Professional Documents
Culture Documents
BAJAJ
Uploaded by
Subrat barikOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
BAJAJ
Uploaded by
Subrat barikCopyright:
Available Formats
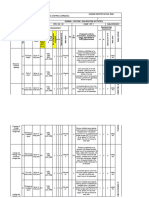
Galva POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS (PFMEA)
Format / Doc. No. : GD3-F-QA-04
Rev No : 00
Rev. Date : 01.01.2019
Process Responsibility: Mr.Rajesh Bhutada (Moulding) PFMEA No.: GDPL/PFMEA/MLD/BAJAJ
Item: EMBLEM BAJAJ Mr. D Dinesh Prepared by:Mr.Sambhu Pr. Sahu
Model Year(s)/Vehicle(s) : BAJAJ Key Date:12.10.2021 Date (Orig.):12.10.2021
Mr. V Ramesh(Quality Functions), Mr. Dinesh/ Mr. Ashish P ( Mld. Quality/Moulding),Mr. Surendra Saini (Tooling) , Mr. Avanish Kumar Up /Mr. Pawan Th/ Mr. Sujit(Plating), Mr. Raghuvir (Jigging),
Core Team: Rev No/ Date :01/25.10.2023
Mr. Manish (Jig Mfg.), Mr. Hanumanth/ Ms. Priyanka (Testing), Mr. Ankit/Mr. Chandan T (PPC/SCM) , Mr. Ravi B/Mr. Lokesh /Mr. Abhishek (New Projects),Mr. C.S. Rawat (Operation Head)
Occurance (O)
Occurance (O)
Detection ( D)
Detection ( D)
Potential Responsiblity
Severity ( S )
Severity ( S )
Current Process Action taken R
=S*O*D
Op. Potential Potential Effect(s) of Cause's)/ Current Process Control Recommended & Target
RPN
Class
Process Step / function Requirements Control & Eeffective P
No. Failure Mode Failure Mechanism's) Prevention Actions completion
Detection Date N
of Failure Date
01. Poor Packing
Raw Material
1. Packing Damage of Material used by
Free from packing NP : RM bag rejected Inspection Report
R/M Bag received from supplier
damage of R/M Bag CE: Part Rejected 7 2 (GD1-F-QA-13). Visual inspection 7 98
RM Supplier during 2.Improper Handling
during receipt UE :N.A.
receipt of RM Bag during
transist
2.Supplier MTC not
NP : RM bag rejected RM material received
Raw material received matched with material verification of supplier
CE: Part Rejected 7 from supplier with 2 Feedback to Supplier 6 84
with right Supplier TC name of supplier MTC
UE :N.A. wrong MTC
Invoice
NP : RM bag rejected
3. Not in proper Wrong packing from
Proper Packing CE: Part Rejected 7 2 Inform to RM Supplier Visual inspection 6 84
packing raw material supplier
UE :N.A.
NP : RM bag rejected Training given to
Proper Handling of RM 4.Not proper handling 04. Wrong method of
CE: Part Rejected 6 2 loading/un loading Visual inspection 6 72
during receipt of RM during receipt handling
UE :N.A. person
NP: Unable to meet
production plan
5 Wrong grade RM Wrong grade suplied
Grade of RM as per PO (Delay in production) 7 2 Verify with supplier TC Visual inspection 7 98
receipt against PO by supplier
CE:Dealy in despatch
UE :N.A.
