You might also like
- Inspection and Test Plan - Pressure Vessel Fabrication (ITP)Document9 pagesInspection and Test Plan - Pressure Vessel Fabrication (ITP)Senthil Kumaran100% (2)
- Inspection and Test Plan: DESCRIPTION: Manhole ConstructionDocument4 pagesInspection and Test Plan: DESCRIPTION: Manhole ConstructionDelta akathehusky50% (2)
- ITP Installation of Boiler - R1Document14 pagesITP Installation of Boiler - R1crys100% (4)
- New Python Basics AssignmentDocument5 pagesNew Python Basics AssignmentRAHUL SONI0% (1)
- ITP For Installation For PVC Perforated Pipes of Underdrain SystemDocument3 pagesITP For Installation For PVC Perforated Pipes of Underdrain SystemImho Tep75% (4)
- Method Statement Holiday Testing & Lowring B-CON-PRO-210-39155-ADocument11 pagesMethod Statement Holiday Testing & Lowring B-CON-PRO-210-39155-AZaidiNo ratings yet
- Cone Penetration Testing: Methods and InterpretationFrom EverandCone Penetration Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (3)
- Multidimensional Scaling Groenen Velden 2004 PDFDocument14 pagesMultidimensional Scaling Groenen Velden 2004 PDFjoséNo ratings yet
- Almutairy / Musa MR: Boarding PassDocument1 pageAlmutairy / Musa MR: Boarding PassMusaNo ratings yet
- Eat Something DifferentDocument3 pagesEat Something Differentsrajendr200100% (1)
- Aggregate Production PlanningDocument5 pagesAggregate Production PlanningSarbani SahuNo ratings yet
- ATE-ODC-QCP-M-005 Rev 02 Surface Preparation CoatingDocument21 pagesATE-ODC-QCP-M-005 Rev 02 Surface Preparation CoatingDevam RajNo ratings yet
- 3-23 - Painting Works Inspection and Test Plan (PL212533-SP-ETG-5231-00)Document2 pages3-23 - Painting Works Inspection and Test Plan (PL212533-SP-ETG-5231-00)Walid Amdouni100% (1)
- 700 QA FRM 0002 in Inspection Notification 042Document1 page700 QA FRM 0002 in Inspection Notification 042sanjeevpatil97No ratings yet
- SH-Testing and Commissioning of DOAS - AHU Unit-Clin 3Document24 pagesSH-Testing and Commissioning of DOAS - AHU Unit-Clin 3Ali ElHelfawyNo ratings yet
- NDE NDT Procedures Piping ADM 35313M-01 Q 153 01-1-150Document150 pagesNDE NDT Procedures Piping ADM 35313M-01 Q 153 01-1-150QC ManagerNo ratings yet
- NDE NDT Procedures Piping ADM 35313M-01 Q 153 01Document392 pagesNDE NDT Procedures Piping ADM 35313M-01 Q 153 01Neil JavierNo ratings yet
- Itp-Internals R2Document2 pagesItp-Internals R2Delta akathehuskyNo ratings yet
- LNG-75-102961-QA-5733-00011-0000 Rev.01-Roof Water Proofing WorksDocument9 pagesLNG-75-102961-QA-5733-00011-0000 Rev.01-Roof Water Proofing WorksGopi MallikNo ratings yet
- 1029 Itp Asme R.ADocument23 pages1029 Itp Asme R.AAnonymous dj2xK2XONo ratings yet
- Inspection and Test Plan: Contract NoDocument2 pagesInspection and Test Plan: Contract NoAhmed Samir SalimNo ratings yet
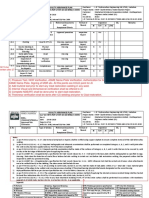
- Inspection Test Plan: 308200-ITP-ME-15 Rev. 1 Date-08.10.02 Dod/Neat Khuff Condensate Fractionation Project Page 1 of 4Document4 pagesInspection Test Plan: 308200-ITP-ME-15 Rev. 1 Date-08.10.02 Dod/Neat Khuff Condensate Fractionation Project Page 1 of 4Delta akathehuskyNo ratings yet
- Nmif 2022pip Ado CL Rfi Qir P 008Document3 pagesNmif 2022pip Ado CL Rfi Qir P 008parangkilalakitaNo ratings yet
- Inspection and Test Plan: Contract NoDocument2 pagesInspection and Test Plan: Contract NoAhmed Samir SalimNo ratings yet
- 04 Issued For Company Review RKS AKA MTA 04 Approved For Use RKS AKA MTA 04 Approved For Use RKS AKA MTADocument4 pages04 Issued For Company Review RKS AKA MTA 04 Approved For Use RKS AKA MTA 04 Approved For Use RKS AKA MTAjay2kay5793No ratings yet
- Duqm Refinery Project EPC Package OneDocument22 pagesDuqm Refinery Project EPC Package OnePrashant KumarNo ratings yet
- SATIP-P-104-05 Rev 8 Final Above Grade Conduits PDFDocument2 pagesSATIP-P-104-05 Rev 8 Final Above Grade Conduits PDFSabheeh AliNo ratings yet
