You might also like
- Field Inspection of JFEBEAR (Rev.1)Document5 pagesField Inspection of JFEBEAR (Rev.1)Cong BuiNo ratings yet
- Bear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARDocument5 pagesBear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARGabriel Ibarra100% (2)
- Fox Public Fox-Tp-M-101 Field InspectionDocument5 pagesFox Public Fox-Tp-M-101 Field InspectionJoseph MidouNo ratings yet
- Astm A997 08Document2 pagesAstm A997 08Omar GruberNo ratings yet
- Astm A 997-07Document2 pagesAstm A 997-07Trushant Nakum100% (2)
- Investment Castings, Surface Acceptance Standards, Visual ExaminationDocument2 pagesInvestment Castings, Surface Acceptance Standards, Visual ExaminationDarwin DarmawanNo ratings yet
- Investment Castings, Surface Acceptance Standards, Visual ExaminationDocument2 pagesInvestment Castings, Surface Acceptance Standards, Visual ExaminationJerry BeanNo ratings yet
- Structural Repair ManualDocument29 pagesStructural Repair Manualjjrelucio3748100% (3)
- Investment Castings, Surface Acceptance Standards, Visual ExaminationDocument1 pageInvestment Castings, Surface Acceptance Standards, Visual ExaminationBalaji RGNo ratings yet
- Receptacle Contact: Wire Barrel Seam Insulation Barrel Wire BarrelDocument4 pagesReceptacle Contact: Wire Barrel Seam Insulation Barrel Wire BarrelAmine MaaouiNo ratings yet
- 1989 Reff2019Document6 pages1989 Reff2019Raju Singh ShekhawatNo ratings yet
- 1.7 - Is 12779Document6 pages1.7 - Is 12779vrgohilNo ratings yet
- 154 MM 229 MM 227 MM 273 MM 685 MM 3680 MM 200 Mpa 11 Mpa 12 MM 290 MM 373 MMDocument11 pages154 MM 229 MM 227 MM 273 MM 685 MM 3680 MM 200 Mpa 11 Mpa 12 MM 290 MM 373 MMstavros_stergNo ratings yet
- Part Number 22320EMW33W800C4, Spherical Roller Bearings - Brass CageDocument4 pagesPart Number 22320EMW33W800C4, Spherical Roller Bearings - Brass CageMiguel Angel TandaypanNo ratings yet
- 412-Cro-Ch65 Fig. 65-6Document3 pages412-Cro-Ch65 Fig. 65-6slam12125No ratings yet
- Plastic Mold & Hot-Working Tool Steel W.1.2714: Doosan IMGBDocument3 pagesPlastic Mold & Hot-Working Tool Steel W.1.2714: Doosan IMGBAlexandru GrigoreNo ratings yet
- Shear Strength by Direct Shear (Small Shear Box) : Client Structure Project Job Sample Test DetailsDocument10 pagesShear Strength by Direct Shear (Small Shear Box) : Client Structure Project Job Sample Test DetailsSocrates Palomino GamboaNo ratings yet
- RC10 ServiceDocument32 pagesRC10 Serviceidrees barlasNo ratings yet
- Fabrication Tolerances 51G14r1Document7 pagesFabrication Tolerances 51G14r1Selvakpm06100% (1)
- 15.07 2020 - TTC 2Document1 page15.07 2020 - TTC 2Alok PandeyNo ratings yet
- Appendix 1 Test Report of DWC PipeDocument2 pagesAppendix 1 Test Report of DWC Pipeprasun.tcelNo ratings yet
- Flange Face Inspection - One PagerDocument1 pageFlange Face Inspection - One Pagerboydoc inspectionNo ratings yet
- 12.02.2020 TTC - Kohinoor SalesDocument1 page12.02.2020 TTC - Kohinoor SalesAlok PandeyNo ratings yet
- Inspection Limits and Repair For Stage Turbine Blade TIMKENDocument3 pagesInspection Limits and Repair For Stage Turbine Blade TIMKENbederinadmlNo ratings yet
- Development of Wear-Resistant BucketDocument6 pagesDevelopment of Wear-Resistant BucketWiyono [BSI]No ratings yet
- Main Rotor Hub InspectionDocument21 pagesMain Rotor Hub InspectionJessie DinoyNo ratings yet
- Acceptance Criteria For Workmanship of Various ActivitiesDocument11 pagesAcceptance Criteria For Workmanship of Various ActivitiesVenkat MacharlaNo ratings yet
