You might also like
- Modül 7 ÖzetDocument23 pagesModül 7 ÖzetFurkan KaraliNo ratings yet
- CNC Tel ErozyonDocument12 pagesCNC Tel ErozyonBerfin SeydanNo ratings yet
- Imal PŞV Bölüm 2.3 Ekstrüzyo Ve ÇekmeDocument33 pagesImal PŞV Bölüm 2.3 Ekstrüzyo Ve ÇekmeHasan OruçNo ratings yet
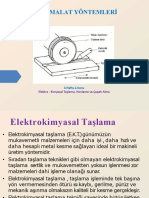
- Elektrokimyasal TaşlamaDocument19 pagesElektrokimyasal Taşlamasemir şenlikNo ratings yet
- Elektrokimyasal İşleme, Elektrokimyasal Taşlama, Honlama Ve Çapak AlmaDocument19 pagesElektrokimyasal İşleme, Elektrokimyasal Taşlama, Honlama Ve Çapak Almasemir şenlikNo ratings yet
- Hafta-Konu 2 Elektrokimyasal Taşlama, Honlama Ve ÇapakDocument18 pagesHafta-Konu 2 Elektrokimyasal Taşlama, Honlama Ve Çapakbjkibo190301No ratings yet
- İler İmal Usulleri̇ SunumDocument37 pagesİler İmal Usulleri̇ SunumkübraNo ratings yet
- Hafta-Konu 1 Elektrokimyasal İşlemeDocument23 pagesHafta-Konu 1 Elektrokimyasal İşlemebjkibo190301No ratings yet
- MMG Ders Notlari - 4Document111 pagesMMG Ders Notlari - 4Eray TÜRKNo ratings yet
- İmalat Müh Bölüm-3.2Document56 pagesİmalat Müh Bölüm-3.2Seher ÖnalNo ratings yet
- Tozaltı Kaynağı-Submerged Arc WeldingDocument37 pagesTozaltı Kaynağı-Submerged Arc WeldingOrhan BAYLAN100% (3)
- MM470 Pres Kalıpları Tasarımı EkstrüzyonDocument33 pagesMM470 Pres Kalıpları Tasarımı EkstrüzyonÖzerErdoğanNo ratings yet
- KaynakDocument89 pagesKaynakFatih YıldızNo ratings yet
- 5) Diğer Kaynak Yöntemleri Sunum - D.TansuğDocument111 pages5) Diğer Kaynak Yöntemleri Sunum - D.TansuğkaynakteknolojiNo ratings yet
- TelerezyonDocument38 pagesTelerezyonsametbeyefendi123No ratings yet
- Hassas Döküm TeknolojisiDocument9 pagesHassas Döküm TeknolojisiAli KibarNo ratings yet
- CVHR .. Elek-2Document16 pagesCVHR .. Elek-2Azad Birhat KorkmazNo ratings yet
- PLAZMADocument66 pagesPLAZMAEmin KorkmazNo ratings yet
- Bakir Ve Bakir AlasimleriDocument38 pagesBakir Ve Bakir AlasimleriÖmer Faruk ÖzkanNo ratings yet
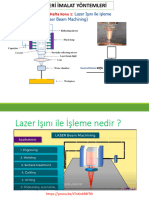
- Hafta Konu1-Lazer Işını Ile İşlemeDocument22 pagesHafta Konu1-Lazer Işını Ile İşlemebjkibo190301No ratings yet
- 10 Direkt Enerji BiriktirmeDocument27 pages10 Direkt Enerji BiriktirmeBaşar KaramnNo ratings yet
- Dövme El Ki̇tabi1Document18 pagesDövme El Ki̇tabi1Ahmet ÖZTAŞÇINo ratings yet
- Malzeme Bilimi Hafta 6 HASARDocument47 pagesMalzeme Bilimi Hafta 6 HASARilyasorhanli.9427No ratings yet
- Basıçlı Su Jeti İşlemeDocument24 pagesBasıçlı Su Jeti İşlemepaul wilsonNo ratings yet
- Demir-Çelik Sürekli DökümDocument27 pagesDemir-Çelik Sürekli DökümNihat Özkan0% (1)
- 5-İmal+Usulleri+II+-+5-1 Laser Tozaltı Işın KaynağıDocument79 pages5-İmal+Usulleri+II+-+5-1 Laser Tozaltı Işın KaynağıEnes ŞenNo ratings yet
- Plastik Enjeksiyon Kalıp ProjesiDocument19 pagesPlastik Enjeksiyon Kalıp ProjesiKoray BAYAZITNo ratings yet
- EkstruzyonDocument19 pagesEkstruzyonErtugrul Kartal100% (1)
- Ortulu Elektrod SecimiDocument50 pagesOrtulu Elektrod SecimigensrcoNo ratings yet
