You might also like
- MET 204 Manufacturing ProcessDocument8 pagesMET 204 Manufacturing Processrejeesh_rajendranNo ratings yet
- D-Erection Manual MAGHREB-SP-SMPDocument357 pagesD-Erection Manual MAGHREB-SP-SMPYoussef EL HamraouiNo ratings yet
- 00000-Hx-0001 - Pressure Vessels General SpecificationsDocument8 pages00000-Hx-0001 - Pressure Vessels General SpecificationsFernando SpinolaNo ratings yet
- BGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aDocument44 pagesBGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aGururaj P Kundapur100% (1)
- Equipment erection weight factors calculation sheet sampleDocument2 pagesEquipment erection weight factors calculation sheet sampleMd Izzuddin OmarNo ratings yet
- SL No DRG No DescriptionDocument13 pagesSL No DRG No DescriptionRajesh BhadraNo ratings yet
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsDocument4 pagesWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanNo ratings yet
- (Package-2-Mech Works) : Clean Fuels ProjectDocument17 pages(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneNo ratings yet
- Repair HDPE Pipes Using Electro Fusion MethodDocument1 pageRepair HDPE Pipes Using Electro Fusion MethodshameemNo ratings yet
- Welding and Fabrication NoteDocument54 pagesWelding and Fabrication NoteluminiousNo ratings yet
- IDBU-CW-LSPDS-000030 Rev D Upstream Process Piping Welding and InspectionDocument32 pagesIDBU-CW-LSPDS-000030 Rev D Upstream Process Piping Welding and Inspectionjoey garciaNo ratings yet
- Alignment Methods in Rotating EquipmentDocument6 pagesAlignment Methods in Rotating EquipmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Tori SphericalDocument62 pagesTori SphericalWebsoft Tech-HydNo ratings yet
- QP SPC L 0002 Rev 1 PDFDocument80 pagesQP SPC L 0002 Rev 1 PDFsouravrobinNo ratings yet
- WelderPOT 2009finalDocument160 pagesWelderPOT 2009finalMayo de la PazNo ratings yet
- Oman-India Fertilizer Project OIFDocument24 pagesOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Chapter09eng LowresDocument25 pagesChapter09eng Lowresmohamed AdelNo ratings yet
- Overall Welding Progress: Nidoco Phase #3 Project Welding SummaryDocument9 pagesOverall Welding Progress: Nidoco Phase #3 Project Welding SummaryKareem ZidanNo ratings yet
- Pressure Vessels Carbon Steel: Standard Specification 3-11-6Document26 pagesPressure Vessels Carbon Steel: Standard Specification 3-11-6minh nguyenNo ratings yet
- Tech SpecDocument16 pagesTech SpecKingston RivingtonNo ratings yet
- KNT 001 GE ST3 SP 004 - 0 - Specification For Structural Steel MaterialsDocument25 pagesKNT 001 GE ST3 SP 004 - 0 - Specification For Structural Steel MaterialsvamcodongNo ratings yet
- Oil Pantriting ProcedureDocument5 pagesOil Pantriting ProcedureSERT-QA/QC- BUZNo ratings yet
- 3 Steel Structure Installation CLDocument2 pages3 Steel Structure Installation CLwhah11No ratings yet
- SATIP-N-001-02 Rev. 4Document2 pagesSATIP-N-001-02 Rev. 4Anonymous 4e7GNjzGW100% (1)
- (Package-2-Mech Works) : Clean Fuels ProjectDocument17 pages(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneNo ratings yet
- How To Write A Welding Procedure Specification (WPS)Document5 pagesHow To Write A Welding Procedure Specification (WPS)Mohamed Atef100% (1)
- Astm 890Document3 pagesAstm 890bsnegi111No ratings yet
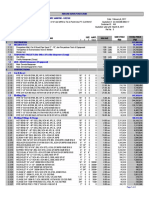
- 1 - (Rev3) Casting and Forging, PC AC BoQ Price Breakdown - CIVIL BUILDINGDocument25 pages1 - (Rev3) Casting and Forging, PC AC BoQ Price Breakdown - CIVIL BUILDINGMohammed Mostafa El HaddadNo ratings yet
- FILLER WIRE-COuNTRY COMPAREDocument55 pagesFILLER WIRE-COuNTRY COMPAREJR MohanNo ratings yet
