You might also like
- Inspection and Test Plan For Fire Proofing Sealer ApplicationDocument6 pagesInspection and Test Plan For Fire Proofing Sealer Applicationmoytabura96100% (6)
- Emergency Rescue Plan Cgc082c07Document17 pagesEmergency Rescue Plan Cgc082c07sawkariqbal75% (4)
- A4-Jgs1ep-Epc1-Qp-014 Rev. B (Welding Repair Procedure Ag&p)Document12 pagesA4-Jgs1ep-Epc1-Qp-014 Rev. B (Welding Repair Procedure Ag&p)Darrel Espino AranasNo ratings yet
- Magnetic Particle Test Procedure Magnetic Particle Test Procedure MTDocument14 pagesMagnetic Particle Test Procedure Magnetic Particle Test Procedure MTsamer8saif100% (3)
- Positive Material Identification: ScopeDocument15 pagesPositive Material Identification: Scopebenedicto soto mestanzaNo ratings yet
- Om RQ Es Ion A SW R: Cust e U T N eDocument27 pagesOm RQ Es Ion A SW R: Cust e U T N eKeith WesleyNo ratings yet
- DDDDocument7 pagesDDDmohd as shahiddin jafriNo ratings yet
- Indra: Detail Pre-Commissioning Procedure For Service Test of Cooling Water For Unit 040/041/042/043Document62 pagesIndra: Detail Pre-Commissioning Procedure For Service Test of Cooling Water For Unit 040/041/042/043AnhTuấnPhanNo ratings yet
- Mechanical Data Sheet V-001 PDFDocument3 pagesMechanical Data Sheet V-001 PDFdharwin ap100% (1)
- Indra: Detail Pre-Commissioning Procedure For Service Test of Service Water For Unit 040/041/042/043Document28 pagesIndra: Detail Pre-Commissioning Procedure For Service Test of Service Water For Unit 040/041/042/043AnhTuấnPhanNo ratings yet
- 3.5. 5701F Rev 0Document19 pages3.5. 5701F Rev 0sumit kumarNo ratings yet
- Indra: Detail Commissioning Procedure For Service Test of Steam For Unit 040/041/042/043Document132 pagesIndra: Detail Commissioning Procedure For Service Test of Steam For Unit 040/041/042/043AnhTuấnPhanNo ratings yet
- Duqm Refinery Project EPC Package OneDocument22 pagesDuqm Refinery Project EPC Package OnePrashant KumarNo ratings yet
- Approved ITP - RTN - VS215B-101-A-PLN-7001 - 05 - Code ADocument131 pagesApproved ITP - RTN - VS215B-101-A-PLN-7001 - 05 - Code ALionell Logesh0% (1)
- Indra: Detail Pre-Commissioning Procedure For Service Test of Nitrogen For Unit 040/041/042/043Document109 pagesIndra: Detail Pre-Commissioning Procedure For Service Test of Nitrogen For Unit 040/041/042/043AnhTuấnPhanNo ratings yet
- Indra: Detail Pre-Commissioning Procedure For Service Test of IA For Unit 040/041/042/043Document42 pagesIndra: Detail Pre-Commissioning Procedure For Service Test of IA For Unit 040/041/042/043AnhTuấnPhanNo ratings yet
- Indra: Detail Pre-Commissioning Procedure For Service Test of Plant Air For Unit 040/041/042/043Document31 pagesIndra: Detail Pre-Commissioning Procedure For Service Test of Plant Air For Unit 040/041/042/043AnhTuấnPhanNo ratings yet
- DPT Report 02Document2 pagesDPT Report 02Amit Hasan100% (1)
- Supply Specification For Synthetic Lube Oil Plate Cooler ConsoleDocument11 pagesSupply Specification For Synthetic Lube Oil Plate Cooler ConsoleFazliJaafarNo ratings yet
- Cs1 Rundown Aplicacion - VacioDocument3 pagesCs1 Rundown Aplicacion - VacioJulio HuancaNo ratings yet
- Technical Specification For Motor Operated ValvesDocument6 pagesTechnical Specification For Motor Operated ValvesĐặng Trung AnhNo ratings yet
- 028120-SPL-008 Protective Coating Riser Neoprene Rev. CDocument8 pages028120-SPL-008 Protective Coating Riser Neoprene Rev. CRokan Pipeline100% (1)
- For Approval: Nghi Son 2 Bot Thermal Power Plant Project (2 X 600 MW)Document12 pagesFor Approval: Nghi Son 2 Bot Thermal Power Plant Project (2 X 600 MW)Nguyễn Chinh100% (1)
- Stsedac QC SRP Uf 01 ReviewedDocument6 pagesStsedac QC SRP Uf 01 Reviewedmohd as shahiddin jafriNo ratings yet
- 028120-SPL-007 Pipeline Protective Coatings Rev. CDocument12 pages028120-SPL-007 Pipeline Protective Coatings Rev. CRokan Pipeline100% (1)