Verification of Raw Material
NP : Part rejected supplier Raw Material Inspection Report
Wrong grade suplied
Raw material Grade Wrong RM Grade CE: Part Rejected 7 2 Test Certificate as per (GD3-F-QA-06). 7 98
by supplier
UE : N.A. RM In-coming Quality
Plan
Raw material receipt
10
& Inspection
Verification of Raw Material
NP : Part rejected supplier Raw Material Inspection Report
Wrong MFI RM
MFI as per TC MFI not as per TC CE: Part Rejected 7 2 Test Certificate as per (GD3-F-QA-06). 7 98
suplied by supplier
UE : N.A. RM In-coming Quality
Plan
Verification of Raw Material
NP : Part rejected Wrong HDT-Heat supplier Raw Material Inspection Report
HDT-Heat Deflection HDT-Heat Deflection
CE: Part Rejected 7 Deflection temp RM 2 Test Certificate as per (GD3-F-QA-06). 7 98
temp as per TC temp not as per TC
UE : N.A. suplied by supplier RM In-coming Quality
Plan
Verification of Raw Material
NP : Part rejected Wrong IZOD Impact supplier Raw Material Inspection Report
IZOD Impact Strength IZOD Impact Strength
CE: Part Rejected 7 Strength suplied by 2 Test Certificate as per (GD3-F-QA-06). 7 98
as per TC not as per TC
UE : N.A. supplier RM In-coming Quality
Plan
Raw Material
NP : Part rejected Wrong Specify Gravity Inspection Report
Specify Gravity not as
Specify Gravity CE: Part Rejected 7 RM supplied by 2 (GD1-F-QA-13). 7 98
per TC
UE : N.A. supplier
Raw Material
NP : Part rejected Verification of Inspection Report
Free from Moisture
Moisture Content CE: Part Rejected 7 Due to wet of RM Bag 2 supplier Raw Material (GD1-F-QA-13). 7 98
Content
UE : N.A. Test Certificate
Verification of Raw Material
Raw Material
NP : Part rejected supplier Raw Material Inspection Report
Other parameter , if Parameters out of
Other, if any CE: Part Rejected 7 2 Test Certificate as per (GD1-F-QA-13). 7 98
any specification ( MFI, Ash
UE : N.A. RM In-coming Quality
content etc.)
Plan
NP : Part rejected
Proper storage of Raw Improper Storage of No define loaction for Skill matrix of store
CE: Part Rejected 6 2 Visual Inspection 7 84
Material at location RM at location each raw material person
UE : N.A.
NP : Part rejected
No FIFO System in raw Skill matrix of store
Storage of RM as FIFO FIFO not followed. CE: Part Rejected 7 2 Visual Inspection 6 84
material storage person
UE : N.A.
NP : Part rejected
Free from Mix up of No identification on
Mix up grades CE: Part Rejected 7 2 Identification on Racks Visual Inspection 6 84
grade each racks
UE : N.A.
NP : Part rejected
20 Raw Material Storage Free from used of No FIFO System in raw Proper Location for
expired material used CE: Part Rejected 6 2 Visual Inspection 6 72
expired material material storage storage
UE : N.A.
NP : Part rejected
Free from used of No identification on
wrong grades used. CE: Part Rejected 7 2 Identification on Racks Visual Inspection 6 84
wrong grade Material each racks
UE : N.A.
NP:Delay in production No identification on Proper Identification
RM Storage in define RM storage in wrong 7 2 Visual Inspection 7 98
CE:N.A. Racks on Racks
location location
UE: N.A.
6 Area not identified 2 Area to be identified Visual Inspection 6 72
Due to not mention
Correct grade Raw Visual inspection on
1. Wrong grade Raw NP : Part rejected the Raw materail Material issue
Material to be issued 7 2 raw material bags for 7 98
Material issued CE & UE: Part Rejected grade in Material Requisition slip
as per requisition slip RM grade
issued Requisition slip
Raw Material to be
issued as per NP: Unable to meet Counting issue due to
Issue of Material From requirement/requisitio Short / Excess Qty. production plan not followed RM Skill matrix of store
30 7 2 Counting 7 98
store to shop n slip issued CE : Delay in despatch requirement/requisitio person
(No short / Excess UE:N.A. n slip
Qty.)
1. Proper handling of
NP : RM bag rejected
RM Bags 1. Im-proper handling
(7) CE: Untrained store Skill matrix of store
2. No damage bag to of RM Bags 7 2 Visual insepction 7 98
Part (7) Rejected person person
be issued for 2. Damage bag issued
UE :N.A.
