You might also like
- Method of Statement For Cold CuttingDocument12 pagesMethod of Statement For Cold Cuttingbabjihanumanthu100% (2)
- Kirloskar Dry Type Transformer MQPDocument6 pagesKirloskar Dry Type Transformer MQPNaresh RajuNo ratings yet
- QuadFoam 500 - Installation Guide - June 2014Document9 pagesQuadFoam 500 - Installation Guide - June 2014Jorge CordobaNo ratings yet
- Eng052 20erw 000 Qa WQS 0015 000 - 01Document6 pagesEng052 20erw 000 Qa WQS 0015 000 - 01Mohammed ShehinNo ratings yet
- Eng052 20erw 000 Qa WQS 0004 000 - 01Document7 pagesEng052 20erw 000 Qa WQS 0004 000 - 01Mohammed ShehinNo ratings yet
- Eng052 20erw 000 Qa WQS 0013 000 - 01Document6 pagesEng052 20erw 000 Qa WQS 0013 000 - 01Mohammed ShehinNo ratings yet
- Ahmad Al Yafei: Pon IfDocument2 pagesAhmad Al Yafei: Pon IfaqeelNo ratings yet
- MSRA - ELE-01 Rev1 Installation of PVC ConduitDocument30 pagesMSRA - ELE-01 Rev1 Installation of PVC ConduitjavedNo ratings yet
- MSRA - ELE-02 Installation of UPVC DuctDocument32 pagesMSRA - ELE-02 Installation of UPVC DuctjavedNo ratings yet
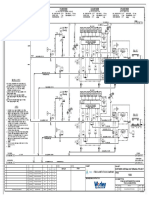
- V-315A-0010-210 - 4 Piping & Instrument Diagram (P&ID) - JVC APPROVALDocument7 pagesV-315A-0010-210 - 4 Piping & Instrument Diagram (P&ID) - JVC APPROVALAugustus NguyễnNo ratings yet
- Structure Steel Design Calculation (Closed Drain Pump)Document359 pagesStructure Steel Design Calculation (Closed Drain Pump)vamcodong100% (1)
- Bolt Stud Weld Procedure - R0Document15 pagesBolt Stud Weld Procedure - R0Ganjar Dreadlocks Nugraha100% (1)
- MSRA - ELE-03 Installation of Earthing SYstemDocument31 pagesMSRA - ELE-03 Installation of Earthing SYstemjavedNo ratings yet
- Marjan Increment Program - PKG 10 Gas Treatment & Sulfur Recovery Tanajib Gas Plant ProjectDocument32 pagesMarjan Increment Program - PKG 10 Gas Treatment & Sulfur Recovery Tanajib Gas Plant ProjectRajesh VelembathNo ratings yet
- Nfe1 Ing CC MSC 00040 Rev 1 Code BDocument85 pagesNfe1 Ing CC MSC 00040 Rev 1 Code Bsaraku1311No ratings yet
- Gac Wps P Ss 002 Rev ADocument34 pagesGac Wps P Ss 002 Rev Arajan chaubeyNo ratings yet
- CS 220802djpcme714 Exco00 13Document2 pagesCS 220802djpcme714 Exco00 13nimrod napituNo ratings yet
- Valve Material specC19032-PP-GEN-SPE-102 - 0 - AFCDocument95 pagesValve Material specC19032-PP-GEN-SPE-102 - 0 - AFCZed WangNo ratings yet
- RFX 2332301326Document2 pagesRFX 2332301326Mena KamelNo ratings yet
- MSCL-SEC-CIV-LAY-016 - Rev.0Document1 pageMSCL-SEC-CIV-LAY-016 - Rev.0Mohd Sami UddinNo ratings yet
- A2001-0003 - Rev.f - Condensate Filter GA DrawingDocument4 pagesA2001-0003 - Rev.f - Condensate Filter GA DrawingvamcodongNo ratings yet
- Vn3110-Cv2-A-Pro-5086 - 00 ApprovedDocument40 pagesVn3110-Cv2-A-Pro-5086 - 00 Approvedakın bektaşNo ratings yet
- MICC 1200061457, P.O 4100003563, Nike, T&PDocument1 pageMICC 1200061457, P.O 4100003563, Nike, T&PSharad SinghNo ratings yet
- 220802DJPCME714 Rev01 Pipeline Drying and Draining ProcedureDocument15 pages220802DJPCME714 Rev01 Pipeline Drying and Draining Procedurenimrod napituNo ratings yet
- MGP1 CP2 KMS Qa 6050 0003 007 Site Positive Material IdentificationDocument16 pagesMGP1 CP2 KMS Qa 6050 0003 007 Site Positive Material IdentificationKarrar TalibNo ratings yet
- MAR-012 Backfilling Materials Rev. 3 - Code 1Document24 pagesMAR-012 Backfilling Materials Rev. 3 - Code 1Jhonnel PunzalanNo ratings yet
- 29 Nov 2022 To 13 Dec 2022 FCMB StateentDocument5 pages29 Nov 2022 To 13 Dec 2022 FCMB StateentNickNo ratings yet