- MD PV ASME v0.1Document34 pagesMD PV ASME v0.1nileshNo ratings yet
- PVDF Socket Fusion Stubend (Adaptor) DRG.-006Document1 pagePVDF Socket Fusion Stubend (Adaptor) DRG.-006rasukathirNo ratings yet
- ET-3100-M-45008 1/15 Sohar Pelletizing PL Ant Pellet System-General Technical Specification of Vibrating Feeder Detailed Engineeri NG ADocument15 pagesET-3100-M-45008 1/15 Sohar Pelletizing PL Ant Pellet System-General Technical Specification of Vibrating Feeder Detailed Engineeri NG ADxFxNo ratings yet
- Data Sheet For Temperature Gauges and ThermowellsDocument29 pagesData Sheet For Temperature Gauges and ThermowellsSardar PerdawoodNo ratings yet
- HFY 3800 0000 VED 192 QC PD 0011 A Insulation Procedure Code BDocument6 pagesHFY 3800 0000 VED 192 QC PD 0011 A Insulation Procedure Code BMohamed FarisNo ratings yet
- HFY 3800 0000 VED 192 QC PD 0004 - A Hardness Test Procedure - Code BDocument14 pagesHFY 3800 0000 VED 192 QC PD 0004 - A Hardness Test Procedure - Code BMohamed FarisNo ratings yet
- I00103-0-SW11611-00-MESPE-0001-R08-Talin-Painting Specificaiton For SWFGD System PDFDocument78 pagesI00103-0-SW11611-00-MESPE-0001-R08-Talin-Painting Specificaiton For SWFGD System PDFdang2172014No ratings yet
- Airfoil Services Capability & Price ListDocument4 pagesAirfoil Services Capability & Price ListcjyjackyNo ratings yet
- FS 3200 - FS-Flow SwitchDocument4 pagesFS 3200 - FS-Flow SwitchBinu ManiNo ratings yet
- Work Order: VN 23515383 6 - MiscellaneousDocument2 pagesWork Order: VN 23515383 6 - MiscellaneoushungphanNo ratings yet
- This Document Shall Be Used Only For ReferenceDocument5 pagesThis Document Shall Be Used Only For ReferenceRodrigoNo ratings yet
- Checklist Fire StopDocument9 pagesChecklist Fire StopAnonymous DMdGdsOENo ratings yet
- Tech 1469 ManDocument25 pagesTech 1469 ManRiski KurniawanNo ratings yet
- DRP001 Ouf Gal Pro Q 000 064 S1Document26 pagesDRP001 Ouf Gal Pro Q 000 064 S1Rafat KhanNo ratings yet
- Orifice Cal. Rev.2Document75 pagesOrifice Cal. Rev.2waheed2286No ratings yet
- PP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0Document14 pagesPP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0ibrahimNo ratings yet
- Spec Piping Material PDFDocument18 pagesSpec Piping Material PDFMuchamad FaizNo ratings yet
- PWPS Skid & Piping Nitrogen Vaporizer PackageDocument6 pagesPWPS Skid & Piping Nitrogen Vaporizer PackageAlvin ZulkarnainNo ratings yet
- This Document Shall Be Used Only For ReferenceDocument5 pagesThis Document Shall Be Used Only For ReferenceRodrigoNo ratings yet
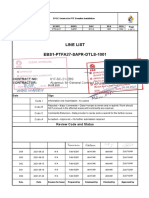
- Ebs1 Ptfa27 Sapr Dtls 1001 d04 Line List NapalmDocument5 pagesEbs1 Ptfa27 Sapr Dtls 1001 d04 Line List NapalmAhmedNo ratings yet
- FINAL-ITP For Concreting Work Rev.2 25-Oct-2014Document12 pagesFINAL-ITP For Concreting Work Rev.2 25-Oct-2014Mohammed MujahidNo ratings yet
- NG50!3!200-EnG-RP-AB-00-2235 Spools & Jumpers Basis of DesignDocument67 pagesNG50!3!200-EnG-RP-AB-00-2235 Spools & Jumpers Basis of DesignsurNo ratings yet
- Tech Manual: Tech-5.12 10M Ec Combi Large SHRDocument260 pagesTech Manual: Tech-5.12 10M Ec Combi Large SHROvRrj AhmedNo ratings yet
- Duplex Stainless Steel Wps PQR WPQDocument21 pagesDuplex Stainless Steel Wps PQR WPQGeorge Madison100% (1)
- Et 3173 M 45003 - BDocument15 pagesEt 3173 M 45003 - BDxFxNo ratings yet
- Supplimentary To Extra Item Statement No. IIDocument2 pagesSupplimentary To Extra Item Statement No. IIKesavapillai GanesanNo ratings yet
- Spantech Technical Globe Valve PDFDocument3 pagesSpantech Technical Globe Valve PDFVijay - Spantech EngineersNo ratings yet
- IONE-1B03-SP-PR-0002 PROCESS PROCESS DESCRIPTION For UNIT 03 Rev.0 Code 2 TransmittalDocument10 pagesIONE-1B03-SP-PR-0002 PROCESS PROCESS DESCRIPTION For UNIT 03 Rev.0 Code 2 Transmittalyusuf.yuzuakNo ratings yet