production
N.P : part rejected due
to silver streaks visible
Visual inspection on
on the parts. (7)
No Moisture in RM Moisture in RM after Process parameter temperature controller
C.E : Customer dis- 7 Less preheating time 2 7 98
after pre-heating pre-heating sheet of Hoper dryer and
satisfaction (7)
de-humididifier
U. E : Customer dis-
satisfaction (7)
NP:Parts get rejected
due to poor asthetic
defecrts like silver
Visual inspection on
streaks (7) Excess Preheating Process parameter
No Excess pre-heating Excess pre-heating 7 2 temperature controller 7 98
C.E : Customer dis- temperature sheet
and de-humidifier
satisfaction (7)
Preheating of raw U. E : Customer dis-
40 satisfaction (7)
material
NP : part rejected due
to Loss of part
strength (7) Visual inspection on
Free from any Mosisture get calibration of temp Process parameter
C.E : Customer dis- 7 2 temperature controller 7 98
Mosisture entraped . entraped . controller sheet
satisfaction (7) and de-humidifier
U. E : Customer dis-
satisfaction (7)
NP: Part rejected due
to Shade/colour
variation (7) Visual inspection on
Excess Preheating Process parameter
Even processing un even processing C.E : Customer dis- 7 2 temperature controller 7 98
temperature sheet
satisfaction (7) and de-humidifier
U. E : Customer dis-
satisfaction (7)
Process parameter
7 1. Low injection speed 2 Visual inspection 7 98
sheet
N.P: Part rejected due 2. Low injection Process parameter
7 2 Mould Flow analysis 7 98
to asthetic defect (7) pressure sheet
C.E : Customer dis- 7 3. Improper get size 2 CAD Data of Mould Visual inspection 7 98
No Short mould Short mould
satisfaction (7) 4. Improper material
7 2 MFI Visual inspection 7 98
U. E : Customer dis- flow
satisfaction (7) 7 6. Less Melt temp. 2 RM data sheet/ PPS Visual inspection 7 98
7. Wrong Mould
7 2 CAD Data of Mould Visual inspection 7 98
design
NP: Part rejected due
to to asthetic defect
(7) C.E :
1. Improper material
Free from Weld lines Weld line Customer dis- 7 2 MFI Visual inspection 7 98
flow
satisfaction (7)
U. E : Customer dis-
satisfaction (7)
1. Improper Tooling
condition
Preventive Maintence
7 2. Due to Improper 2 Visual inspection 7 98
Record'
N.P: Part rejected due packing of moulded
to asthetic defect (7) part
Free from dent mark/ C.E : Customer dis- 2. Contamination/
Dent Mark/ Damage RM to be check before
Damage satisfaction (7) 7 forign particals in the 2 Visual inspection 7 98
loading on M/C
U. E : Customer dis- RM
satisfaction (7) 3. Improper Handling Proper Handling of the
7 2 Handling WI 7 98
of the parts parts
7 4. Improper Packaging 2 Packing std. Visual Insepction 7 98
Process parameter
7 1. Less Cooling time 2 Visual Inspection 7 98
sheet
N.P: Part rejected due 2. Wrong Mould
7 2 CAD Data of Mould Visual Inspection 7 98
to Fitment issue (7) design
C.E : Customer dis- Process parameter
No warpage Warpage 7 3. High mould temp. 2 Visual Inspection 7 98
satisfaction (7) sheet
U. E : Customer dis- Process parameter
7 4. Less Cycle time 2 Visual Inspection 7 98
satisfaction (7) sheet
Process parameter
7 5. Less Holding time 2 Visual Inspection 7 98
sheet
Process parameter
7 1. High injection speed 2 Visual inspection 7 98
sheet
2. High injection Process parameter
N.P: Part rejected due 7 2 Visual inspection 7 98
pressure sheet
to Poor Asthetical
5. Wrong Mould
defects/ Fittment
7 design/ Improper 2 CAD Data of Mould Visual inspection 7 98
