You might also like
- Quality Control Process Chart: Prototype Pre-Launch ProductionDocument2 pagesQuality Control Process Chart: Prototype Pre-Launch Productionmaria katherine pantojaNo ratings yet
- Quality Control Process Chart: Prototype Pre-Launch ProductionDocument3 pagesQuality Control Process Chart: Prototype Pre-Launch Productionmaria katherine pantojaNo ratings yet
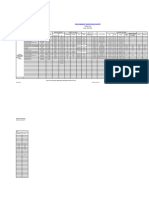
- Procurement Monitoring Report JuneDocument2 pagesProcurement Monitoring Report JuneKaJong JaclaNo ratings yet
- L - FA - Niel T. - WK 06 - Power Cable On Reel Continuity and IR Test.Document1 pageL - FA - Niel T. - WK 06 - Power Cable On Reel Continuity and IR Test.NIEL TANEDONo ratings yet
- 1.PFD 561-89-86933Document8 pages1.PFD 561-89-86933Balaji AnbazaganNo ratings yet
- Use This As Reference For Painting Process It May Be Similar To YoursDocument7 pagesUse This As Reference For Painting Process It May Be Similar To Yoursabdelnasser hasanNo ratings yet
- L - FA - Niel T. - WK03 - FA After Inst. Cable Glanding, Sealing & TerminationDocument1 pageL - FA - Niel T. - WK03 - FA After Inst. Cable Glanding, Sealing & TerminationNIEL TANEDONo ratings yet
- CP-SS BLK-01Document5 pagesCP-SS BLK-01yogesh WakchaureNo ratings yet
- CP Gear Spindle MkeDocument2 pagesCP Gear Spindle Mkeamol vadnereNo ratings yet
- ITP 45a HDD 1Document6 pagesITP 45a HDD 1RASHEED YUSUF100% (1)
- L - FA - Niel T. - wk#06 - Contractors Monitoring & Measuring DeviceDocument1 pageL - FA - Niel T. - wk#06 - Contractors Monitoring & Measuring DeviceNIEL TANEDONo ratings yet
- Process Control Plan FormatDocument1 pageProcess Control Plan FormatSanchit SoniNo ratings yet
- Control PlanDocument2 pagesControl PlanChintamani Giramkar100% (1)
- Maintenance Process Traceability CardDocument1 pageMaintenance Process Traceability Cardmohamed hamedNo ratings yet
- DCA-FRM-EnG-006 R1 Engineering Change NoticeDocument3 pagesDCA-FRM-EnG-006 R1 Engineering Change NoticechoadleyNo ratings yet
- Plating Process Control Plan Template (2738)Document10 pagesPlating Process Control Plan Template (2738)George Hardy100% (1)
- Control Plan - 608 2RS C3Document28 pagesControl Plan - 608 2RS C3trandangbkNo ratings yet
- Plan de Surveillance Pièce PlastiqueDocument2 pagesPlan de Surveillance Pièce PlastiqueFida GhanmiNo ratings yet
- Mechanical&Piping EngineerDocument26 pagesMechanical&Piping EngineerirwanypcNo ratings yet
- Control Plan: Process / Operation DescriptionDocument3 pagesControl Plan: Process / Operation DescriptionsharanNo ratings yet
- Bangalore Tower Material Inspection ReportDocument1 pageBangalore Tower Material Inspection ReportMCCIN L&WNo ratings yet
- TI Air Gauges. JumranDocument1 pageTI Air Gauges. JumranJack SetengahNo ratings yet
- S96029-F07C-ITP-006 Rev0-OSM Exhaust Duct WorkDocument2 pagesS96029-F07C-ITP-006 Rev0-OSM Exhaust Duct WorktinzarmoeNo ratings yet
- Bao Cao N100 91332-06020Document2 pagesBao Cao N100 91332-06020anhthoNo ratings yet
- Bao Cao N100 91332-06020Document2 pagesBao Cao N100 91332-06020anhthoNo ratings yet
- NEW FORMATE Cover CPDocument47 pagesNEW FORMATE Cover CPVeera Mani KNo ratings yet
- ITP - Distribution TransformerDocument6 pagesITP - Distribution TransformerOsman AbdoutNo ratings yet
- Control Plan For Zinc Flake CoatingDocument3 pagesControl Plan For Zinc Flake Coatingx y100% (1)