- Epcm Services For Installation of "Indresid " Demonstration Plant at PanipatDocument19 pagesEpcm Services For Installation of "Indresid " Demonstration Plant at Panipatrutuja100% (2)
- MD1-0-T-030-05-00072 - ITP For AG Piping of Alloy SteelDocument8 pagesMD1-0-T-030-05-00072 - ITP For AG Piping of Alloy SteelTran KhuynhNo ratings yet
- Svt-79-En-Gln-00093-B01 Analyser Hous EntryDocument16 pagesSvt-79-En-Gln-00093-B01 Analyser Hous EntryAjit waleNo ratings yet
- 29223010r0 GA Drawing PDFDocument1 page29223010r0 GA Drawing PDFallouche_abdNo ratings yet
- DuctingDocument4 pagesDuctingmanh hung leNo ratings yet
- PVDF Socket Fusion Equal Tee DRG.-004Document1 pagePVDF Socket Fusion Equal Tee DRG.-004rasukathirNo ratings yet
- Ayc Ic & Itp SealerDocument6 pagesAyc Ic & Itp Sealermoytabura96No ratings yet
- Gre Pipe Technical Documents PDFDocument64 pagesGre Pipe Technical Documents PDFSunriseNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Visual Examination ReportDocument47 pagesVisual Examination ReportalouisNo ratings yet
- 9 Cswip 3.1 Book 2010 Coloured BookDocument338 pages9 Cswip 3.1 Book 2010 Coloured BookBùi Công LộcNo ratings yet
- Synergy CatalogueDocument8 pagesSynergy CatalogueTino JuNo ratings yet
- Service Bulletin: Service Bulletin NUMBER: 8.8/134A Caterpillar: Confidential Green Page 1 of 8Document8 pagesService Bulletin: Service Bulletin NUMBER: 8.8/134A Caterpillar: Confidential Green Page 1 of 8GutsavoNo ratings yet
- UB Series Technical Datasheet 1Document4 pagesUB Series Technical Datasheet 1nameNo ratings yet
- Volume 4Document581 pagesVolume 4Sayantan PaulNo ratings yet
- Agitator SizingDocument4 pagesAgitator SizingArbee AquinoNo ratings yet
- Welding ProcedureDocument2 pagesWelding ProcedureAndrey GyrychNo ratings yet
- PartC Vol1 2017Document369 pagesPartC Vol1 2017djodje1No ratings yet
- Hair Pin Heat Exchanger - BaherDocument11 pagesHair Pin Heat Exchanger - BahersbmmlaNo ratings yet
- Checklist On PpeDocument3 pagesChecklist On PpeNikka LopezNo ratings yet
- 0 - Curriculum Vitae - Zakarya Hiba-2014Document8 pages0 - Curriculum Vitae - Zakarya Hiba-2014Ahmed IraqiabdelnabyNo ratings yet
- RT Film IntepretationDocument44 pagesRT Film Intepretationawong_911374100% (3)
- VDM Data Sheet Nicrofer 6025 HT - e PDFDocument0 pagesVDM Data Sheet Nicrofer 6025 HT - e PDFeugenio.gutenbertNo ratings yet
- Material Product Data SheetDocument4 pagesMaterial Product Data SheethungNo ratings yet
- Welding Distortion and ITS ControlDocument53 pagesWelding Distortion and ITS ControlKó ChitNo ratings yet
- Metals 13 00526Document24 pagesMetals 13 00526AmrutNo ratings yet
- Gas Metal Arc Welding and Flux-Cored Arc Welding: Instructional/Task AnalysisDocument6 pagesGas Metal Arc Welding and Flux-Cored Arc Welding: Instructional/Task Analysisgowtham_venkat_4No ratings yet
- (Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Document2 pages(Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Quality LaveenaNo ratings yet
- Presentation: Car Body Shell Body Repair ShopDocument43 pagesPresentation: Car Body Shell Body Repair ShopNaishadh DesaiNo ratings yet
- EEC DetroitDocument92 pagesEEC DetroitRimbert100% (4)
- EN 13445-2 +A2 (2012) Unfired Pressure Vessels, Part 2 MaterialsDocument86 pagesEN 13445-2 +A2 (2012) Unfired Pressure Vessels, Part 2 Materials김창배No ratings yet
- ERW Hook CrackDocument9 pagesERW Hook CrackElias KapaNo ratings yet
- 7 Common Weld DefectsDocument12 pages7 Common Weld DefectsMarlon Ty ManaloNo ratings yet
- Six Flags Qiddiya: ClientDocument1 pageSix Flags Qiddiya: ClientAlbert NajjarNo ratings yet
- Arc Welding InspectorDocument2 pagesArc Welding InspectorSamuel GrandleNo ratings yet
- Rubric: Fillet Welds: Tee Joint Lap Joint Corner JointDocument3 pagesRubric: Fillet Welds: Tee Joint Lap Joint Corner Jointamir ghabraeiNo ratings yet