problem (7)
Free from Flash Flash Mould condition
C.E : Customer dis-
Process parameter
satisfaction (7) 7 6. High Mould temp. 2 Visual inspection 7 98
sheet
U. E : Customer dis-
satisfaction (7) 7 7. High MFI 2 RM data sheet As per RM Data Sheet 7 98
7 8. High Melt temp. 2 PPS Monitoring sheet Shade Variation part 7 98
Process parameter
7 1. Low injection speed 2 Visual inspection 7 98
sheet
2. Low injection Process parameter
7 2 Mould Flow analysis 7 98
N.P: Part rejected due pressure sheet
to to asthetic defect 7 3. Improper gate size 2 CAD Data of Mould Visual inspection 7 98
(7) C.E : 4. Improper material
7 2 MFI Visual inspection 7 98
Free from sink mark Sink Mark Customer dis- flow
satisfaction (7) 7 5. Less Melt temp. 2 RM data sheet/ PPS Visual inspection 7 98
U. E : Customer dis- 7 6. High Melt temp. 2 RM data sheet/ PPS Visual inspection 7 98
satisfaction (7) Process parameter
7 6. High Mould temp. 2 Visual inspection 7 98
sheet
7. Wrong Mould
7 2 CAD Data of Mould Visual inspection 7 98
design
1. Less Preheating Process parameter
7 2 Visual inspection 7 98
temp. time sheet
N.P: Part rejected due We are using
to to asthetic defect the standard
Process parameter
(7) C.E : 7 2. High speed 3 Visual inspection 7 147 nozzle size and 7 1 7 49
Free from Silver sheet
Silver streaks Customer dis- replace the
streaks
satisfaction (7) nozzle
U. E : Customer dis-
satisfaction (7) Process parameter
7 3. High Barrel temp. 2 Visual inspection 7 98
sheet
4. Improper Mould Process parameter Visual inspection (Air
7 2 6 84
design sheet Vent)
N.P: Part rejected due Process parameter
7 1. High speed 2 Visual inspection 7 98
50
Injection Moulding, First piece to to asthetic defect sheet
approval & in process inspection
(7) C.E : 2. Improper Mould Replace the
Free from flow marks Flow marks 7 3 CAD Data of Mould Visual inspection 7 147 7 1 7 49
Customer dis- temp MTC
satisfaction (7) Process parameter
7 3. Less Mould temp 2 Visual inspection 7 98
U. E : Customer dis- sheet
N.P: Part rejected due
1.Wrong grade Process parameter
to to asthetic defect 7 2 Visual inspection 7 98
material use sheet
(7) C.E :
Free from Shade
Shade Variation Customer dis-
Variation
satisfaction (7)
Process parameter
U. E : Customer dis- 7 2. Mixup Grade Use 2 Visual inspection 7 98
sheet
satisfaction (7)
Process parameter
7 1. High injection speed 2 Visual inspection 7 98
sheet
2. High injection Process parameter
N.P: Part rejected due 7 2 Visual inspection 7 98
pressure sheet
to Poor Asthetical
5. Wrong Mould
defects/ Fittment
7 design/ Improper 2 CAD Data of Mould Visual inspection 7 98
Free from Parting line problem (7)
Parting line flashFlash Mould condition
flash C.E : Customer dis-
Process parameter
satisfaction (7) 7 6. High Mould temp. 2 Visual inspection 7 98
sheet
U. E : Customer dis-
satisfaction (7) 7 7. High MFI 2 RM data sheet As per RM Data Sheet 7 98
7 8. High Melt temp. 2 PPS Monitoring sheet Shade Variation part 7 98
N.P: Part rejected due
to asthetic defect (7)
C.E : Customer dis- 1.Improper Mould
Free from Rib Damage Rib Damage 7 2 CAD Data of Mould Visual inspection 7 98
satisfaction (7) condition
U. E : Customer dis-
satisfaction (7)
N.P: Part rejected due Preventive
7 1. Improper Handling 2 Visual inspection 7 98
to asthetic defect (7) maintenance of mould
C.E : Customer dis-
