You might also like
- bánh răng liền trục bài tập lớn cơ khí đại cương đại học bách khoa hà nộiDocument17 pagesbánh răng liền trục bài tập lớn cơ khí đại cương đại học bách khoa hà nộiDuy Chiến100% (1)
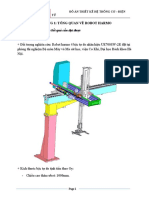
- (123doc) Do An Canh Tay Robot 6 Bac Tu DoDocument94 pages(123doc) Do An Canh Tay Robot 6 Bac Tu DoMinh Thuan NguyenNo ratings yet
- Thiết Kế Dây Chuyền Đếm Và Đóng Gói Sản PhẩmDocument30 pagesThiết Kế Dây Chuyền Đếm Và Đóng Gói Sản PhẩmCarlosNo ratings yet
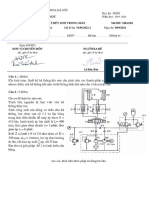
- 9 9 De thi cuối kỳ mon tự động hoa thuy khi trong máy kỳ 20202Document2 pages9 9 De thi cuối kỳ mon tự động hoa thuy khi trong máy kỳ 20202Nam Lê ĐìnhNo ratings yet
- THIẾT KẾ MÁY BẮN ĐÁDocument4 pagesTHIẾT KẾ MÁY BẮN ĐÁDươngNo ratings yet
- Báo Cáo Môn Học Cơ Sở Máy Cnc-Me4088Document10 pagesBáo Cáo Môn Học Cơ Sở Máy Cnc-Me4088ANH TIEN TRANNo ratings yet
- Báo Cáo Đ Án 2Document26 pagesBáo Cáo Đ Án 2Vũ Mạnh CườngNo ratings yet
- đồ án tay gắp 2 bậc tịnh tiếnDocument61 pagesđồ án tay gắp 2 bậc tịnh tiếnNguyễn Huy Toàn0% (1)
- Dieu Khien Vi Tri Dong Co DC ServoDocument37 pagesDieu Khien Vi Tri Dong Co DC ServoHợp MinhNo ratings yet
- Bài thí nghiệm số 4Document9 pagesBài thí nghiệm số 4Ân Nguyễn VănNo ratings yet
- bài tập lớn tự động hóa thủy khíDocument14 pagesbài tập lớn tự động hóa thủy khíNguyễn Minh ĐứcNo ratings yet
- Báo Cáo Robot CN DemoDocument44 pagesBáo Cáo Robot CN DemoVũ Mạnh CườngNo ratings yet
- Đo An Tot NghiepDocument31 pagesĐo An Tot NghiepLong Vu BuiNo ratings yet
- AGV xylanh điệnDocument97 pagesAGV xylanh điệnNguyễn Huy ToànNo ratings yet
- Hệ thống nguồn động lực trên máy CNCDocument11 pagesHệ thống nguồn động lực trên máy CNCVũ Mạnh Cường0% (1)
- Báo-Cáo Nhom10Document8 pagesBáo-Cáo Nhom10Vũ HoàngNo ratings yet
- Khảo Sát Độ Chính Xác Robot Hàn Khung Vỏ ô TôDocument86 pagesKhảo Sát Độ Chính Xác Robot Hàn Khung Vỏ ô TôMan EbookNo ratings yet
- 17151071 - Đồ án 2 tự động hóa - Xe 2 bánh tự cần bằng - Hồ Lê Long ThiênDocument49 pages17151071 - Đồ án 2 tự động hóa - Xe 2 bánh tự cần bằng - Hồ Lê Long ThiênLinh Le Ba100% (1)
- 307268376 Đồ an thiết kế hệ thống dẫn hướng may CNC PDFDocument46 pages307268376 Đồ an thiết kế hệ thống dẫn hướng may CNC PDFTran Van TienNo ratings yet
- PBL thiết kế hộp giảmDocument72 pagesPBL thiết kế hộp giảmLân NguyễnNo ratings yet
- (123doc) Do An Tinh Toan Thiet Ke Truc KhuyuDocument30 pages(123doc) Do An Tinh Toan Thiet Ke Truc KhuyuÚc Trương ĐìnhNo ratings yet