- Design For Area of Steel For Continuous/fixed Deep Beam - Limit State DesignDocument1 pageDesign For Area of Steel For Continuous/fixed Deep Beam - Limit State DesignHoàng NgọcNo ratings yet
- Structural DesignDocument1 pageStructural DesignSherlock HolmesNo ratings yet
- Input Data: Notes: HistoryDocument5 pagesInput Data: Notes: HistoryakankwasaNo ratings yet
- Pump Shaft Repair Recommendation GuidelinesDocument4 pagesPump Shaft Repair Recommendation Guidelineschiz escudero100% (2)
- Soil Nailing SpecificationDocument5 pagesSoil Nailing SpecificationLMBong8881No ratings yet
- P WHC19011 MTA SobrepisoDocument1 pageP WHC19011 MTA Sobrepisokarina AlvarezNo ratings yet
- 3-Piece Tube Assembly: Stainless Steel High Pressure 37° Tube Fittings 1/8'' TO 2''Document22 pages3-Piece Tube Assembly: Stainless Steel High Pressure 37° Tube Fittings 1/8'' TO 2''Gaurav BedseNo ratings yet
- Continuous Inner Slab Design - Bending Moment BS 8110 Hogging Moment at Over Slab SupportDocument1 pageContinuous Inner Slab Design - Bending Moment BS 8110 Hogging Moment at Over Slab Supportklára LudínováNo ratings yet
- Joint Welding Method PHC D600A-100Document2 pagesJoint Welding Method PHC D600A-100sochealaoNo ratings yet
- Crack Width CalculationDocument7 pagesCrack Width CalculationSrinivas RegulavalasaNo ratings yet
- In House Test Report 3.2mmDocument3 pagesIn House Test Report 3.2mm胡大威No ratings yet
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocument17 pagesFord Worldwide Fastener Standard: Printed Copies Are UncontrolledRico MalibiranNo ratings yet
- FORBO Product Data Sheet (KT96CN Siegling)Document2 pagesFORBO Product Data Sheet (KT96CN Siegling)Artur MkrtchyanNo ratings yet
- Design of Pile Cap (Pramod)Document159 pagesDesign of Pile Cap (Pramod)Lavender HoneyNo ratings yet
- QuotationDocument78 pagesQuotationManish meenaNo ratings yet
- Calculation Sheet 03Document2 pagesCalculation Sheet 03kkgcNo ratings yet
- Inspection Report - GBT Raft FoundationDocument6 pagesInspection Report - GBT Raft FoundationvidyaNo ratings yet
- HSS - Recommended Procedures For Checking Dimensional ToleraDocument12 pagesHSS - Recommended Procedures For Checking Dimensional ToleraJenner Volnney Quispe ChataNo ratings yet
- Gb1 Pump Room 13nov2013Document3 pagesGb1 Pump Room 13nov2013Erickson MalicsiNo ratings yet
- FM Full M10X1.5PX40 A193 B8 CL-2 ZN 30-003-1281680Document1 pageFM Full M10X1.5PX40 A193 B8 CL-2 ZN 30-003-1281680GauravNo ratings yet
- Data Sheet Multi-Channel Duct: Doc. No. DIPL-M/QA/PDS/FPF/693 Rev. 00, Issue: 1 - Issue Date: 09 - Aug, 2017Document2 pagesData Sheet Multi-Channel Duct: Doc. No. DIPL-M/QA/PDS/FPF/693 Rev. 00, Issue: 1 - Issue Date: 09 - Aug, 2017Murali KrishnaNo ratings yet
- Teletechno Fiber Cable ADSS, Tipo G652D, Single Mode, 12&48 HilosDocument3 pagesTeletechno Fiber Cable ADSS, Tipo G652D, Single Mode, 12&48 HilosZelaya DudNo ratings yet
- PoliMac Coated Gabion Mattress SpecDocument2 pagesPoliMac Coated Gabion Mattress SpecworkatarNo ratings yet
- HIRAI LTCC Design GuidelineDocument19 pagesHIRAI LTCC Design GuidelineAkanksha BhutaniNo ratings yet
- Fine Blanking Design GuideDocument33 pagesFine Blanking Design GuideVikram Borkhediya100% (5)
- Weld Mesh Panel ReportDocument1 pageWeld Mesh Panel ReportMahfooz AlamNo ratings yet
- Technical Proposal For PQC Road RepairsDocument13 pagesTechnical Proposal For PQC Road RepairsNatarajan SaravananNo ratings yet