Free from scratches Scratches 7 2. Improper Packaging 2 Packing std. Visual inspection 7 98
satisfaction (7)
U. E : Customer dis-
satisfaction (7) 7 3. Improper Storage 2 Skill Matrix Visual inspection 7 98
1. Insufficient holding
7 2 PPS Monitoring sheet Visual inspection 7 98
pressure
N.P: Part rejected due
to Poor Asthetical
defects/ Fittment
problem (7)
Free From Pitting Mark Pitting 7 2. Less Mould temp 2 PPS Monitoring sheet Visual inspection 7 98
C.E : Customer dis-
satisfaction (7)
U. E : Customer dis-
satisfaction (7)
7 3.Low injection speed 2 PPS Monitoring sheet Visual inspection 7 98
7 1. Less Mould temp 2 PPS Monitoring sheet Visual inspection 7 98
N.P: Part rejected due
to Poor Asthetical
defects/ Fittment
problem (7)
Free from Dust Mark Dust Mark
C.E : Customer dis- 2. Less Preheating Process parameter
satisfaction (7) 7 2 Visual inspection 7 98
temp. time sheet
U. E : Customer dis-
satisfaction (7)
Lifter polished
3. Wrong Mould
and mtc
7 design/ Improper 3 CAD Data of Mould Visual inspection 7 147 7 1 7 49
corrected
Mould condition
N.P: Part rejected due
to asthetic defect (7)
Proper C.E : Customer dis- As per WI(GD3-WI-
Deflashing 7 Not as per limit sample 2 Visual inspection 7 98
Deflashing satisfaction (7) MLD-01)
U. E : Customer dis-
satisfaction (7)
60 Molding Inprocess Inspection
Free from Moulding N.P: Part rejected due
defects to asthetic defect (7)
Proper Degating & C.E : Customer dis- Process Parameter
Moulding defects 7 Not as per limit sample 2 Visual Insp. 7 98
Deflashing satisfaction (7) Sheet
Moulding Poor surface U. E : Customer dis-
finish satisfaction (7)
A FPA / LPA
NP : Part rejcted due
to Fitment issue (7)
Part weight as per C.E : Customer dis- Parts not as per Process Parameter
Excess / less weight 7 2 Weight monitoring 7 98
specifcation satisfaction (7) drawing Sheet
U. E : Customer dis-
satisfaction (7)
Free from Moulding N.P: Part rejected due
Moulding defects
defects to asthetic defect (7)
Im-Proper Degating &
Hourly Running Proper Degating & C.E : Customer dis- Process Parameter
B Deflashing 7 Not as per limit sample 2 Visual Insp. 7 98
Report Deflashing , satisfaction (7) Sheet
Moulding Poor surface
Moulding Poor surface U. E : Customer dis-
finish
finish satisfaction (7)
N.P: Part Returned to
Less Qty. 7 No Packing Std. 2 Packing Std. Visual Insp. 7 98
mould shop. (7)
Std.Quanity per each
box as per Packing Std.
Packaging , Labelling
70 N.P: Part Returned to
& Send to store Excess Qty. 7 No Packing Std. 2 Packing Std. Visual Insp. 7 98
mould shop. (7)
Std. Labelling on ok Non-Std. Labelling on
C.E: Wrong supply (7) 7 No.Labelling Std. 2 Labeling ing Std. Visual Insp. 7 98
box ok box
REVISION HISTORY
Revision Level Revision Date Reason of revision Review by
0 12.10.2021 Initial Release CFT
1 25.10.2023 Inhouse Top 3 deffect action plan taken CFT
Prepared by: Nayan Approved by :- Dinesh Kumar
You might also like
- MPD 2003 Mediation AgreementDocument31 pagesMPD 2003 Mediation AgreementKSTPTVNo ratings yet
- RoB132+365 - P1 Bore Log GT ReportDocument6 pagesRoB132+365 - P1 Bore Log GT ReportHegdeVenugopalNo ratings yet
- Print # Rev. FMEA Number: Item: Process Responsibility: Prepared By: Model Year(s) /vehicle(s) Key Date Date (Orig.) Team: Date (Rev.)Document5 pagesPrint # Rev. FMEA Number: Item: Process Responsibility: Prepared By: Model Year(s) /vehicle(s) Key Date Date (Orig.) Team: Date (Rev.)Maida HaqqiNo ratings yet