- Liquid Penetrant Testing Report: Sievert Emirates Inspection LLCDocument1 pageLiquid Penetrant Testing Report: Sievert Emirates Inspection LLCAvijit DebnathNo ratings yet
- (Itp For Cast Insitu Foundation) 4172-Genon-1!25!0002-ADocument45 pages(Itp For Cast Insitu Foundation) 4172-Genon-1!25!0002-ARajesh SinghNo ratings yet
- Tank Maintenance ITPDocument24 pagesTank Maintenance ITPthomas varugheseNo ratings yet
- Request For Inspection: For The Following Location/equipmentDocument6 pagesRequest For Inspection: For The Following Location/equipmentAdil khanNo ratings yet
- ITP For Under Ground Firewater SystemDocument4 pagesITP For Under Ground Firewater SystemjaseelNo ratings yet
- ITP For Pipeline Repair Works - by Using Belzona Superwrap IIDocument4 pagesITP For Pipeline Repair Works - by Using Belzona Superwrap IIAhmedNo ratings yet
- ITP-P-001 ITP For Above Ground Piping Rev. ADocument9 pagesITP-P-001 ITP For Above Ground Piping Rev. APhong Đỗ100% (1)
- B-63.888 - B - Operational Test Procedure For Lifting Stations (Ls 1-5)Document39 pagesB-63.888 - B - Operational Test Procedure For Lifting Stations (Ls 1-5)onome ohwerhiNo ratings yet
- 0-ITP For Tank Bottom Plate Replacement 9008Document9 pages0-ITP For Tank Bottom Plate Replacement 9008Nuwan Chamara RanaweeraNo ratings yet
- Itp PRDSDocument3 pagesItp PRDSDwi Mulyanti Dwimulyantishop100% (1)
- 2.itp Civ 0001Document3 pages2.itp Civ 0001Doni TriatmojoNo ratings yet
- Inspection Request Form: AD Ports Contract No.: 2900-226Document2 pagesInspection Request Form: AD Ports Contract No.: 2900-226morshedNo ratings yet
- Field ITP For Piping Work Rev.1 RDF 1404Document45 pagesField ITP For Piping Work Rev.1 RDF 1404Ichsan BahrilNo ratings yet
- Bog CompressorDocument7 pagesBog CompressorsswahyudiNo ratings yet
- SATIP-A-113-01 Rev 8 Geotechnical Investigation FinalDocument2 pagesSATIP-A-113-01 Rev 8 Geotechnical Investigation FinalTito GarciaNo ratings yet
- Rfi ExDocument4 pagesRfi ExÖmeralp SakNo ratings yet
- Upvc Pipe Class DDocument4 pagesUpvc Pipe Class DnaagshreeNo ratings yet
- MCS - QCP-001 For Earth Work KKDocument6 pagesMCS - QCP-001 For Earth Work KKmitendra singhNo ratings yet
- Nmif 2022pip Ado CL Rfi Qir P 009Document3 pagesNmif 2022pip Ado CL Rfi Qir P 009parangkilalakitaNo ratings yet
- 100 KLPD of 2G Ethanol From Biomass at Iocl PanipatDocument7 pages100 KLPD of 2G Ethanol From Biomass at Iocl PanipatSuraj ShettyNo ratings yet
- 3 - VP-SP2021-ON-MA-0700-0029-0200 - 1 - Startup CommDocument10 pages3 - VP-SP2021-ON-MA-0700-0029-0200 - 1 - Startup CommNishit KhuntNo ratings yet
- Nmif 2022pip Ado CL Rfi Qir P 007Document3 pagesNmif 2022pip Ado CL Rfi Qir P 007parangkilalakitaNo ratings yet
- Inspection and Test Plan For Anode MD5Document7 pagesInspection and Test Plan For Anode MD5congvt93No ratings yet
- 04 Issued For Company Review RKS AKA MTA 05 Approved For Use RKS AKA MTA 05 Approved For Use RKS AKA MTADocument5 pages04 Issued For Company Review RKS AKA MTA 05 Approved For Use RKS AKA MTA 05 Approved For Use RKS AKA MTAjay2kay5793No ratings yet
- Quality Assurance Plan: Manufacturer'S Name & AddressDocument2 pagesQuality Assurance Plan: Manufacturer'S Name & AddressEWTRNo ratings yet
- QAP Roofing SheetDocument3 pagesQAP Roofing SheetAMRIT PAL SINGHNo ratings yet
- ITP FOR Air Compressor PackageDocument1 pageITP FOR Air Compressor PackageAgus SuriptoNo ratings yet
- 04 Issued For Company Review RKS AKA MTA 05 Approved For Use RKS AKA MTA 05 Approved For Use RKS AKA MTADocument5 pages04 Issued For Company Review RKS AKA MTA 05 Approved For Use RKS AKA MTA 05 Approved For Use RKS AKA MTAjay2kay5793No ratings yet
- HDPE PipesDocument4 pagesHDPE PipesAshraf Mohammed100% (2)
- QT1 0 Q 030-05-00036 - D - ITP For ESP InstallationDocument26 pagesQT1 0 Q 030-05-00036 - D - ITP For ESP InstallationLâm HuyNo ratings yet