- STUP Consultants P. LTD.: 2.6.1 Analysis of Pile Section Under Bending and ThrustDocument9 pagesSTUP Consultants P. LTD.: 2.6.1 Analysis of Pile Section Under Bending and Thrustraja mistryNo ratings yet
- Contact Lens Design Tables: Tables for the Determination of Surface Radii of Curvature of Hard Contact Lenses to Give a Required Axial Edge LiftFrom EverandContact Lens Design Tables: Tables for the Determination of Surface Radii of Curvature of Hard Contact Lenses to Give a Required Axial Edge LiftNo ratings yet
- B+V Manual - Hinge Casing Spider 200 SH TonsDocument7 pagesB+V Manual - Hinge Casing Spider 200 SH TonsCong BuiNo ratings yet
- AOT. HYC 200 Ton Slip Type ElevatorDocument3 pagesAOT. HYC 200 Ton Slip Type ElevatorCong BuiNo ratings yet
- ISL HC SPR PRNT 6-04 RedDocument4 pagesISL HC SPR PRNT 6-04 RedCong BuiNo ratings yet
- Coupling Make-Up Procedure Mu-Cplg-000Document7 pagesCoupling Make-Up Procedure Mu-Cplg-000Cong BuiNo ratings yet
- Steel 003Document2 pagesSteel 003Cong BuiNo ratings yet
- AOT. UC3 Casing SlipDocument2 pagesAOT. UC3 Casing SlipCong BuiNo ratings yet
- AOT. SLX 150 Ton Side Door ElevatorDocument1 pageAOT. SLX 150 Ton Side Door ElevatorCong BuiNo ratings yet
- Field Running and Handling Procedure sl-xp-002Document9 pagesField Running and Handling Procedure sl-xp-002Cong BuiNo ratings yet
- Make-Up Position Using Barretes Makeupbarrette-001Document4 pagesMake-Up Position Using Barretes Makeupbarrette-001Cong BuiNo ratings yet
- TSH Ip 53.0075 - 03Document18 pagesTSH Ip 53.0075 - 03Cong BuiNo ratings yet
- TSH Ip 53.0067 - 01Document4 pagesTSH Ip 53.0067 - 01Cong BuiNo ratings yet
- TSH Ip 53.0061 - 01Document4 pagesTSH Ip 53.0061 - 01Cong BuiNo ratings yet
- TSH Ip 53.0070 - 01Document4 pagesTSH Ip 53.0070 - 01Cong BuiNo ratings yet
- TSH Ip 53.0063 - 01Document8 pagesTSH Ip 53.0063 - 01Cong BuiNo ratings yet
- TSH Ip 53.0066 - 02Document5 pagesTSH Ip 53.0066 - 02Cong BuiNo ratings yet
- TSH Ip 53.0064 - 01Document4 pagesTSH Ip 53.0064 - 01Cong BuiNo ratings yet
- TSH Ip 53.0050 - 02Document6 pagesTSH Ip 53.0050 - 02Cong BuiNo ratings yet
- TSH Ip 53.0055 - 03Document5 pagesTSH Ip 53.0055 - 03Cong BuiNo ratings yet
- TSH Ip 53.0051 - 02Document5 pagesTSH Ip 53.0051 - 02Cong BuiNo ratings yet
- TSH-IP-00.0093 - 01 OD Chamfer DiameterDocument4 pagesTSH-IP-00.0093 - 01 OD Chamfer DiameterCong BuiNo ratings yet
- TSH Ip 53.0054 - 01Document5 pagesTSH Ip 53.0054 - 01Cong BuiNo ratings yet
- TSH-IP-00.0092 - 01 Distance From Face To Shoulder After Relief DiameterDocument4 pagesTSH-IP-00.0092 - 01 Distance From Face To Shoulder After Relief DiameterCong BuiNo ratings yet
- TSH-IP-00.0045 - 01 Pin Cylindrical InspectionDocument4 pagesTSH-IP-00.0045 - 01 Pin Cylindrical InspectionCong BuiNo ratings yet
- TSH-IP-00.0040 - 01 Total Length InspectionDocument4 pagesTSH-IP-00.0040 - 01 Total Length InspectionCong BuiNo ratings yet
- TSH-IP-00.0027 - 02 Bore Pull Out Angle & Internal Belvel Angle InspectionDocument4 pagesTSH-IP-00.0027 - 02 Bore Pull Out Angle & Internal Belvel Angle InspectionCong BuiNo ratings yet
- TSH-IP-00.0077 - 02 Evaluation of ImperfectionsDocument8 pagesTSH-IP-00.0077 - 02 Evaluation of ImperfectionsCong BuiNo ratings yet
- QP05-16E Rev.5Document11 pagesQP05-16E Rev.5Cong BuiNo ratings yet
- TSH-IP-00.0025 - 02 Bore & Counter Bore Diameter and Chamfer Diameter InspectionDocument5 pagesTSH-IP-00.0025 - 02 Bore & Counter Bore Diameter and Chamfer Diameter InspectionCong BuiNo ratings yet