- WoodwardDocument104 pagesWoodwardwachuwachuNo ratings yet
- PSR&LLDocument15 pagesPSR&LLZain AbidiNo ratings yet
- Control PlanDocument4 pagesControl PlanJosué PérezNo ratings yet
- Casting CPDocument2 pagesCasting CPSuraj RawatNo ratings yet
- OAS-VD-055PPBXII-IE-CTF-0002 - SIL Certificate - REV 0Document4 pagesOAS-VD-055PPBXII-IE-CTF-0002 - SIL Certificate - REV 0Ahmad RezaNo ratings yet
- Cosasco RBS - Rbsa Retriever MaintenanceDocument44 pagesCosasco RBS - Rbsa Retriever MaintenanceSeip SEIPNo ratings yet
- Pm210011-Nui900-Ese-00001 - 02 - Nui-Material Technical Submittal Panel Boards (Nesma United Industry)Document154 pagesPm210011-Nui900-Ese-00001 - 02 - Nui-Material Technical Submittal Panel Boards (Nesma United Industry)Partha SundarNo ratings yet
- Drawing Stats - B.05216Document1 pageDrawing Stats - B.05216Zainal ArifinNo ratings yet
- QAF-012-PMC QAC Staff Daily Activity Report - Rev-A - 04.06.2021Document2 pagesQAF-012-PMC QAC Staff Daily Activity Report - Rev-A - 04.06.2021Berry UmpolaNo ratings yet
- Metallic Tanks - Sample ITPDocument2 pagesMetallic Tanks - Sample ITPSuraj ShettyNo ratings yet
- BIC PEN PROCESS CONTROL PLANDocument6 pagesBIC PEN PROCESS CONTROL PLANAndrea InfanteNo ratings yet
- 220802DJPCME716 Purging Procedure Rev - 00Document21 pages220802DJPCME716 Purging Procedure Rev - 00nimrod napituNo ratings yet
- Pertamina Revitalization Project Expansion Bellow Joints Data SheetDocument14 pagesPertamina Revitalization Project Expansion Bellow Joints Data SheetTommy ArjanggiNo ratings yet
- H0294281 CP UpdatedDocument2 pagesH0294281 CP UpdatedSandeep SinghNo ratings yet
- NGWK PK 0001 VDQC Plit 0006Document7 pagesNGWK PK 0001 VDQC Plit 0006stdshopNo ratings yet
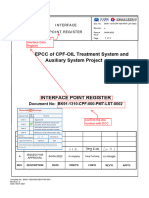
- BK91-1310-CPF-000-PMT-LST-0002 - A - Interface Point Register - C2Document6 pagesBK91-1310-CPF-000-PMT-LST-0002 - A - Interface Point Register - C2raaz.rocky.2023No ratings yet
- 2.npe VD Rot Pid Axgb001 0002Document2 pages2.npe VD Rot Pid Axgb001 0002Jan Richardo GultomNo ratings yet
- Isir - (00003)Document1 pageIsir - (00003)ducthangspktNo ratings yet
- CPSF PR Dat 01 CP2017 004 00 - A1Document39 pagesCPSF PR Dat 01 CP2017 004 00 - A1Siro BabiroNo ratings yet
- UncontrolledDocument31 pagesUncontrolledSerajahmad560% (1)
- Vendor Fabrica Tion Shop Site Construction: QA/QC Inspections: Inspection Test PlanDocument3 pagesVendor Fabrica Tion Shop Site Construction: QA/QC Inspections: Inspection Test PlanSuraj ShettyNo ratings yet
- Form Prpe 2021& SPRDocument5 pagesForm Prpe 2021& SPRsandika galihNo ratings yet
- BellaryDocument31 pagesBellaryShiva0% (1)
- Format change document ECNDocument1 pageFormat change document ECNAnurag ChaudharyNo ratings yet
- Approval of Re-Bar.26!8!2014Document2 pagesApproval of Re-Bar.26!8!2014FahimNo ratings yet
- Mir 142Document1 pageMir 142MCCIN L&WNo ratings yet
- Progress and Audit Report of SKMS Reach-II Oct-2022Document13 pagesProgress and Audit Report of SKMS Reach-II Oct-2022Mahendar ErramNo ratings yet
- E201 - Elec Inspection Test Plan Template Rev 00 11.11Document15 pagesE201 - Elec Inspection Test Plan Template Rev 00 11.11Arbaaz KhanNo ratings yet
- Ame003 02 PDFDocument1 pageAme003 02 PDFThang Nguyen HungNo ratings yet