- Document Control Procedure ExampleDocument4 pagesDocument Control Procedure ExampleTofiq Hussein33% (3)
- Online Level Test SpanishDocument2 pagesOnline Level Test SpanishUab Idiomes BarcelonaNo ratings yet
- Teacher's Manual: For Primary MakaatibDocument123 pagesTeacher's Manual: For Primary MakaatibMohammed Seedat100% (1)
- Validacion Metodos de PruebaDocument14 pagesValidacion Metodos de Pruebabairon100% (1)
- Synop Harrison Diagnosing Organizations 2005Document76 pagesSynop Harrison Diagnosing Organizations 2005user320% (1)
- Machining FMEA Rev.01 Dated 10.02.2022Document1 pageMachining FMEA Rev.01 Dated 10.02.2022GARIMA CASTINGS, JAIPURNo ratings yet
- Meenakshi Molding Private Limited Process FMEA: Form No - FM/7.1/01/09Document4 pagesMeenakshi Molding Private Limited Process FMEA: Form No - FM/7.1/01/09ilaya rajaNo ratings yet
- Pfmea KVTDocument3 pagesPfmea KVTRS MANIKANDANNo ratings yet
- BH-01 Tabel Log Bor PosoDocument1 pageBH-01 Tabel Log Bor Posoandiilham123No ratings yet
- BG-TM-FRM-04-13 IrarDocument9 pagesBG-TM-FRM-04-13 IrarYousaf RichuNo ratings yet
- 10 FmeaDocument1 page10 Fmeasunny vachhaniNo ratings yet
- P10 - BH03 - 6-10m (ACTUAL Boring Log)Document1 pageP10 - BH03 - 6-10m (ACTUAL Boring Log)Charleston VillamorNo ratings yet
- P10 BH03 20.5-25m (Actual)Document1 pageP10 BH03 20.5-25m (Actual)Charleston VillamorNo ratings yet
- Machining FMEA - Rev.01 - Dated 10.02.2022Document1 pageMachining FMEA - Rev.01 - Dated 10.02.2022GARIMA CASTINGS, JAIPURNo ratings yet
- HIRA For Mech Work SalcompDocument3 pagesHIRA For Mech Work SalcompNaveenNo ratings yet
- Inspection Report For Row Clearing & Grading Sign Copy and Blank FormatDocument1 pageInspection Report For Row Clearing & Grading Sign Copy and Blank FormatVishvjeet Prakash TiwariNo ratings yet
- 4 HIRA Format - Sand Blasting ActivityDocument2 pages4 HIRA Format - Sand Blasting ActivityMD Abdullah100% (1)
- Geotechnical Borehole Log BH NO: BH-60: Engineering Design & Project Management Consultants (PVT) LTDDocument3 pagesGeotechnical Borehole Log BH NO: BH-60: Engineering Design & Project Management Consultants (PVT) LTDshehan halahakoonNo ratings yet
- Marina Al Bateen - Stage 12 - Tracking Form - OH - NKV1 - Designers Response - Auditors - ADMDocument4 pagesMarina Al Bateen - Stage 12 - Tracking Form - OH - NKV1 - Designers Response - Auditors - ADMnikhilNo ratings yet
- OrganogramEnglish PDFDocument2 pagesOrganogramEnglish PDFgoba goba gobaNo ratings yet
- P10 - BH03 - 1-5m (ACTUAL Boring Log)Document1 pageP10 - BH03 - 1-5m (ACTUAL Boring Log)Charleston VillamorNo ratings yet
- Meenakshi Molding Private Limited Process FMEA: O C C U RDocument4 pagesMeenakshi Molding Private Limited Process FMEA: O C C U Rilaya raja100% (1)
- Hirac Man Trasnfer BasketDocument4 pagesHirac Man Trasnfer BasketPinaki BhattacharjeeNo ratings yet
- EIA WarehouseDocument3 pagesEIA WarehouseAnnabella1234No ratings yet
- Offshore BorelogDocument10 pagesOffshore BorelogMridul HasanNo ratings yet
- Geotechnical Borehole Log BH NO: BH-61: Engineering Design & Project Management Consultants (PVT) LTDDocument2 pagesGeotechnical Borehole Log BH NO: BH-61: Engineering Design & Project Management Consultants (PVT) LTDshehan halahakoonNo ratings yet
- 017.JSA - SHE.IV.2013 (Sack Out Water Accumulation of MW)Document3 pages017.JSA - SHE.IV.2013 (Sack Out Water Accumulation of MW)siswanto sugengNo ratings yet
