You might also like
- Chương IDocument7 pagesChương IĐinh Nguyễn Thành TrungNo ratings yet
- Sau khi nghiên cứu chi tiết ta có thể chọn các phương án gia công cho các bề mặt như sauDocument6 pagesSau khi nghiên cứu chi tiết ta có thể chọn các phương án gia công cho các bề mặt như sauPhạm Văn Hiếu CK14A1-No ratings yet
- Nguyen Cong Phay Mat DauDocument2 pagesNguyen Cong Phay Mat DauCao Đình ĐứcNo ratings yet
- Btl Các Qt Chế Tạo - Nắp- Tham KhảoDocument9 pagesBtl Các Qt Chế Tạo - Nắp- Tham KhảoThienNo ratings yet
- FILE - 20220425 - 095922 - thuyết minh đồ ánDocument33 pagesFILE - 20220425 - 095922 - thuyết minh đồ ánLe Cong LapNo ratings yet
- thuyết minhDocument13 pagesthuyết minhPhạm Văn Hiếu CK14A1-No ratings yet
- (123doc) - Do-An-Mon-Hoc-Thiet-Ke-May-Cat-Kim-Loai-May-Phay-Van-Nang-6p80gDocument56 pages(123doc) - Do-An-Mon-Hoc-Thiet-Ke-May-Cat-Kim-Loai-May-Phay-Van-Nang-6p80gChu DuNo ratings yet
- Trac Nghiemj KTCTMDocument68 pagesTrac Nghiemj KTCTMNguyễn Thế HùngNo ratings yet
- Luutrunghieu BTDocument16 pagesLuutrunghieu BTGLong NguyễnNo ratings yet
- Đồ Án Công Nghệ Chế Tạo MáyDocument15 pagesĐồ Án Công Nghệ Chế Tạo MáyTrầnThếCường50% (2)
- Bài thuyết trình về phương pháp chuốtDocument14 pagesBài thuyết trình về phương pháp chuốtHai NguyenNo ratings yet
- Bai Tap - Co Khi Dai Cuong - ME2030 - 2020Document19 pagesBai Tap - Co Khi Dai Cuong - ME2030 - 2020Đồng Văn HảiNo ratings yet
- Sơ Đ Nguyên Công Bao G MDocument15 pagesSơ Đ Nguyên Công Bao G MHưng TrầnNo ratings yet
- Chuong 5 PDFDocument189 pagesChuong 5 PDFVũ Mạnh CườngNo ratings yet
- 3.1 Phân tích chức năng làm việc của chi tiết và xác định dạng sản xuấtDocument18 pages3.1 Phân tích chức năng làm việc của chi tiết và xác định dạng sản xuấtLê Duy HoàngNo ratings yet
- Đề Thi Môn Học Kỹ Thuật Chế Tạo Máy 2 - HK121 (Kèm Đáp Án) - 973633Document3 pagesĐề Thi Môn Học Kỹ Thuật Chế Tạo Máy 2 - HK121 (Kèm Đáp Án) - 973633Nguyễn Minh HoàngNo ratings yet
- File Thuyết Minh đồ án công nghệ chế tạo máyDocument7 pagesFile Thuyết Minh đồ án công nghệ chế tạo máyNguyễn ThạoNo ratings yet
- Bài Giảng Kỹ Thuât NguộiDocument22 pagesBài Giảng Kỹ Thuât Nguộitae kookNo ratings yet
- Giaotrinhmastercamx 91Document88 pagesGiaotrinhmastercamx 91HungTranNo ratings yet
- Xemtailieu Sile Chuong 7 ChuotDocument38 pagesXemtailieu Sile Chuong 7 ChuotHoàng NguyễnNo ratings yet
- Tra B NG Lư NG DưDocument3 pagesTra B NG Lư NG Dưtranthanhbinh150702No ratings yet
- Đ Án CTMDocument69 pagesĐ Án CTMNguyễn ĐạtNo ratings yet
- Tính Toán Chế Độ Cắt PhayDocument8 pagesTính Toán Chế Độ Cắt PhayNguyễn TiếnNo ratings yet
- Chuong 6 Co So Ly Thuyet GCKLDocument80 pagesChuong 6 Co So Ly Thuyet GCKLNguyễn C.ĐNo ratings yet
- Giao Trinh May Cat May DK So 2013 p2 0254Document20 pagesGiao Trinh May Cat May DK So 2013 p2 0254Trung TranNo ratings yet
- 6 điểm định vịDocument15 pages6 điểm định vịtruc.vo1203No ratings yet
- Nguyễn Văn PhướcDocument38 pagesNguyễn Văn Phướchoang do ducNo ratings yet
- KTCTM lần12Document117 pagesKTCTM lần12diepdaorong10No ratings yet
- TL .CN CTM1Document29 pagesTL .CN CTM1Sáng NguyễnNo ratings yet
- Chương 8 Cac Phuong Phap Gia Cong Cat GotDocument45 pagesChương 8 Cac Phuong Phap Gia Cong Cat GotThế Hùng LươngNo ratings yet
- Kiều Văn HùngDocument33 pagesKiều Văn Hùnghoang do ducNo ratings yet
- BÁO KHOA HỌC - Đặng - Hoài - Bảo - 1800602Document10 pagesBÁO KHOA HỌC - Đặng - Hoài - Bảo - 1800602Bảo ĐặngNo ratings yet
- Gia Cong TrucDocument23 pagesGia Cong Trucerroraux1No ratings yet