- 201485-25000-QP-01-B Inspection Test Plan (ITP) For FRP Tank R0Document1 page201485-25000-QP-01-B Inspection Test Plan (ITP) For FRP Tank R0muchamad yasin100% (1)
- 805 300 MW Coal Fired Hybrid Thermal Power Plant With 30 70 Solar Power Concentrator For Econ SHDocument3 pages805 300 MW Coal Fired Hybrid Thermal Power Plant With 30 70 Solar Power Concentrator For Econ SHMaria Katherine Cruz PantojaNo ratings yet
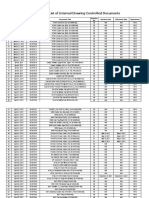
- Master List of Internal DrawingDocument26 pagesMaster List of Internal DrawingMaria Katherine Cruz PantojaNo ratings yet
- Master List of Internal DrawingDocument26 pagesMaster List of Internal DrawingMaria Katherine Cruz PantojaNo ratings yet
- 805 300 MW Coal Fired Hybrid Thermal Power Plant With 30 70 Solar Power Concentrator For Econ SHDocument3 pages805 300 MW Coal Fired Hybrid Thermal Power Plant With 30 70 Solar Power Concentrator For Econ SHMaria Katherine Cruz PantojaNo ratings yet
- Excel For Design 1Document3 pagesExcel For Design 1Maria Katherine Cruz PantojaNo ratings yet
- Development of New Equations For Estimating Gross Calorific Value of Indonesian CoalsDocument10 pagesDevelopment of New Equations For Estimating Gross Calorific Value of Indonesian Coalsmccloud2ordenizaNo ratings yet
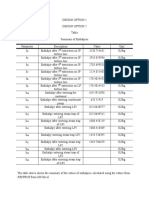
- Tables Withsummary11111Document2 pagesTables Withsummary11111Maria Katherine Cruz PantojaNo ratings yet
- Large Solar Power Plant Capital ExpendituresDocument9 pagesLarge Solar Power Plant Capital ExpendituresMaria Katherine Cruz PantojaNo ratings yet
- STOCKS LIST OUT-SOURCE EPE WHSE FGDocument1 pageSTOCKS LIST OUT-SOURCE EPE WHSE FGMaria Katherine Cruz PantojaNo ratings yet
- No. of Price/Unit Components Units (PHP) : Design Option 1Document4 pagesNo. of Price/Unit Components Units (PHP) : Design Option 1Maria Katherine Cruz PantojaNo ratings yet
- Hybrid UpdatedDocument25 pagesHybrid UpdatedMaria Katherine Cruz PantojaNo ratings yet
- Hybrid UpdatedDocument25 pagesHybrid UpdatedMaria Katherine Cruz PantojaNo ratings yet
- Boiler Calc UpdatedDocument6 pagesBoiler Calc UpdatedMaria Katherine Cruz PantojaNo ratings yet
- JSC The Ural Turbine WorksDocument30 pagesJSC The Ural Turbine WorksMaria Katherine Cruz PantojaNo ratings yet
- Prices UpdatedDocument7 pagesPrices UpdatedMaria Katherine Cruz PantojaNo ratings yet
- Boiler (Coal) Steam Turbine: Ural SiemensDocument4 pagesBoiler (Coal) Steam Turbine: Ural SiemensMaria Katherine Cruz PantojaNo ratings yet
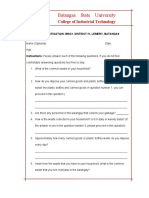
- Batangas State University: College of Industrial TechnologyDocument2 pagesBatangas State University: College of Industrial TechnologyMaria Katherine Cruz PantojaNo ratings yet
- Prices UpdatedDocument7 pagesPrices UpdatedMaria Katherine Cruz PantojaNo ratings yet
- Production of Sterile Water For Injection. WFI (Water For Injection) Manufacturing. Water For Pharmaceutical Purposes.-792178 PDFDocument64 pagesProduction of Sterile Water For Injection. WFI (Water For Injection) Manufacturing. Water For Pharmaceutical Purposes.-792178 PDFGajjkNo ratings yet
- BCD Travel India Pvt. Ltd. invoiceDocument2 pagesBCD Travel India Pvt. Ltd. invoiceBharat BhushanNo ratings yet
- Which of The Following Will Not Improve Return On Investment If Other Factors Remain Constant?Document3 pagesWhich of The Following Will Not Improve Return On Investment If Other Factors Remain Constant?Kath LeynesNo ratings yet