- 04 - Design FMEA Work SheetDocument4 pages04 - Design FMEA Work SheetLokNo ratings yet
- Week 6 Chapter 6 (Analyze Phase) : Six Sigma Quality EngineeringDocument35 pagesWeek 6 Chapter 6 (Analyze Phase) : Six Sigma Quality Engineeringtushar 88No ratings yet
- BH# 1Document1 pageBH# 1Mohammad AshrafNo ratings yet
- WAH Risk AssessmentDocument3 pagesWAH Risk Assessmentlorindam1988No ratings yet
- Scaffolding Risk AssessmentDocument4 pagesScaffolding Risk AssessmentDARENo ratings yet
- Pfmea TemplateDocument6 pagesPfmea TemplatekatalinaNo ratings yet
- Geotechnical Borehole Log BH NO: BH-57: Engineering Design & Project Management Consultants (PVT) LTDDocument2 pagesGeotechnical Borehole Log BH NO: BH-57: Engineering Design & Project Management Consultants (PVT) LTDshehan halahakoonNo ratings yet
- QMS-F-19 Blank Job Risk Analysis 2019Document1 pageQMS-F-19 Blank Job Risk Analysis 2019Parag WadekarNo ratings yet
- 1.RFI COVER-combinedDocument3 pages1.RFI COVER-combinednatamas systemsNo ratings yet
- Adfi-Eme-Gfts Ces - Ra-03 - R07 - Water Leakage Test R07 PDFDocument6 pagesAdfi-Eme-Gfts Ces - Ra-03 - R07 - Water Leakage Test R07 PDFIbrahim EsmatNo ratings yet
- Adfi-Eme-Gfts Ces - Ra-03 - R07 - Water Leakage Test R5 PDFDocument6 pagesAdfi-Eme-Gfts Ces - Ra-03 - R07 - Water Leakage Test R5 PDFIbrahim EsmatNo ratings yet
- 06) - Fmea For 11190722 - DDocument192 pages06) - Fmea For 11190722 - DMONISHRAJNo ratings yet
- Case Study - DFMEA - PFMEADocument6 pagesCase Study - DFMEA - PFMEAPrakash kumarTripathi100% (1)
- Doc. No. Appendix D - HSE Risk Assessment 0 HDPE Pipe HydrotestDocument1 pageDoc. No. Appendix D - HSE Risk Assessment 0 HDPE Pipe Hydrotestsavanth jayaramNo ratings yet
- Form FMEA SQM HondaDocument1 pageForm FMEA SQM HondaKip RockNo ratings yet
- Geologic Drilling Log FormDocument1 pageGeologic Drilling Log FormAndrianto Handoko NugrohoNo ratings yet
- Fmea K1ba 2020Document7 pagesFmea K1ba 2020Kip RockNo ratings yet
- Potential Failure Mode and Effect Analysis: Doc - No.: FMEA/TL-01 A REV. NO.: 06 ORG. Date: 18.03.2021Document4 pagesPotential Failure Mode and Effect Analysis: Doc - No.: FMEA/TL-01 A REV. NO.: 06 ORG. Date: 18.03.2021Mukesh YadavNo ratings yet
- P10 - BH03 - 14.5-20.5m (Actual Boring Log)Document1 pageP10 - BH03 - 14.5-20.5m (Actual Boring Log)Charleston VillamorNo ratings yet
- Bore Log: Grey Soft Silty Clay Trace SandDocument3 pagesBore Log: Grey Soft Silty Clay Trace SandSheikh MD. KamranNo ratings yet
- Nif AssDocument1 pageNif AssUcuNo ratings yet
- Step6 K0la FFP Process Fmea (KPL)Document6 pagesStep6 K0la FFP Process Fmea (KPL)surya bhawanNo ratings yet
- PFMEADocument26 pagesPFMEAsmplfbd.qaNo ratings yet
- HouseDocument1 pageHouseGeorge OparNo ratings yet
- Log BH 25+460Document5 pagesLog BH 25+460Sumit RawatNo ratings yet
- EIA ShippingDocument1 pageEIA ShippingAnnabella1234No ratings yet
- #Hiradec - DeaeratorDocument6 pages#Hiradec - DeaeratorPankaj PandeyNo ratings yet
- 23.# Hiradec CEP PumpDocument7 pages23.# Hiradec CEP PumpPankaj PandeyNo ratings yet
- Nifas 1Document1 pageNifas 1UcuNo ratings yet
- Darbain Soil Report PDFDocument8 pagesDarbain Soil Report PDFျမတ္ သူ ေအာင္No ratings yet
- FMEA - HCI CONSOLE FLOOR - LHD OKDocument20 pagesFMEA - HCI CONSOLE FLOOR - LHD OKManikandanNo ratings yet
