages193201DVGA28006, Off Spec Condensate Storage Tank Rev 04Kareem AbdelazizNo ratings yet
- MTC - 4Document9 pagesMTC - 4Kareem AbdelazizNo ratings yet
- 355607-PIP-IS-60714 Rev.1 PIP ISO-Line No. 2-VA-1014-S15A SignedDocument1 page355607-PIP-IS-60714 Rev.1 PIP ISO-Line No. 2-VA-1014-S15A SignedKareem AbdelazizNo ratings yet
- 2015 - Plate Spec Guide PDFDocument80 pages2015 - Plate Spec Guide PDFDanny SeeNo ratings yet
- MoviesDocument1 pageMoviesKareem AbdelazizNo ratings yet
- 193201DVDAS5874 EXDE04 01 Shell Plate Development For Off Spec Condensat...Document1 page193201DVDAS5874 EXDE04 01 Shell Plate Development For Off Spec Condensat...Kareem AbdelazizNo ratings yet
- Unit V BIO-CHEMICAL MEASUREMENTDocument8 pagesUnit V BIO-CHEMICAL MEASUREMENTAleeshaNo ratings yet
- (De Dios) Science ProjectDocument22 pages(De Dios) Science ProjectRoucyzle Ynnah AcidoNo ratings yet
- Kobel CoDocument4 pagesKobel CoCesar ZarateNo ratings yet
- Assignment 2Document3 pagesAssignment 2samy.anesuNo ratings yet
- Ship PreCargo MatrixDocument4 pagesShip PreCargo MatrixRigel NathNo ratings yet
- Corrosion Control - Jack-Up - SP-CO-ENG-CON-06-01Document37 pagesCorrosion Control - Jack-Up - SP-CO-ENG-CON-06-01evenNo ratings yet
- Coiled Tubing Acid Stimulation: The Case of Awi 8-7 Production Well in Salak Geothermal Field, IndonesiaDocument7 pagesCoiled Tubing Acid Stimulation: The Case of Awi 8-7 Production Well in Salak Geothermal Field, IndonesiaHafiizhNurrahmanNo ratings yet
- PTFE Cap1Document6 pagesPTFE Cap1RajanSharmaNo ratings yet
- 1P1 - Anna Kusumawati 323-329Document7 pages1P1 - Anna Kusumawati 323-329imam habibiNo ratings yet
- Pattern Shop InstructionsDocument19 pagesPattern Shop InstructionsSaif UllahNo ratings yet
- Energy Audit Report by CPRIDocument247 pagesEnergy Audit Report by CPRImag_ktps20021520100% (2)
- Polywithe® - 8000 CLDocument1 pagePolywithe® - 8000 CLsébastien cardinaleNo ratings yet
- Soil Water Retention - Soil Moisture Characterestic CurvesDocument36 pagesSoil Water Retention - Soil Moisture Characterestic CurvesGUMMALLA ANIL KUMARNo ratings yet
- Glop Type 8 NFDocument3 pagesGlop Type 8 NFMark Evan SalutinNo ratings yet
- CATALOG Uniweld-Products TYPE17-2Document13 pagesCATALOG Uniweld-Products TYPE17-2Máy cầm tay Hoàng TrungNo ratings yet
- Exp. 7 Analysis of Milk For The Lipids Carbohydrates and ProteinsDocument6 pagesExp. 7 Analysis of Milk For The Lipids Carbohydrates and ProteinsClarice CatorceNo ratings yet
- Evaluation of Predicted Equations For Swelling PotentialDocument6 pagesEvaluation of Predicted Equations For Swelling PotentialGonzalo100% (1)
- Ftir PolymorphDocument7 pagesFtir PolymorphlovehopeNo ratings yet
- Ib Chemistry Data BookletDocument28 pagesIb Chemistry Data BookletPrem AnandNo ratings yet
- Thermit ReactionDocument10 pagesThermit ReactionAndrei PetreNo ratings yet
- Maltito 1Document1 pageMaltito 1Caivy TwinkleNo ratings yet
- Oil and Gas DictionaryDocument47 pagesOil and Gas DictionaryMakutenko Makutenko100% (4)
- Solar Cells and Nanotechnology: Bharathidasan.D, Muhibullah.JDocument4 pagesSolar Cells and Nanotechnology: Bharathidasan.D, Muhibullah.JTanaji PatilNo ratings yet
- Spent Fuel Pool Safety and Performance Chan Young PaikDocument23 pagesSpent Fuel Pool Safety and Performance Chan Young PaikIAEAInformationNo ratings yet
- Science Reviewer 3rd GradingDocument7 pagesScience Reviewer 3rd GradingSean Irvin MirandaNo ratings yet
- Research Papers Structure of The Novel Ternary Hydrides Li TT D (TT Si and Ge)Document6 pagesResearch Papers Structure of The Novel Ternary Hydrides Li TT D (TT Si and Ge)Fadjar MulyaNo ratings yet
- P Block Elements (Q.B) 13thDocument6 pagesP Block Elements (Q.B) 13thRaju SinghNo ratings yet
- KROMA Automatic Clinical Chemistry Analyzer 150 T - H - LINEAR CHEMICALS - PDF Catalogs - Technical DocumentationDocument1 pageKROMA Automatic Clinical Chemistry Analyzer 150 T - H - LINEAR CHEMICALS - PDF Catalogs - Technical Documentationhenok derejeNo ratings yet
- Filter DataDocument6 pagesFilter DataJohnNo ratings yet