- Api 570 Final Practice ExamDocument23 pagesApi 570 Final Practice ExamCong BuiNo ratings yet
- This PDF Is The Sample PDF Taken From Our Comprehensive Study Material For IIT-JEE Main & AdvancedDocument13 pagesThis PDF Is The Sample PDF Taken From Our Comprehensive Study Material For IIT-JEE Main & AdvancedGod is every whereNo ratings yet
- 8 P Block FullDocument17 pages8 P Block Fullaleena'No ratings yet
- MSDS 20BDocument2 pagesMSDS 20BMuhammad Bilal KhattakNo ratings yet
- ISC Chem Sample Paper-1 (CheMentor)Document9 pagesISC Chem Sample Paper-1 (CheMentor)abhranilmandal3No ratings yet
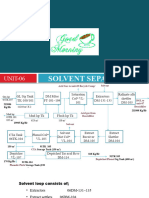
- Solvent Separation UNIT-06 - GOODDocument17 pagesSolvent Separation UNIT-06 - GOODAamir HasanNo ratings yet
- KVPY SB+2/SX StreamDocument117 pagesKVPY SB+2/SX StreamResonance Dlpd85% (27)
- Lab Manual - Engg. Chemistry (2018-19,2019-20,2020-21)Document45 pagesLab Manual - Engg. Chemistry (2018-19,2019-20,2020-21)Prabal JainNo ratings yet
- Prof - DR / Ahmed M El - Morsy: Professor of Pharmaceutical Organic ChemistryDocument9 pagesProf - DR / Ahmed M El - Morsy: Professor of Pharmaceutical Organic ChemistryHasen umerNo ratings yet
- Is 2629Document23 pagesIs 2629Abhishek KaliaNo ratings yet
- Electro Chemistry Assignment For Iitjee PDFDocument19 pagesElectro Chemistry Assignment For Iitjee PDFggk20130% (2)
- Resin Solubility ChartDocument7 pagesResin Solubility ChartLaboratorio InkctechNo ratings yet
- RCB111NPDocument2 pagesRCB111NPdignityymartNo ratings yet
- Astm F714 PDFDocument10 pagesAstm F714 PDFIván López PavezNo ratings yet
- 04.pcb-Manufacturing (4.21 MB)Document74 pages04.pcb-Manufacturing (4.21 MB)essen999No ratings yet
- OPC - CBR Break SystemsDocument11 pagesOPC - CBR Break Systemspamy26250No ratings yet
- Supercritical Carbon Dioxide Density - Full PaperDocument7 pagesSupercritical Carbon Dioxide Density - Full PaperArash EsmaeiliNo ratings yet
- Clariant Brochure Guide Formulation Dispersing Agents For Label-Free Pigment Preparations 2018 ENDocument9 pagesClariant Brochure Guide Formulation Dispersing Agents For Label-Free Pigment Preparations 2018 ENJari Rene BrazNo ratings yet
- Lubricants For PVCDocument4 pagesLubricants For PVCvongoctu2016No ratings yet
- ThermochemistryDocument31 pagesThermochemistryDavidson ChanNo ratings yet
- Thermodynamics BookDocument28 pagesThermodynamics Bookrayalex100% (1)
- STPM Physics Sem 1 ThermodynamicsDocument8 pagesSTPM Physics Sem 1 ThermodynamicsChong Yin Ping0% (1)
- Metals, Semiconductors, and InsulatorsDocument38 pagesMetals, Semiconductors, and InsulatorskaidoqNo ratings yet
- Activity 17 (Preparation of Salts)Document4 pagesActivity 17 (Preparation of Salts)Nkemzi Elias NzetengenleNo ratings yet
- v1 03 MSD FamiliarizationDocument36 pagesv1 03 MSD FamiliarizationRaphael Mana-ayNo ratings yet
- My Chemistry Project PDFDocument11 pagesMy Chemistry Project PDFHari VNo ratings yet
- MECH215 L4L6 Dynamic LoadingDocument97 pagesMECH215 L4L6 Dynamic LoadingTuanHungNo ratings yet
- Electrochemistry: in Electrochemical Reactions, Electrons AnotherDocument37 pagesElectrochemistry: in Electrochemical Reactions, Electrons AnotherClare Jazzlyn C. SantosNo ratings yet
- R R MasonryDocument10 pagesR R MasonryVedachalam ManiNo ratings yet
- A Pi 6 A Material Trim RatingsDocument4 pagesA Pi 6 A Material Trim RatingsvsajuNo ratings yet