- Daily Report of Drilling: (Laporan Harian Pemboran)Document1 pageDaily Report of Drilling: (Laporan Harian Pemboran)Muh Rajih MusdarNo ratings yet
- Pavagada Cengrs PagesDocument25 pagesPavagada Cengrs PagesswapneelkalraNo ratings yet
- Laboratory Medicine Quality IndicatorsDocument14 pagesLaboratory Medicine Quality IndicatorskinnusaraiNo ratings yet
- Functions of Procurement Committee, Bid EvaluationDocument6 pagesFunctions of Procurement Committee, Bid EvaluationIL AguilarNo ratings yet
- Self-Assessment: Monitoring, Evaluation, Accountability, and Learning (MEAL)Document6 pagesSelf-Assessment: Monitoring, Evaluation, Accountability, and Learning (MEAL)Viviana CalmasiniNo ratings yet
- Supplier Quality Survey FormDocument4 pagesSupplier Quality Survey Formsutharitessh100% (1)
- Grading System K-12 PPT Curriculum DevelopmentDocument41 pagesGrading System K-12 PPT Curriculum DevelopmentAmielle ItableNo ratings yet
- AcquisitionModelVer9 PDFDocument5 pagesAcquisitionModelVer9 PDFantonygamalpharma100% (1)
- Ac7114 Rev H Audit Criteria For Nondestructive Testing (NDT) To Be Used On-After Jan 25, 2015Document25 pagesAc7114 Rev H Audit Criteria For Nondestructive Testing (NDT) To Be Used On-After Jan 25, 2015Nestor Czerwacki100% (1)
- Employee Performance Appraisal System Using Fuzzy LogicDocument7 pagesEmployee Performance Appraisal System Using Fuzzy LogicDian AbiyogaNo ratings yet
- The Hay Guide Chart-Profile Method of Job Evaluation General Use of The Hay SchemeDocument5 pagesThe Hay Guide Chart-Profile Method of Job Evaluation General Use of The Hay SchemeChayanika MisraNo ratings yet
- Mandatory Records As Per ISO 9001Document1 pageMandatory Records As Per ISO 9001andruta1978No ratings yet
- A I4420e PDFDocument53 pagesA I4420e PDFShehbaz ShaikhNo ratings yet
- Hardware and Network Servicing Level 3Document64 pagesHardware and Network Servicing Level 3ብርሃነ ኣፅብሃ85% (41)
- Survey Method in ResearchDocument16 pagesSurvey Method in ResearchSyed Fakhar E ImamNo ratings yet
- ESS 4104 AssignmentDocument9 pagesESS 4104 AssignmentSamlall RabindranauthNo ratings yet
- Leadership in Curriculum Development PresentationDocument87 pagesLeadership in Curriculum Development Presentationchristine lonoyNo ratings yet
- Infantry Common Skilla Levels II-IVDocument536 pagesInfantry Common Skilla Levels II-IVJared A. Lang100% (2)
- SHS Eapp Q1 Las WK6 Day1-4Document3 pagesSHS Eapp Q1 Las WK6 Day1-4Cecille Hernando56% (9)
- Participatory Monitoring and Evaluation Handbook For Trained Field Workers 1988Document59 pagesParticipatory Monitoring and Evaluation Handbook For Trained Field Workers 1988ZerotheoryNo ratings yet
- Rashid - Resume 1Document3 pagesRashid - Resume 1rashidsabiraliNo ratings yet
- Monitoring and Evaluation ToolsDocument39 pagesMonitoring and Evaluation ToolsHening Tirta KusumawardaniNo ratings yet
- Study SkillsDocument22 pagesStudy SkillsKopi AisNo ratings yet
- Evaluasi Dan Penentuan Prioritas Perbaikan Kualitas Pelayanan Fakultas (Studi Kasus Fakultas Teknik Universitas Esa Unggul)Document12 pagesEvaluasi Dan Penentuan Prioritas Perbaikan Kualitas Pelayanan Fakultas (Studi Kasus Fakultas Teknik Universitas Esa Unggul)Ulayya FarahNo ratings yet
- Assignment 2 MIS 333 Spring 2013Document3 pagesAssignment 2 MIS 333 Spring 2013SurajNo ratings yet
- ISO 9001 PresentationDocument28 pagesISO 9001 PresentationvinothkumarNo ratings yet