- SE Sumatra Gas Project Feed Shop Pipe Bend SpecDocument12 pagesSE Sumatra Gas Project Feed Shop Pipe Bend SpecRokan PipelineNo ratings yet
- KOC Guide to Cathodic Protection of Steel Tank BottomsDocument32 pagesKOC Guide to Cathodic Protection of Steel Tank BottomsJigarNo ratings yet
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Document14 pagesExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggNo ratings yet
- T 2171 - Diesel Storage TankDocument2 pagesT 2171 - Diesel Storage TankHuynh Thanh TamNo ratings yet
- ASME Piping Standards and Material Selection GuideDocument36 pagesASME Piping Standards and Material Selection Guideتدریس زبان ESLNo ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 MechDocument15 pagesSaudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 Mechpookkoya thangalNo ratings yet
- 1.1 Welder Test 86,350,000: PackageDocument2 pages1.1 Welder Test 86,350,000: PackageAhmad Dzulfiqar RahmanNo ratings yet
- Ug PipingDocument51 pagesUg PipingMuthu AlaguRaj100% (1)
- A-Method Statement Painting and Touch-Up Painting For Furnace-CDocument20 pagesA-Method Statement Painting and Touch-Up Painting For Furnace-CTrương Đông HưngNo ratings yet
- EIL - Specification Sheet123Document1 pageEIL - Specification Sheet123Dinesh ChouguleNo ratings yet
- Saep 311Document31 pagesSaep 311brecht1980No ratings yet
- Work Scope - Francis Turbine Refurbishment WorkDocument6 pagesWork Scope - Francis Turbine Refurbishment WorkmanikanthNo ratings yet
- Rules For Classification and Construction VI Additional Rules and GuidelinesDocument18 pagesRules For Classification and Construction VI Additional Rules and Guidelinesankur_haldarNo ratings yet
- Fabrication Daily ReportDocument2 pagesFabrication Daily ReportlangcvNo ratings yet
- Saipem Spa Saipem GMAW Welding System WeDocument25 pagesSaipem Spa Saipem GMAW Welding System WeAdi SunaryoNo ratings yet
- PFI ES-1-1992 Internal Machining and Solid Machined Backing Rings For Circumferential Butt Welds PDFDocument8 pagesPFI ES-1-1992 Internal Machining and Solid Machined Backing Rings For Circumferential Butt Welds PDFfatapia74No ratings yet
- Curriculumvitae: Personal ParticularDocument14 pagesCurriculumvitae: Personal ParticularBakhtiar Afendy ZaabaNo ratings yet
- Surface Preparation and Painting PlanDocument13 pagesSurface Preparation and Painting PlanRido100% (1)
- PPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFDocument14 pagesPPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFBuraq Aircondition Cont & Gen Maint LLC BuraqNo ratings yet
- GGG40CI WeldingDocument13 pagesGGG40CI WeldingA K NairNo ratings yet
- Fuel Gas Tree Project LPG Plant, Kurdistan, IraqDocument5 pagesFuel Gas Tree Project LPG Plant, Kurdistan, Iraqgodenny100% (1)
- Responsibility Matrix For Shop Piping WorksDocument5 pagesResponsibility Matrix For Shop Piping WorksRenny DevassyNo ratings yet
- 0610.1 - Shell and Tube Heat ExchangersDocument30 pages0610.1 - Shell and Tube Heat Exchangersvenkatrangan2003No ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- ITP Heat ExchangerDocument1 pageITP Heat Exchangersarmad009No ratings yet
- Underground Piping Installation (GRP Pipe)Document9 pagesUnderground Piping Installation (GRP Pipe)Cristi DemNo ratings yet
- Design and fabrication requirements for scraper trapsDocument13 pagesDesign and fabrication requirements for scraper trapsJeck MaquitedNo ratings yet
- 8615 Nozzle Orientation Report 01Document4 pages8615 Nozzle Orientation Report 01Bsc Aditya Singh Dinkar100% (1)
- NS2-DH01-P0ZEN-740009 - ITP For Crane & Hoist Installation - REV.DDocument12 pagesNS2-DH01-P0ZEN-740009 - ITP For Crane & Hoist Installation - REV.DAnh VàngNo ratings yet
