You might also like
- Báo CáoDocument39 pagesBáo CáoLê Công LậpNo ratings yet
- chế đọ cắt tuần 3Document6 pageschế đọ cắt tuần 3Thắng NguyễnNo ratings yet
- Chương IDocument7 pagesChương IĐinh Nguyễn Thành TrungNo ratings yet
- Khuôn Dư IDocument33 pagesKhuôn Dư Ibaophanzooz1692002No ratings yet
- Thông Cad Cam 15-5Document46 pagesThông Cad Cam 15-5hoangvujr9No ratings yet
- CNCTM Tuần 2Document5 pagesCNCTM Tuần 2Thắng NguyễnNo ratings yet
- GiacongDocument30 pagesGiacongcasyboy1996No ratings yet
- FILE - 20220425 - 095922 - thuyết minh đồ ánDocument33 pagesFILE - 20220425 - 095922 - thuyết minh đồ ánLe Cong LapNo ratings yet
- Báo cáo thí nghiệm môn cadDocument12 pagesBáo cáo thí nghiệm môn cadTrí NguyễnNo ratings yet
- BÁO KHOA HỌC - Đặng - Hoài - Bảo - 1800602Document10 pagesBÁO KHOA HỌC - Đặng - Hoài - Bảo - 1800602Bảo ĐặngNo ratings yet
- ĐÀO VĂN HẢI N1 - TUẦN 1Document8 pagesĐÀO VĂN HẢI N1 - TUẦN 1Đào Văn HảiDHCD13A3HNNo ratings yet
- vấn đáp tới câu 27Document12 pagesvấn đáp tới câu 27Phi LêNo ratings yet
- bài ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁYDocument46 pagesbài ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁYNguyễn Văn ChinhNo ratings yet
- Tối ưu hóa quá trình cắt gọtDocument11 pagesTối ưu hóa quá trình cắt gọtvamcodongNo ratings yet
- LEQUOCHOIDocument40 pagesLEQUOCHOIhoang do ducNo ratings yet
- THIẾT KẾ NGUYÊN CÔNGDocument15 pagesTHIẾT KẾ NGUYÊN CÔNGHưng TrầnNo ratings yet
- Tính Toán A1 PDFDocument14 pagesTính Toán A1 PDFPhú ThànhNo ratings yet
- chế độ cắt 1Document4 pageschế độ cắt 1hoangvujr9No ratings yet
- Tra B NG Lư NG DưDocument3 pagesTra B NG Lư NG Dưtranthanhbinh150702No ratings yet
- TH I Gian Gia Công Cho Các Nguyên CôngDocument12 pagesTH I Gian Gia Công Cho Các Nguyên Côngchi cuong NguyenNo ratings yet
- GVHD: thầy Nguyễn Văn Thành SVTH: Nguyễn Đăng Khoa MSSV: 1711778 Lớp: A02Document49 pagesGVHD: thầy Nguyễn Văn Thành SVTH: Nguyễn Đăng Khoa MSSV: 1711778 Lớp: A02Khoa KhoaNo ratings yet
- Chương 3Document12 pagesChương 3Kim AnhNo ratings yet
- 127de Thi Va Dap An Mon Dao Cat - CDN SCCK 09Document11 pages127de Thi Va Dap An Mon Dao Cat - CDN SCCK 09ngocbachqsNo ratings yet
- Chương IiDocument17 pagesChương IiHoàng NguyễnNo ratings yet
- Btl Các Qt Chế Tạo - Nắp- Tham KhảoDocument9 pagesBtl Các Qt Chế Tạo - Nắp- Tham KhảoThienNo ratings yet
- Giáo Trình Thực Tập Máy Điều Hòa Không Khí Dân DụngDocument134 pagesGiáo Trình Thực Tập Máy Điều Hòa Không Khí Dân DụngMan EbookNo ratings yet
- Trần Quang HuyDocument25 pagesTrần Quang Huyhoang do ducNo ratings yet
- 3.1 Phân tích chức năng làm việc của chi tiết và xác định dạng sản xuấtDocument18 pages3.1 Phân tích chức năng làm việc của chi tiết và xác định dạng sản xuấtLê Duy HoàngNo ratings yet