- BÀI TẬP LỚN ĐỒ GÁDocument12 pagesBÀI TẬP LỚN ĐỒ GÁdai1905202No ratings yet
- 9 Chương 2-5 Gcal Tuần 9 - Dập TấmDocument64 pages9 Chương 2-5 Gcal Tuần 9 - Dập Tấmkhoa huynhNo ratings yet
- bài tập lớn công nghệ cánDocument21 pagesbài tập lớn công nghệ cánMai Trần QuânNo ratings yet
- vấn đáp tới câu 27Document12 pagesvấn đáp tới câu 27Phi LêNo ratings yet
- PBL 4- CHƯƠNG 1 - PHẠM NHẬT VẠNDocument21 pagesPBL 4- CHƯƠNG 1 - PHẠM NHẬT VẠNbaophanzooz1692002No ratings yet
- Gia Cong Tren May Mai PhangDocument45 pagesGia Cong Tren May Mai PhangtruongbahaobsNo ratings yet
- LEQUOCHOIDocument40 pagesLEQUOCHOIhoang do ducNo ratings yet
- TomtatDocument10 pagesTomtatLầu NHNo ratings yet
- Thuyết Minh Đồ Án Công Nghệ Chế Tạo Máy Đề 43Document82 pagesThuyết Minh Đồ Án Công Nghệ Chế Tạo Máy Đề 43vantam3346No ratings yet
- 47-Trần Quốc Hùng-Vũ Văn Thi- 2018605664Document21 pages47-Trần Quốc Hùng-Vũ Văn Thi- 2018605664quangk15dhcnhnNo ratings yet
- bào và xọcDocument4 pagesbào và xọcPhuoc JA100% (1)
- Võ H NG LongDocument61 pagesVõ H NG LongKính ÂnNo ratings yet
- Nguyễn Tiến Sỹ - Đào Đức Triệu - 5829 - đồ gáDocument23 pagesNguyễn Tiến Sỹ - Đào Đức Triệu - 5829 - đồ gáQuân LêNo ratings yet
- Thiet Ke Dungcu Cat (Chuong 1N)Document42 pagesThiet Ke Dungcu Cat (Chuong 1N)Quang BùiNo ratings yet
- Tiện Ren Tam Giác Ngoài Có Bước RenDocument7 pagesTiện Ren Tam Giác Ngoài Có Bước RenCương Phạm NgọcNo ratings yet
- Bài giải giữa kì và đềDocument9 pagesBài giải giữa kì và đềVănn ĐỗNo ratings yet
- Thao Tác Máy PhayDocument4 pagesThao Tác Máy PhayĐồ Nghề Cơ KhíNo ratings yet
- Báo CáoDocument39 pagesBáo CáoLê Công LậpNo ratings yet
- Xác định dạng sản xuấtDocument58 pagesXác định dạng sản xuấthoang cbNo ratings yet
- Báo 2023Document7 pagesBáo 202320146054No ratings yet
- TẤT CẢ VỀ MÁY MÀI TRÒN NGOÀI VẠN NĂNGDocument19 pagesTẤT CẢ VỀ MÁY MÀI TRÒN NGOÀI VẠN NĂNGThiệnBìnhPhạmNo ratings yet
- Chuong7 Dung Cu Cat - Thach Minh Thang B2101904Document6 pagesChuong7 Dung Cu Cat - Thach Minh Thang B2101904nhanb2108992No ratings yet
- mũi khoan xoắnDocument42 pagesmũi khoan xoắnQuốc NguyễnNo ratings yet
- Mũi Khoan XoắnDocument48 pagesMũi Khoan XoắnThịnh Đặng67% (3)
- Bài tập lớnDocument10 pagesBài tập lớnĐức ThànhNo ratings yet
- Đồ gá xọc rãnh then 6. Đại học Công Nghiệp HN.Document21 pagesĐồ gá xọc rãnh then 6. Đại học Công Nghiệp HN.Quân LêNo ratings yet
- Đáp án câu hỏi môn CNXH KHDocument13 pagesĐáp án câu hỏi môn CNXH KHThắng NguyễnNo ratings yet
- chế đọ cắt tuần 3Document6 pageschế đọ cắt tuần 3Thắng NguyễnNo ratings yet
- ÔN TẬP CNCT fullDocument129 pagesÔN TẬP CNCT fullThắng NguyễnNo ratings yet
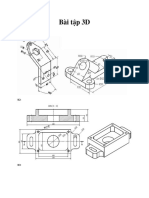
- Bài tập 3DDocument3 pagesBài tập 3DThắng NguyễnNo ratings yet
- thời khóa biểuDocument1 pagethời khóa biểuThắng NguyễnNo ratings yet
- Các lệnh cơ bản dùng trong AutocadDocument5 pagesCác lệnh cơ bản dùng trong AutocadThắng NguyễnNo ratings yet
- FILE - 20220621 - 195426 - Đề cương Kinh tế chính trị Mác LêninDocument16 pagesFILE - 20220621 - 195426 - Đề cương Kinh tế chính trị Mác LêninThắng NguyễnNo ratings yet
- Đề Cương Kinh Tế Chính Trị Mác - LêninDocument13 pagesĐề Cương Kinh Tế Chính Trị Mác - LêninNguyễn Đình ThuậnNo ratings yet
- Câu 14Document1 pageCâu 14Thắng NguyễnNo ratings yet
- BÀI TẬP CUỐI TUẦN 2Document2 pagesBÀI TẬP CUỐI TUẦN 2Thắng NguyễnNo ratings yet
- CHƯƠNG 1 CẤU TRÚC VÀ XẾP LOẠI CƠ CẤUDocument7 pagesCHƯƠNG 1 CẤU TRÚC VÀ XẾP LOẠI CƠ CẤUakaipro89No ratings yet