- CW 60 Fireproofing: Spray System Summary Report 20-E-34B P2HDocument1 pageCW 60 Fireproofing: Spray System Summary Report 20-E-34B P2HOsama KheadryNo ratings yet
- Seven P391 Cti L 164Document16 pagesSeven P391 Cti L 164Doben DalisayNo ratings yet
- HEL-SNC-EETC001-ECTS-CAL-00089 Rev 02Document35 pagesHEL-SNC-EETC001-ECTS-CAL-00089 Rev 02eps.hvdc.ocNo ratings yet
- A323 EA07 VN 00278197 Last Minutes R00 PDFDocument12 pagesA323 EA07 VN 00278197 Last Minutes R00 PDFhợp trầnNo ratings yet
- Spp-0401409-Gg-01!15!24-014 - Rev1 - Datasheet For Telecom and Fiber Optic CableDocument14 pagesSpp-0401409-Gg-01!15!24-014 - Rev1 - Datasheet For Telecom and Fiber Optic Cablechandrahai hrangkhawlNo ratings yet
- Qfis QR Arc 01Document2 pagesQfis QR Arc 01Eugene DAn EMCONo ratings yet
- NitformaintenanceDocument37 pagesNitformaintenanceAbhishek RaiNo ratings yet
- Access Road Method StatementDocument10 pagesAccess Road Method StatementArdy WisesaNo ratings yet
- INP-014180-ENT-017-SITE ACCEPTANCE TEST PROCEDURE-Rev04Document11 pagesINP-014180-ENT-017-SITE ACCEPTANCE TEST PROCEDURE-Rev04Arunkumar ParthasarathyNo ratings yet
- Welding and Heat Treatment Requirements For Equipment and PipingDocument27 pagesWelding and Heat Treatment Requirements For Equipment and PipingHarmanNo ratings yet
- Storage Tank F-9026 Stone Column No SC-9026-52Document1 pageStorage Tank F-9026 Stone Column No SC-9026-52engmaar201037No ratings yet
- Work Notes 2Document1 pageWork Notes 2onlyikramNo ratings yet
- KG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.0Document6 pagesKG982-ONT-PR-OGT-DS-00001 - Process Datasheet For Gas Separators - Rev.0sumit kumar100% (1)
- SFA-A1456981 - FM200 - Hydrotest & FATbDocument10 pagesSFA-A1456981 - FM200 - Hydrotest & FATbYurikaNo ratings yet
- DN HD1Document3 pagesDN HD1Sara thNo ratings yet
- DRP001-OUF-GAL-PRO-Q-000-067 Rev-S1Document61 pagesDRP001-OUF-GAL-PRO-Q-000-067 Rev-S1Rafat KhanNo ratings yet
- Nfe1-Gac-Qm-Wps-00037 - 0001 - 0-C (Gac-Wps-S-006)Document39 pagesNfe1-Gac-Qm-Wps-00037 - 0001 - 0-C (Gac-Wps-S-006)rajan chaubeyNo ratings yet
- 3998 18-1037002021-00069 Rev4Document5 pages3998 18-1037002021-00069 Rev4robert mNo ratings yet
- NCR 002 (KLC)Document1 pageNCR 002 (KLC)Himagiri Rao KunaNo ratings yet
- PaintDocument22 pagesPaintZubair Ahmed KhaskheliNo ratings yet
- Liquid Penetrant Testing Report: Sievert Emirates Inspection LLCDocument1 pageLiquid Penetrant Testing Report: Sievert Emirates Inspection LLCAvijit DebnathNo ratings yet
- 1TB01006 006C22 Ste MTS Ci 0027Document35 pages1TB01006 006C22 Ste MTS Ci 0027asifnazir.gill08No ratings yet
- Nfe1-Gac-Qm-Wps-00035 - 0001 - 0-C (Gac-Wps-S-005)Document7 pagesNfe1-Gac-Qm-Wps-00035 - 0001 - 0-C (Gac-Wps-S-005)rajan chaubeyNo ratings yet
- 3998 18-1037002021-00068 Rev4Document5 pages3998 18-1037002021-00068 Rev4robert mNo ratings yet
- ELE DTS 1001 01 - Datasheet For Nav AidsDocument8 pagesELE DTS 1001 01 - Datasheet For Nav AidsdessoukybashaNo ratings yet
- Shell FIDocument50 pagesShell FIkrishna3794No ratings yet
- Motor Data SheetDocument58 pagesMotor Data SheetAnonymous SOQFPWBNo ratings yet
- 14 662000 4800000322 Mob Mec MST 000021 - 01Document21 pages14 662000 4800000322 Mob Mec MST 000021 - 01HassanNo ratings yet
- Stamping Page - Redlines & Bluelines: Red-LineDocument3 pagesStamping Page - Redlines & Bluelines: Red-Linekhasherdene amarjargalNo ratings yet
- Method of Statement For Demolition WorksDocument10 pagesMethod of Statement For Demolition Worksbabjihanumanthu100% (1)