- Inspection and Test Plan (ITP) Sample IPAL PalembangDocument3 pagesInspection and Test Plan (ITP) Sample IPAL PalembangBudi TooleeNo ratings yet
- Attach-2 ITP For Building WaterDocument29 pagesAttach-2 ITP For Building WaterSukalyan BasuNo ratings yet
- Mech ErectionDocument2 pagesMech ErectionMohammed Mostafa El HaddadNo ratings yet
- Itp Construction 40Document47 pagesItp Construction 40Mohammed Mostafa El HaddadNo ratings yet
- Inspection & Test Plan for Underground WaterproofingDocument4 pagesInspection & Test Plan for Underground WaterproofingMohammed Mostafa El HaddadNo ratings yet
- ITP Sample5-2-3Document2 pagesITP Sample5-2-3Mohammed Mostafa El HaddadNo ratings yet
- Manual 005Document64 pagesManual 005Mohammed Mostafa El HaddadNo ratings yet
- Drum Inspection, LineationDocument1 pageDrum Inspection, LineationSteve WanNo ratings yet
- 1 - (Rev3) Casting and Forging, PC AC BoQ Price Breakdown - CIVIL BUILDINGDocument25 pages1 - (Rev3) Casting and Forging, PC AC BoQ Price Breakdown - CIVIL BUILDINGMohammed Mostafa El HaddadNo ratings yet
- Mechanical Works RFQ for KSA Casing and Forging ProjectDocument5 pagesMechanical Works RFQ for KSA Casing and Forging ProjectMohammed Mostafa El HaddadNo ratings yet
- Itp NewDocument115 pagesItp NewMohammed Mostafa El HaddadNo ratings yet
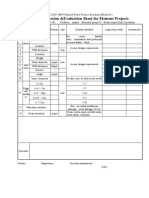
- FQP For PHB StructureDocument18 pagesFQP For PHB StructureMohammed Mostafa El HaddadNo ratings yet
- 43.88UK Mechanical Seal Replacement Instructions TCDocument4 pages43.88UK Mechanical Seal Replacement Instructions TCMohammed Mostafa El HaddadNo ratings yet
- 89.elevator Assembly & ErectionDocument12 pages89.elevator Assembly & ErectionMohammed Mostafa El HaddadNo ratings yet
- Safe Erection of 26m Oval MarqueeDocument2 pagesSafe Erection of 26m Oval MarqueeMohammed Mostafa El HaddadNo ratings yet
- BCD Presentation CPVC Pipe TubingDocument108 pagesBCD Presentation CPVC Pipe TubingMohammed Mostafa El HaddadNo ratings yet
- Underground Drainage Piping Installation MethodDocument18 pagesUnderground Drainage Piping Installation MethodMohammed Mostafa El HaddadNo ratings yet
- Method of StatementDocument1 pageMethod of StatementMohammed Mostafa El HaddadNo ratings yet
- Plastic Recycling: Science Progress February 2007Document25 pagesPlastic Recycling: Science Progress February 2007Mohammed Mostafa El HaddadNo ratings yet
- ATTL - METHOD OF STATEMENT FOR TANK HYDROTESTINGdocxDocument8 pagesATTL - METHOD OF STATEMENT FOR TANK HYDROTESTINGdocxMohammed Mostafa El Haddad100% (1)
- Jennifer BudgePhone: (702) 895-1125Email: jennifer.budge@unlv.eduDocument11 pagesJennifer BudgePhone: (702) 895-1125Email: jennifer.budge@unlv.eduMohammed Mostafa El HaddadNo ratings yet
- MC 10115478 9999Document6 pagesMC 10115478 9999Mohammed Mostafa El HaddadNo ratings yet
- Compressed Air - SWPDocument1 pageCompressed Air - SWPMohammed Mostafa El HaddadNo ratings yet
- Fault Codes For CASE Wheel Loaders (PDF, EnG, 125 KB)Document5 pagesFault Codes For CASE Wheel Loaders (PDF, EnG, 125 KB)Henry Huayhua100% (1)
- The Volver and Chico Engineering Plastic Kids Chair.Document6 pagesThe Volver and Chico Engineering Plastic Kids Chair.Mohammed Mostafa El HaddadNo ratings yet
- The Volver and Chico Engineering Plastic Kids Chair.Document6 pagesThe Volver and Chico Engineering Plastic Kids Chair.Mohammed Mostafa El HaddadNo ratings yet
- T Rec L.155 201611 I!!pdf eDocument24 pagesT Rec L.155 201611 I!!pdf eMohammed Mostafa El HaddadNo ratings yet
- Class 4 Subject - EVS Chapter - Solar System Solar System: AnswerDocument2 pagesClass 4 Subject - EVS Chapter - Solar System Solar System: AnswerMohammed Mostafa El HaddadNo ratings yet