- Satip H 002 11Document10 pagesSatip H 002 11Rauf ChaudharyNo ratings yet
- Inspection and Test Plan Rev.0Document3 pagesInspection and Test Plan Rev.0คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Inspection Test and Plan For Storage Tank For Material Carbon SteelDocument5 pagesInspection Test and Plan For Storage Tank For Material Carbon SteelPLTU SULUT QC PASTINo ratings yet
- ITP For Instrumentation ControlDocument9 pagesITP For Instrumentation Controlsugeng wahyudiNo ratings yet
- Nit 2800 3 PDFDocument7 pagesNit 2800 3 PDFAnonymous uXdS9Y7No ratings yet
- RLC AH QP 91 3001 Inspection Test Plan For Plumbing Works 1 PDFDocument6 pagesRLC AH QP 91 3001 Inspection Test Plan For Plumbing Works 1 PDFQii BagerNo ratings yet
- A05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFDocument14 pagesA05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFfdfazfzNo ratings yet
- NS2-DH01-P0ZEN-140011 - ITP For Cable Pulling and Termination - REV.CDocument8 pagesNS2-DH01-P0ZEN-140011 - ITP For Cable Pulling and Termination - REV.CAnh VàngNo ratings yet
- France 10-Day ItineraryDocument3 pagesFrance 10-Day ItineraryYou goabroadNo ratings yet
- Legends & Lairs - Giant LoreDocument66 pagesLegends & Lairs - Giant LoreGary DowellNo ratings yet
- Urban LifestyleDocument27 pagesUrban LifestyleNindy AslindaNo ratings yet
- UGC NET Paper I PreviousDocument16 pagesUGC NET Paper I PreviousKirran Khumar GollaNo ratings yet
- Role of ACT, S & WHO Guidlines For The Treatment of MalariaDocument34 pagesRole of ACT, S & WHO Guidlines For The Treatment of MalariasalmanNo ratings yet
- Grounding & Bonding - The Foundation For Effective Electrical Protection PDFDocument76 pagesGrounding & Bonding - The Foundation For Effective Electrical Protection PDFFabian Nina Aguirre100% (1)
- Takeover Strategies and DefencesDocument20 pagesTakeover Strategies and DefencesJithu JoseNo ratings yet
- Syllabus Math 305Document4 pagesSyllabus Math 305Nataly SusanaNo ratings yet
- MSC 200Document18 pagesMSC 200Amit KumarNo ratings yet
- A Study On Awareness of Mutual Funds and Perception of Investors 2Document89 pagesA Study On Awareness of Mutual Funds and Perception of Investors 2Yashaswini BangeraNo ratings yet
- English Literature Coursework Aqa GcseDocument6 pagesEnglish Literature Coursework Aqa Gcsef5d17e05100% (2)
- FixDocument4 pagesFixReza FahmiNo ratings yet
- Physiology of Eye. Physiology of VisionDocument27 pagesPhysiology of Eye. Physiology of VisionSmartcool So100% (1)
- I. Ifugao and Its TribeDocument8 pagesI. Ifugao and Its TribeGerard EscandaNo ratings yet
- HearstDocument16 pagesHearstapi-602711853No ratings yet
- Dr. Muhammad Mumtaz: Thesis TitleDocument10 pagesDr. Muhammad Mumtaz: Thesis TitleDr. Muhammad MumtazNo ratings yet
- Merchant Accounts Are Bank Accounts That Allow Your Business To Accept Card Payments From CustomersDocument43 pagesMerchant Accounts Are Bank Accounts That Allow Your Business To Accept Card Payments From CustomersRohit Kumar Baghel100% (1)
- FWN Magazine 2018 - Leonor VintervollDocument48 pagesFWN Magazine 2018 - Leonor VintervollFilipina Women's NetworkNo ratings yet
- RISO RZ User GuideDocument112 pagesRISO RZ User GuideJojo AritallaNo ratings yet
- Lesson Plan Cot1Document9 pagesLesson Plan Cot1Paglinawan Al KimNo ratings yet
- Acc 13 Februari 23 PagiDocument19 pagesAcc 13 Februari 23 PagisimbahNo ratings yet
- English Examination 1-Bdsi-XiDocument1 pageEnglish Examination 1-Bdsi-XiHarsuni Winarti100% (1)
- Opening The Third EyeDocument13 pagesOpening The Third EyekakamacgregorNo ratings yet
- Amplifier Frequency ResponseDocument28 pagesAmplifier Frequency ResponseBenj MendozaNo ratings yet
- Hormone Replacement Therapy Real Concerns and FalsDocument13 pagesHormone Replacement Therapy Real Concerns and FalsDxng 1No ratings yet