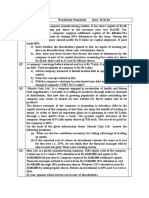
- MCQS Chapter 8 Company Law 2017Document14 pagesMCQS Chapter 8 Company Law 2017BablooNo ratings yet
- B8AF100 CA BG - Irish Perfumes LTD - Oct 2020Document8 pagesB8AF100 CA BG - Irish Perfumes LTD - Oct 2020Filzah Ahmad Abd GarniNo ratings yet
- Section A Group 1 Final SubmissionDocument31 pagesSection A Group 1 Final SubmissionAayush SaxenaNo ratings yet
- Discussion Green ProcurementDocument10 pagesDiscussion Green ProcurementNurul AdilaNo ratings yet
- Adjustments Quiz 1 - Answer KeyDocument7 pagesAdjustments Quiz 1 - Answer KeyAngelie JalandoniNo ratings yet
- SBI Seeks Insolvency of Western Refrigeration over GuaranteeDocument16 pagesSBI Seeks Insolvency of Western Refrigeration over Guaranteeveer vikramNo ratings yet
- Carter Case 1: Q. Make A List of Five Specific HR Problems You Think Carter Cleaning Will Have To Grapple WithDocument2 pagesCarter Case 1: Q. Make A List of Five Specific HR Problems You Think Carter Cleaning Will Have To Grapple WithNitesh Mehla100% (1)
- Philippine Income Taxation QuizDocument4 pagesPhilippine Income Taxation QuizRezhel Vyrneth TurgoNo ratings yet
- Export Advance Payment - ApplicationDocument1 pageExport Advance Payment - ApplicationKumar SwamyNo ratings yet
- Emergency Response Plan Final NotesDocument6 pagesEmergency Response Plan Final Notesviren thakkarNo ratings yet
- MCQ Monopolistic & Oligopolistic Competition PDFDocument5 pagesMCQ Monopolistic & Oligopolistic Competition PDFAJAY KUMAR SAHUNo ratings yet
- 04 PM-Tricks - CostDocument27 pages04 PM-Tricks - CostMahmoud HagagNo ratings yet
- Heizer Om13 TB 07sDocument37 pagesHeizer Om13 TB 07sSHANXIU WANNo ratings yet
- M02 CILO14 WK07to12 Partnership LiquidationDocument15 pagesM02 CILO14 WK07to12 Partnership LiquidationHoney Faith Dela CruzNo ratings yet
- BSNS201 L2 Intergenerational Business - 2023Document23 pagesBSNS201 L2 Intergenerational Business - 2023isabel bruceNo ratings yet
- 1 Eli Lilly Case StudyDocument5 pages1 Eli Lilly Case Studytiiworks50% (2)
- Abh KraDocument1 pageAbh Krarajtt1354No ratings yet
- Ocobee River Rafting Company profit analysisDocument4 pagesOcobee River Rafting Company profit analysiskristine torresNo ratings yet
- GROUP 5 PPT Financial Forecasts and Expected Returns Risks and ContingenciesDocument59 pagesGROUP 5 PPT Financial Forecasts and Expected Returns Risks and ContingenciesArtisan PHNo ratings yet
- Grade 10Document115 pagesGrade 10Manuelo Vangie100% (1)
- MGT101 QUIZ 3 MODULES 11-14Document6 pagesMGT101 QUIZ 3 MODULES 11-14Nauman Marwat100% (1)
- Case Analysis: Bain & Company's IT Practice: Problem StatementDocument1 pageCase Analysis: Bain & Company's IT Practice: Problem StatementVishal SairamNo ratings yet
- FM NumericalDocument3 pagesFM NumericalNitin KumarNo ratings yet
- Jam 2023Document35 pagesJam 2023iamphilospher1No ratings yet
- The LatAm Tech Report 2023Document285 pagesThe LatAm Tech Report 2023rnraphaNo ratings yet
- You Exec - MECE Principle FreeDocument6 pagesYou Exec - MECE Principle FreefullaNo ratings yet
- Aurobindo Pharma - Investor Presentation - INR - Sep 22 1Document30 pagesAurobindo Pharma - Investor Presentation - INR - Sep 22 1Hari KiranNo ratings yet