- 10677001764Document7 pages10677001764hasnainsafdarcivil7No ratings yet
- Task Name Duration Microsoft Dynamics D365 F&O (Project Tenure ERP + CRM) 6 MonthsDocument4 pagesTask Name Duration Microsoft Dynamics D365 F&O (Project Tenure ERP + CRM) 6 MonthsMohammed Mostafa El HaddadNo ratings yet
- Feasibility Study: Project NeighborhoodDocument134 pagesFeasibility Study: Project NeighborhoodMohammed Mostafa El HaddadNo ratings yet
- Exmark ManualDocument24 pagesExmark ManualMike NovakNo ratings yet
- Electrical Tools ClassificationDocument5 pagesElectrical Tools Classificationmyco sauraNo ratings yet
- Hydraulic Control Valves - General: Hydrobloc System - Series KDocument36 pagesHydraulic Control Valves - General: Hydrobloc System - Series KunnicyriacNo ratings yet
- Bosch Automotive Aftermarket Braking Parts and Accessories MRP ListDocument37 pagesBosch Automotive Aftermarket Braking Parts and Accessories MRP ListNirav SoniNo ratings yet
- 100518-Concrete Roof Installation Manual 0515Document26 pages100518-Concrete Roof Installation Manual 0515Moe Oo HtunNo ratings yet
- Tehnicki Opis 8251Document14 pagesTehnicki Opis 8251mikcomiNo ratings yet
- Bollhoff Amtec Installation MethodsDocument16 pagesBollhoff Amtec Installation MethodsAce Industrial SuppliesNo ratings yet
- Process Industry Practices Structural: PIP STE05121 Anchor Bolt Design GuideDocument55 pagesProcess Industry Practices Structural: PIP STE05121 Anchor Bolt Design GuidemithileshNo ratings yet
- Bw 213 214 d3 Pd3 Ad3 Dh3 Pdh3 Англ.Document110 pagesBw 213 214 d3 Pd3 Ad3 Dh3 Pdh3 Англ.Danila1991No ratings yet
- PTG Catalog 08Document16 pagesPTG Catalog 08srahhalNo ratings yet
- Special Tools PolarisDocument36 pagesSpecial Tools PolarisAman kumar GuptaNo ratings yet
- Magnetrol 811Document28 pagesMagnetrol 811gabriel6276No ratings yet
- Derma TomoDocument97 pagesDerma TomoAnibal PeñaNo ratings yet
- Marzocchi Roco WC Rebuild - Version 1Document13 pagesMarzocchi Roco WC Rebuild - Version 1svrcartel100% (1)
- Mounting Assistance: Workshop ManualDocument18 pagesMounting Assistance: Workshop Manualvitor santosNo ratings yet
- FlangesDocument114 pagesFlangesBoriche DivitisNo ratings yet
- LRFD Design Example of Steel Girder BridgeDocument648 pagesLRFD Design Example of Steel Girder BridgeAnonymous 1BdR0EQgbu100% (2)
- spc165 Dic2018 - 230902 - 172328Document20 pagesspc165 Dic2018 - 230902 - 172328enriqueravell555No ratings yet
- Carpentry ToolsDocument16 pagesCarpentry ToolsMonaNo ratings yet
- Chapter Two Power Screw Theory and CalculationsDocument5 pagesChapter Two Power Screw Theory and Calculationsgeorge chirumeNo ratings yet
- Epocast Marine Handbook 08092016Document34 pagesEpocast Marine Handbook 08092016nethmi100% (1)
- Merik Garage Door Opener 711MBDocument80 pagesMerik Garage Door Opener 711MBpokmarthNo ratings yet
- Annex V: Boq - Construction of Two Seed Storages in Baa'j DistrictDocument4 pagesAnnex V: Boq - Construction of Two Seed Storages in Baa'j DistrictYounis IsmailNo ratings yet
- LK-1900B P PDFDocument108 pagesLK-1900B P PDFAchmad RezaNo ratings yet
- Manuel de Reparation S8rev2 UkDocument181 pagesManuel de Reparation S8rev2 UkStefan Aslam100% (2)
- Nes 375Document44 pagesNes 375Kaushik Sengupta100% (3)
- BS1881-207 1992Document19 pagesBS1881-207 1992suranga100% (1)
- Design Calculations For Light MastDocument23 pagesDesign Calculations For Light Mastjobees7850No ratings yet
- Book1 Unit1 Pg004 Hand Tools1Document2 pagesBook1 Unit1 Pg004 Hand Tools1Hemay Cortes0% (1)
- VEBM410100 - PW140 7 - CSS Net - 2007 01 25Document1,106 pagesVEBM410100 - PW140 7 - CSS Net - 2007 01 25Michał BujaraNo ratings yet