- Phân Tích Hệ Thống Sản Xuất Linh Hoạt (FMS50)Document11 pagesPhân Tích Hệ Thống Sản Xuất Linh Hoạt (FMS50)Tieu Ngoc LyNo ratings yet
- BÃI ĐỖ XE Thông Minh Xoay Vòng Kiểu ĐứngDocument57 pagesBÃI ĐỖ XE Thông Minh Xoay Vòng Kiểu ĐứngBravo BravoNo ratings yet
- Đồ án thiết kế hệ thống cơ khí robot SCARA 4 bậc tự doDocument63 pagesĐồ án thiết kế hệ thống cơ khí robot SCARA 4 bậc tự dos2mrluffys2100% (1)
- Xe Dò LineDocument2 pagesXe Dò LineTrí Chốt100% (1)
- Tính Toán Vít Me BiDocument26 pagesTính Toán Vít Me BiMohamet Vuong100% (2)
- Bao CaoDocument38 pagesBao CaoNguyễn Xuân TrườngNo ratings yet
- Đồ án thiết kế hệ thống cơ điện tử - Bản vẽ mạch điệnDocument1 pageĐồ án thiết kế hệ thống cơ điện tử - Bản vẽ mạch điệnTRAN LAM TRUONGNo ratings yet
- BỘ CÂU HỎI CHUẨN BỊ KHI BẢO VỆ ĐỒ ÁN CƠ SỞ THIẾT KẾ MÁYDocument3 pagesBỘ CÂU HỎI CHUẨN BỊ KHI BẢO VỆ ĐỒ ÁN CƠ SỞ THIẾT KẾ MÁY35.Hoàng Xuân TânNo ratings yet
- Đồ án tkht cđt chỉnh sửa lần 2 phương án 2Document22 pagesĐồ án tkht cđt chỉnh sửa lần 2 phương án 2Son Nguyen0% (1)
- Do An Mon OmniDocument21 pagesDo An Mon OmniNguyễn Viết KhiêmNo ratings yet
- 171. Tập BG Truyền động điệnDocument249 pages171. Tập BG Truyền động điệntran dung100% (1)
- Báo cáo thí nghiệm Công nghệ CNCDocument17 pagesBáo cáo thí nghiệm Công nghệ CNCTrần Văn Phương50% (4)
- BÀI TẬP LỚN MÔN CÔNG NGHỆ CNCDocument9 pagesBÀI TẬP LỚN MÔN CÔNG NGHỆ CNCphamthilanhuongNo ratings yet
- Tim Hieu Ve Canh Tay Robot Irb2400 AbbDocument38 pagesTim Hieu Ve Canh Tay Robot Irb2400 AbbNguyễn Ngọc TrungNo ratings yet
- PBL3 Thuyetminh NguyenDinhHaiTuong LeHuuTrongKhiemDocument84 pagesPBL3 Thuyetminh NguyenDinhHaiTuong LeHuuTrongKhiemTrần Ngọc BiểnNo ratings yet
- Thiết kế quỹ đạo chuyển động là xây dựng quy luật chuyển động cho các khâu của robot đảm bảo thỏa mãn về vị tríDocument4 pagesThiết kế quỹ đạo chuyển động là xây dựng quy luật chuyển động cho các khâu của robot đảm bảo thỏa mãn về vị tríHoàng ViệtNo ratings yet
- Bánh Răng TR 28-11-2019Document75 pagesBánh Răng TR 28-11-2019MinhAnhNo ratings yet
- DamhDocument60 pagesDamhTrần Đức ToànNo ratings yet
- Pham Công ThắngDocument51 pagesPham Công ThắngCao KhảiNo ratings yet
- (123doc) - Thiet-Ke-Va-Che-Tao-Canh-Tay-Robot-4-Bac-Tu-Do-Phan-Loai-San-Pham-Co-Ung-Dung-Xu-Ly-AnhDocument56 pages(123doc) - Thiet-Ke-Va-Che-Tao-Canh-Tay-Robot-4-Bac-Tu-Do-Phan-Loai-San-Pham-Co-Ung-Dung-Xu-Ly-Anhtú nguyễnNo ratings yet
- 4 Toàn S ADocument91 pages4 Toàn S ABùi Bá Đức100% (1)
- Thuyet MinhDocument74 pagesThuyet MinhHUY NGUYỄN PHƯƠNG PHÚCNo ratings yet