- TM Da CadcamDocument18 pagesTM Da CadcamHoHoangMinhChinhNo ratings yet
- BT NLGCVLDocument1 pageBT NLGCVLhsksnsn cyowngNo ratings yet
- Noi Dung Thuyet MinhDocument73 pagesNoi Dung Thuyet MinhNgọc Hải TrịnhNo ratings yet
- Châu Quốc Cường 2Document46 pagesChâu Quốc Cường 2vantam3346No ratings yet
- T I Chương 8Document78 pagesT I Chương 8vantam3346No ratings yet
- Xac Dinh Che Do Cat Gia Cong Co KhiDocument7 pagesXac Dinh Che Do Cat Gia Cong Co Khi19 - Nguyễn Tây NamNo ratings yet
- Thuyết Minh Đồ Án Công Nghệ Chế Tạo Máy Đề 43Document82 pagesThuyết Minh Đồ Án Công Nghệ Chế Tạo Máy Đề 43vantam3346No ratings yet
- Bài giải giữa kì và đềDocument9 pagesBài giải giữa kì và đềVănn ĐỗNo ratings yet
- Thuyết Minh Tuần 9Document33 pagesThuyết Minh Tuần 9Thế HàoNo ratings yet
- Đồ án cơ sở chế tạo máyDocument26 pagesĐồ án cơ sở chế tạo máyThành HuyNo ratings yet
- Xác định dạng sản xuấtDocument58 pagesXác định dạng sản xuấthoang cbNo ratings yet
- Bài tập Đồ án1Document50 pagesBài tập Đồ án1Đức NhậtNo ratings yet
- Báo 2023Document7 pagesBáo 202320146054No ratings yet
- bào và xọcDocument4 pagesbào và xọcPhuoc JA100% (1)
- Võ H NG LongDocument61 pagesVõ H NG LongKính ÂnNo ratings yet
- đồ án chế tạo máy - Thiết kế Cữ trụDocument54 pagesđồ án chế tạo máy - Thiết kế Cữ trụVăn TâmNo ratings yet
- Chế tạo ống lótDocument10 pagesChế tạo ống lótTrần NamNo ratings yet
- Chương 8 Cac Phuong Phap Gia Cong Cat GotDocument45 pagesChương 8 Cac Phuong Phap Gia Cong Cat GotThế Hùng LươngNo ratings yet
- Bài tập lí thuyếtDocument17 pagesBài tập lí thuyếtPhương PhươngNo ratings yet
- Trương Thành Huy - 61133758 - 61.KTCKDocument59 pagesTrương Thành Huy - 61133758 - 61.KTCKVăn TâmNo ratings yet
- MaukhoanDocument2 pagesMaukhoanQuang VinhNo ratings yet
- Tính ToánDocument23 pagesTính ToánNHÂN LÊ HOÀNGNo ratings yet
- Đồ án cơ sở thiết kế máy loadingDocument12 pagesĐồ án cơ sở thiết kế máy loadingNguyễn Tất ThắngNo ratings yet
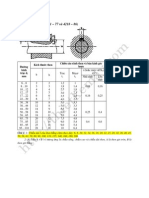
- 2 - Then Bang (TCVN 2261 - 77 Và 4218 - 86)Document1 page2 - Then Bang (TCVN 2261 - 77 Và 4218 - 86)Minh ĐứcNo ratings yet
- Huong Dan DACN-2Document26 pagesHuong Dan DACN-2Nhân NguyễnNo ratings yet
- Đ Án CTMDocument69 pagesĐ Án CTMNguyễn ĐạtNo ratings yet
- Giới thiệu về công nghệ dập tấm 20021209Document10 pagesGiới thiệu về công nghệ dập tấm 20021209Ma Le NaNo ratings yet
- Gi A Kì CNCTM2Document10 pagesGi A Kì CNCTM2ttai76649No ratings yet
- Đỗ Nhật Quang MẪU BÁO CÁO GC3 207154Document13 pagesĐỗ Nhật Quang MẪU BÁO CÁO GC3 207154Trần Anh TríNo ratings yet
- ASTM A500 VietnameseDocument8 pagesASTM A500 VietnamesePhúc NguyễnNo ratings yet