You might also like
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- WPS & PQRDocument13 pagesWPS & PQRValentin RadulescuNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- 3rd Quarter W4 LECTURE On Protein Synthesis in DNA and MutationDocument53 pages3rd Quarter W4 LECTURE On Protein Synthesis in DNA and MutationMorante GeraldineNo ratings yet
- Form No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2Document10 pagesForm No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2JithinAbrahamNo ratings yet
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Document1 pageWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNo ratings yet
- WPS - D1.1Document1 pageWPS - D1.1Nam_HitechNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
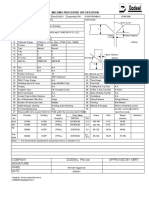
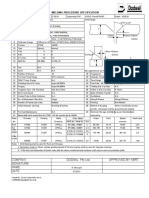
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- Tissue Preparation For Light MicrosDocument4 pagesTissue Preparation For Light Microsscribdarnab75% (4)
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Wps For Ss To Cs Material (Gtaw+Smaw)Document1 pageWelding Procedure Specification: Wps For Ss To Cs Material (Gtaw+Smaw)Lipika GayenNo ratings yet
- P 91 - Welding WPSDocument2 pagesP 91 - Welding WPSSuhailshah123475% (4)
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- Whatvespprpstphys N16 P1 PDFDocument15 pagesWhatvespprpstphys N16 P1 PDFjszNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document2 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmackNo ratings yet
- Wps p91 - BhelDocument2 pagesWps p91 - BhelAshish Gupta100% (4)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (2)
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Document3 pagesWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNo ratings yet
- En Iso 15609Document2 pagesEn Iso 15609Parminder SinghNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- WPS 141-121 P460QH To SameDocument2 pagesWPS 141-121 P460QH To SameakisdassasNo ratings yet
- Asme IxDocument1 pageAsme IxAxel Navarro AlbinesNo ratings yet
- Pre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectDocument2 pagesPre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectBagandi ManurungNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS Dissimilar 11.08 MM Max.Document4 pagesWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- PQR For 32 MM PlateDocument1 pagePQR For 32 MM PlateMuhammed MubeenNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- Onex-Wps-100 - Single V - 27-Smaw-Vertical UpDocument1 pageOnex-Wps-100 - Single V - 27-Smaw-Vertical Upteopan PanNo ratings yet
- 1035 03Document2 pages1035 03Anuj ShahiNo ratings yet
- Welding Procedure Specification: WPS For SS Material 304 (GTAW+SMAW)Document1 pageWelding Procedure Specification: WPS For SS Material 304 (GTAW+SMAW)Lipika GayenNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Worldwide: Disc Bottom Outlet ValvesDocument6 pagesWorldwide: Disc Bottom Outlet ValvesmaygomezNo ratings yet
- (L4) - (JLD 4.0) - Solutions - 10th MayDocument28 pages(L4) - (JLD 4.0) - Solutions - 10th MayVidhan jainNo ratings yet
- 6.2ionic Bonding MS - 2Document10 pages6.2ionic Bonding MS - 2Mahir ShahriyarNo ratings yet
- X T K Q: Visit Us At: WWW - Nodia.co - inDocument1 pageX T K Q: Visit Us At: WWW - Nodia.co - inSameerChauhanNo ratings yet
- Common EtchantsDocument3 pagesCommon EtchantsValeria Reyes VilchezNo ratings yet
- Capitulo Membrana Celular PDFDocument13 pagesCapitulo Membrana Celular PDFAlejandra SofiaNo ratings yet
- General Pharmacology 1Document59 pagesGeneral Pharmacology 1Ramadi PrameelaNo ratings yet
- Emissivity Chart 139697ARTDocument3 pagesEmissivity Chart 139697ARTbelinda khuthiNo ratings yet
- Conditions For Producing LaserDocument15 pagesConditions For Producing LaserNishant SharmaNo ratings yet
- Final Exam F2 Sem 1Document18 pagesFinal Exam F2 Sem 1miss intNo ratings yet
- SDS Irganox 1076 Ex-BASF (Expiry 2024)Document14 pagesSDS Irganox 1076 Ex-BASF (Expiry 2024)Arista DianaNo ratings yet
- Din 2605 PDFDocument3 pagesDin 2605 PDFPedro Montes MarinNo ratings yet
- Convection Lab 2 Thermo 2 MEE30004 PDFDocument6 pagesConvection Lab 2 Thermo 2 MEE30004 PDFBoydo HilNo ratings yet
- GENERAL CATALOGUE VABW 2019 2020 EN RDDocument140 pagesGENERAL CATALOGUE VABW 2019 2020 EN RDdawit aregayNo ratings yet
- Aerowhip EZ Presentation Rev 1 (Dist)Document20 pagesAerowhip EZ Presentation Rev 1 (Dist)pedrazasNo ratings yet
- Civil Mech Process Electrical InstrumentDocument2 pagesCivil Mech Process Electrical InstrumentAbhishek JainNo ratings yet
- Mix Design FormatDocument3 pagesMix Design FormatAkshay MitraNo ratings yet
- 1-Criteria For Water Quality Monitoring - Water Quality-19!6!18Document72 pages1-Criteria For Water Quality Monitoring - Water Quality-19!6!18maruthi prasad KNo ratings yet
- Class 11th Ch-1 (Some Basic Concepts of Chemistry) 2023-2024Document3 pagesClass 11th Ch-1 (Some Basic Concepts of Chemistry) 2023-2024gauravNo ratings yet
- Plogarithm Edited Report 1 NowDocument44 pagesPlogarithm Edited Report 1 NowSrinivasa bnNo ratings yet
- Freitas2018 PDFDocument11 pagesFreitas2018 PDFVanesa CaroNo ratings yet
- A Sample of Aluminum Metal Absorbs 9Document13 pagesA Sample of Aluminum Metal Absorbs 9Abdullah AltwirqiNo ratings yet
- Liquefied Petroleum Gas (Lpgas) : Safety Data SheetDocument8 pagesLiquefied Petroleum Gas (Lpgas) : Safety Data Sheetnuke apriyaniNo ratings yet
- Química Plantilla PowerPointDocument38 pagesQuímica Plantilla PowerPointJosé Rafael GuillénNo ratings yet
- MSDS - Shell Spirax - Gear OilDocument7 pagesMSDS - Shell Spirax - Gear OilAnonymous LfeGI2hMNo ratings yet
- Non Metallic and PolymersDocument15 pagesNon Metallic and PolymersHemant PokhraNo ratings yet
- IS 8944.2005 Chlorpyrifos Emulsifiable Concentrates-SpecificationDocument4 pagesIS 8944.2005 Chlorpyrifos Emulsifiable Concentrates-Specificationsvivek463No ratings yet