- Dimensions Checklist TK-17Document13 pagesDimensions Checklist TK-17ghaithalibigaNo ratings yet
- Mooring & Breasting Jetty IVDocument16 pagesMooring & Breasting Jetty IVDwiki AdriyantoNo ratings yet
- Air Valve Chamber Details Type (1) For 16 BarsDocument1 pageAir Valve Chamber Details Type (1) For 16 BarsHesham Elbana100% (1)
- PowerPoint IonsDocument11 pagesPowerPoint IonsAlly100% (1)
- Separating Mixtures PDFDocument4 pagesSeparating Mixtures PDFDenise Adriene ParanNo ratings yet
- Dubai Universal Design Code - Part-HDocument1 pageDubai Universal Design Code - Part-Helectrowat engineeringNo ratings yet
- Top Down Construction MethodDocument2 pagesTop Down Construction MethodJoe A. CagasNo ratings yet
- TDS Rev6 enDocument1 pageTDS Rev6 enGhiyat Faris MuhammadNo ratings yet
- En 12697-52Document6 pagesEn 12697-52Valentina CoroiNo ratings yet
- CE-112 Lecture 1Document25 pagesCE-112 Lecture 1Muhammad Israr KhanNo ratings yet
- Workshop Lab Manual PDFDocument76 pagesWorkshop Lab Manual PDFMarcelo Baptista0% (1)
- Stress Management in ManagementDocument10 pagesStress Management in Managementabhi2244inNo ratings yet
- Dyeing CalculationDocument4 pagesDyeing CalculationIftakharul IslamNo ratings yet
- Lakhmir Singh Chemistry Class 9 Solutions Chapter 2Document34 pagesLakhmir Singh Chemistry Class 9 Solutions Chapter 2Devanshi DwivediNo ratings yet
- ES 22 Color Coding of Piping MaterialsDocument3 pagesES 22 Color Coding of Piping MaterialsjojeecaresNo ratings yet
- New Route To Synthesize of Graphene Nano Sheets: Oriental Journal of Chemistry February 2018Document7 pagesNew Route To Synthesize of Graphene Nano Sheets: Oriental Journal of Chemistry February 2018maryamNo ratings yet
- Effect of Various Supplementary Cementitious Materials On RheologicalDocument10 pagesEffect of Various Supplementary Cementitious Materials On RheologicalAsif HameedNo ratings yet
- SOP Preparing Sodium Hydroxide Solutions - 0Document3 pagesSOP Preparing Sodium Hydroxide Solutions - 0LeneNo ratings yet
- FR Tungsten LS WRK Shrt-TOP S20 Mns FR Tungsten LS WRK Shrt-En-1Document7 pagesFR Tungsten LS WRK Shrt-TOP S20 Mns FR Tungsten LS WRK Shrt-En-1rduranNo ratings yet
- F 2325 - 03 - RjizmjuDocument2 pagesF 2325 - 03 - RjizmjuCamir AmengNo ratings yet
- Dialnet NewTechnologyUsedInGasTurbineBladeMaterials 4792527Document5 pagesDialnet NewTechnologyUsedInGasTurbineBladeMaterials 4792527hasnaNo ratings yet
- A-A-59316 SpecDocument5 pagesA-A-59316 SpecddionatosNo ratings yet
- First Quarter Exam Science 7Document5 pagesFirst Quarter Exam Science 7Mr-Butay IntanoNo ratings yet
- SL - No. Unit Rate. QuantityDocument6 pagesSL - No. Unit Rate. QuantityNaveen RevannaNo ratings yet
- Handbook THE: IncandescentDocument1 pageHandbook THE: IncandescentreacharunkNo ratings yet
- Index: Aiche Journal, 135Document10 pagesIndex: Aiche Journal, 135unal203No ratings yet
- Denso PVC Self-Adhesive Tape 200: Composition ApplicationDocument1 pageDenso PVC Self-Adhesive Tape 200: Composition ApplicationAloka KarunarathneNo ratings yet
- General Chemistry Lab Manual With DEMO DATADocument42 pagesGeneral Chemistry Lab Manual With DEMO DATAshihab shoronNo ratings yet
- Quotation For Arc Gun With Power Source DC Drive 400amp ExportDocument5 pagesQuotation For Arc Gun With Power Source DC Drive 400amp ExportClaudio Fica RamirezNo ratings yet
- Welding Rod Cal (1) .Document7 pagesWelding Rod Cal (1) .hakr5100% (1)
- TLE - HEHN9 10 w1Document7 pagesTLE - HEHN9 10 w1Erlyn AlcantaraNo ratings yet
- SeraConP ARDocument5 pagesSeraConP ARArbab SkunderNo ratings yet