- Tổng quan về Robot song songDocument43 pagesTổng quan về Robot song songRobert Duncan100% (1)
- Mẫu báo cáo xe tự cân bằngDocument37 pagesMẫu báo cáo xe tự cân bằngNguyễnQuốcAnNo ratings yet
- Do An Thiet Ke He Thong Dieu Khien Cho Robot ScaraDocument49 pagesDo An Thiet Ke He Thong Dieu Khien Cho Robot ScaraMinh TrầnNo ratings yet
- Robot Hut BuiDocument18 pagesRobot Hut BuiNguyễn Đức CườngNo ratings yet
- Đồánhệthốngcơkhímodule2Document47 pagesĐồánhệthốngcơkhímodule2Mít Tơ TươiNo ratings yet
- Xe T HànhDocument75 pagesXe T HànhThanh PhạmNo ratings yet
- Đ Án RobotDocument69 pagesĐ Án RobotMin NgọcNo ratings yet
- Robotic 1Document158 pagesRobotic 1ongvovek51100% (2)
- Đề thi PLCDocument8 pagesĐề thi PLCCao Văn PhongNo ratings yet
- (123doc) Tinh Toan Thiet Ke Canh Tay Robot 6 Bac Tu DoDocument147 pages(123doc) Tinh Toan Thiet Ke Canh Tay Robot 6 Bac Tu DoHòa PhạmNo ratings yet
- RÁC THẢI ĐIỆN TỬDocument17 pagesRÁC THẢI ĐIỆN TỬngdinh28100% (1)
- Phanducminhluan-5851031021 TieuluantrangbidienDocument58 pagesPhanducminhluan-5851031021 TieuluantrangbidienLuân PhanNo ratings yet
- Câu hỏi bảo vệ đồ ánDocument3 pagesCâu hỏi bảo vệ đồ ánTam PhamNo ratings yet
- Đồ Án Tốt Nghiệp Tiến + HiếuDocument136 pagesĐồ Án Tốt Nghiệp Tiến + HiếuTrần Đình HiếuNo ratings yet
- Đồ Án Chế Tạo Máy HànDocument25 pagesĐồ Án Chế Tạo Máy HànViệt Hưng NguyễnNo ratings yet
- So sánh máy công cụ CNC và máy công cụ truyền thống về điểm giống nhauDocument24 pagesSo sánh máy công cụ CNC và máy công cụ truyền thống về điểm giống nhaulê hiếuNo ratings yet
- QLSX - Bai Tap Du BaoDocument18 pagesQLSX - Bai Tap Du BaoHứa Ký NgânNo ratings yet
- Truyền động trục chínhDocument5 pagesTruyền động trục chínhHứa Ký NgânNo ratings yet
- ComputerNetworkDocument220 pagesComputerNetworkHứa Ký NgânNo ratings yet
- LU Ận Văn Tốt NghiệpDocument7 pagesLU Ận Văn Tốt NghiệpHứa Ký NgânNo ratings yet
- FPT Bu I 3Document24 pagesFPT Bu I 3Hứa Ký NgânNo ratings yet
- Tính Toán Flyback ConverterDocument19 pagesTính Toán Flyback ConverterHứa Ký NgânNo ratings yet
- OKRs 1Document35 pagesOKRs 1Hứa Ký NgânNo ratings yet
- Homework 1Document4 pagesHomework 1Hứa Ký NgânNo ratings yet
- Tai Lieu Soạn Thảo Văn Bản - Microsoft Office Word - Tin Học Sao ViệtDocument98 pagesTai Lieu Soạn Thảo Văn Bản - Microsoft Office Word - Tin Học Sao ViệtHứa Ký NgânNo ratings yet
- Python - SGK Tin Hoc 11 FullDocument102 pagesPython - SGK Tin Hoc 11 FullHứa Ký Ngân100% (1)
- Homework 1Document4 pagesHomework 1Hứa Ký NgânNo ratings yet