- Elektrik Ark Kaynak YöntemiDocument52 pagesElektrik Ark Kaynak YöntemiismailcikatayNo ratings yet
- Sunu 12Document12 pagesSunu 12Enisse EsNo ratings yet
- Cevher HazırlamaDocument7 pagesCevher Hazırlama3memrNo ratings yet
- Elekträ°k Motorlari GmyoDocument108 pagesElekträ°k Motorlari GmyoBilal BiliciNo ratings yet
- ALİ GüzeyDocument61 pagesALİ GüzeynedimNo ratings yet
- Elektro ErozyonDocument21 pagesElektro ErozyondamlaNo ratings yet
- Modern İmalat Yöntemleri̇Document76 pagesModern İmalat Yöntemleri̇Ceyda AKKURTNo ratings yet
- Hafta 1. Konu Basıçlı Su Jeti İşlemeDocument23 pagesHafta 1. Konu Basıçlı Su Jeti İşlemebjkibo190301No ratings yet
- Celik BorularDocument13 pagesCelik BorularMustafa UzyardoğanNo ratings yet
- Atolye Makina Donanimlari 20110325 164255Document58 pagesAtolye Makina Donanimlari 20110325 164255qezra80No ratings yet
- Slayt DokumDocument63 pagesSlayt Dokumdunkelgelb mannNo ratings yet
- Ag Devre Kesi̇ci̇ Seçi̇mi̇nde Nelere Di̇kkat Edi̇li̇rDocument4 pagesAg Devre Kesi̇ci̇ Seçi̇mi̇nde Nelere Di̇kkat Edi̇li̇rjonesykrycekNo ratings yet
- (Elektri̇k Motorlari Gmyo) PDFDocument108 pages(Elektri̇k Motorlari Gmyo) PDFuzakcilNo ratings yet
- Malzeme Bi̇li̇mi̇ - Hafta 6Document42 pagesMalzeme Bi̇li̇mi̇ - Hafta 6Emre AlemdarNo ratings yet
- Transformatorler - Haluk OdogluDocument62 pagesTransformatorler - Haluk OdogluKuzey CabasNo ratings yet
- Çimtaş ÇoşkunÖzDocument7 pagesÇimtaş ÇoşkunÖzMusab muaz sarıNo ratings yet
- MMG Ders Notlari - 7 - 8Document67 pagesMMG Ders Notlari - 7 - 8Eray TÜRKNo ratings yet
- İmalat TeknolojileriDocument55 pagesİmalat TeknolojileriGöktürk BindalNo ratings yet
- A305 Civata ImalatiDocument2 pagesA305 Civata ImalatiKASTUNE CHIPNo ratings yet
- Elektro Erozyon İle İşlemeDocument63 pagesElektro Erozyon İle İşlemeozan.akar00No ratings yet
- MetalografiDocument76 pagesMetalografiEmre Yılmaz50% (2)
- Yüksek Gerilim Tekniği - Eemdersnotlari - Com - Konu AnlatımıDocument132 pagesYüksek Gerilim Tekniği - Eemdersnotlari - Com - Konu AnlatımıEEM Ders Notları92% (25)
- Ilovepdf Merged Removed (1) OrganizedDocument73 pagesIlovepdf Merged Removed (1) Organizedozan.akar00No ratings yet
- Aksa Magnet Bantustu Manyetik Tutcular KatalogDocument12 pagesAksa Magnet Bantustu Manyetik Tutcular Kataloghasan arifNo ratings yet
- Alüminyum EkstrüzyonDocument18 pagesAlüminyum EkstrüzyonSinan Akbaş100% (1)
- Yüksek Frekans KaynağıDocument12 pagesYüksek Frekans KaynağıGizem BaharNo ratings yet
- Termokimyasal İşlemeDocument21 pagesTermokimyasal İşlemesemir şenlikNo ratings yet
- Kimyasal İşleme Ve Ultrasonik İşlemeDocument84 pagesKimyasal İşleme Ve Ultrasonik İşlemesemir şenlikNo ratings yet
- Aşındırıcı Sıvı Akışla İşleme Ve Basınçlı Su Jeti Ile İşlemeDocument22 pagesAşındırıcı Sıvı Akışla İşleme Ve Basınçlı Su Jeti Ile İşlemesemir şenlikNo ratings yet
- Elektrokimyasal İşleme, Elektrokimyasal Taşlama, Honlama Ve Çapak AlmaDocument19 pagesElektrokimyasal İşleme, Elektrokimyasal Taşlama, Honlama Ve Çapak Almasemir şenlikNo ratings yet