You might also like
- Modeliranje I Simulacija ProizvodaDocument9 pagesModeliranje I Simulacija ProizvodaLuka MarusicNo ratings yet
- Pitanja I Odgovori Modeliranje IspitDocument57 pagesPitanja I Odgovori Modeliranje IspitEmir HusićNo ratings yet
- Proizvodna MjerenjaDocument73 pagesProizvodna MjerenjaBarbara NovcekNo ratings yet
- Pitanja ModeliranjeDocument98 pagesPitanja ModeliranjeSelvedin HalilagicNo ratings yet
- Automatsko Programiranje - Dijagram TokaDocument5 pagesAutomatsko Programiranje - Dijagram TokaZijad HalilovicNo ratings yet
- Proizvodnja Podržana računalom-CAMDocument23 pagesProizvodnja Podržana računalom-CAMAnnaNo ratings yet
- CAE3 Racunarske Simulacije-17Document11 pagesCAE3 Racunarske Simulacije-17optimus 07No ratings yet
- Integritet Obrađene PovršineDocument11 pagesIntegritet Obrađene PovršineŽan PjerNo ratings yet
- Projektovanje Tehnoloških Procesa Za FPSDocument68 pagesProjektovanje Tehnoloških Procesa Za FPSMelisa Hatkić-JašarevićNo ratings yet
- Mjerenje I Kontrola III Razred PDFDocument6 pagesMjerenje I Kontrola III Razred PDFrikiNo ratings yet
- Predavanja Blok 3 PDFDocument30 pagesPredavanja Blok 3 PDFAntonija VidovićNo ratings yet
- Matematičko ModeliranjeDocument25 pagesMatematičko Modeliranjevekacoric0% (2)
- Parametri RasipanjaDocument28 pagesParametri RasipanjaEric ClemonsNo ratings yet
- 04 Uvod U Simulink FERDocument38 pages04 Uvod U Simulink FERMateo MlikotaNo ratings yet
- 2 1 Odstupanje U Procesu ObradeDocument22 pages2 1 Odstupanje U Procesu ObradeAidaNo ratings yet
- 3D Skeneri - Papic - FinalDocument45 pages3D Skeneri - Papic - FinalJosip Papić100% (2)
- Rezimi ObradeDocument3 pagesRezimi ObradeBranimir TadićNo ratings yet
- RP Skripta 1 - 42Document42 pagesRP Skripta 1 - 42dzenan97100% (1)
- Normni BrojeviDocument18 pagesNormni BrojeviBranimir Marko Markulin GrgićNo ratings yet
- Teorija Plasticnosti - 2010 - 11Document70 pagesTeorija Plasticnosti - 2010 - 11Muharem SuljkanovićNo ratings yet
- CIM SkriptaDocument21 pagesCIM SkriptaIvana MatuzovićNo ratings yet
- Selmir NoviDocument22 pagesSelmir NoviHuseinAlicNo ratings yet
- 1 Optimizacija Konstrukcija Uvod Kroz PrimjereDocument27 pages1 Optimizacija Konstrukcija Uvod Kroz PrimjereAnto KestenNo ratings yet
- Tehnološki Postupci IIDocument26 pagesTehnološki Postupci IIselmircNo ratings yet
- Paralelni Algoritmi I Strukture PodatakaDocument30 pagesParalelni Algoritmi I Strukture PodatakaErnad BekticNo ratings yet
- CNC Skripta SFSBDocument14 pagesCNC Skripta SFSBpetrus erectusNo ratings yet
- Predavanja Elementi Automatizacije PostrojenjaDocument42 pagesPredavanja Elementi Automatizacije PostrojenjaMesud BišćevićNo ratings yet
- Razlike Između Klasičnih I CNC Alatnih StrojevaDocument2 pagesRazlike Između Klasičnih I CNC Alatnih StrojevaMesud BiogradlijaNo ratings yet
- Kontrola I Mjerenje - 4MTDocument6 pagesKontrola I Mjerenje - 4MTDalibor HašplNo ratings yet
- Automatizacija Proizvodnje Seminarski RadDocument5 pagesAutomatizacija Proizvodnje Seminarski RadSzanto BoldizsarNo ratings yet
- CAD CAM OdgovoriDocument7 pagesCAD CAM OdgovoriAnto KestenNo ratings yet
- Pitanja I Odgovori ELEMENTI STROJEVA IDocument7 pagesPitanja I Odgovori ELEMENTI STROJEVA Igmxcry100% (1)
- Završni MehanizamDocument18 pagesZavršni MehanizamIgor BrodarecNo ratings yet
- MetrologijaDocument5 pagesMetrologijaMarko Baja JelicNo ratings yet
- Seminarski Rad. Ramo ŠarićDocument14 pagesSeminarski Rad. Ramo ŠarićŠarić RamoNo ratings yet
- Planiranje PokusaDocument45 pagesPlaniranje PokusaŽana FumićNo ratings yet
- 03 SIMULINK Uvodni PrimjeriDocument9 pages03 SIMULINK Uvodni PrimjeriMateo MlikotaNo ratings yet
- Projektovanje TP Za CNC StrojeveDocument17 pagesProjektovanje TP Za CNC StrojeveramadanNo ratings yet
- Greske MjerenjaDocument18 pagesGreske MjerenjaEnisa KeviljNo ratings yet
- Upravljački Sustav I LanacDocument18 pagesUpravljački Sustav I LanacMatea GredeljNo ratings yet
- Optimizacija KonstrukcijaDocument13 pagesOptimizacija KonstrukcijaŽan PjerNo ratings yet
- Osnove Regulacijske TehnikeDocument61 pagesOsnove Regulacijske Tehnikelogick100% (1)
- Upravljanje Alatnog StrojaDocument106 pagesUpravljanje Alatnog StrojaHBracing1No ratings yet
- Sveučilište U MostaruDocument38 pagesSveučilište U MostaruTerzimehić AlenNo ratings yet
- Konstruisanje IV Razred-KPDocument5 pagesKonstruisanje IV Razred-KPbanevrNo ratings yet
- Def 1 Studentif ADocument8 pagesDef 1 Studentif AHuseinAlicNo ratings yet
- Dinamičko PlaniranjeDocument44 pagesDinamičko PlaniranjePetar ObrovacNo ratings yet
- Vježba2 SolidCAM UputeDocument9 pagesVježba2 SolidCAM UputeKresimir CoricNo ratings yet
- Definicija Fleksibilne ProizvodnjeDocument1 pageDefinicija Fleksibilne ProizvodnjeImšićMuradifNo ratings yet
- Komparatori I MikrometriDocument9 pagesKomparatori I MikrometriSelma MurticNo ratings yet
- Kontrolne Karte I Novi Alati Za Upravljanje KvalitetoDocument15 pagesKontrolne Karte I Novi Alati Za Upravljanje KvalitetoSamir PoljicNo ratings yet
- Sustavsko Inzinjerstvo - SkriptaDocument91 pagesSustavsko Inzinjerstvo - SkriptaMirsad AlagićNo ratings yet
- Mehanika Fluida Skripta StatikaDocument37 pagesMehanika Fluida Skripta Statikaadem ademovicNo ratings yet
- 12 Jelena S Luka M Antonio S Josip S Vatroslav M 10052020 1Document24 pages12 Jelena S Luka M Antonio S Josip S Vatroslav M 10052020 1JelenaNo ratings yet
- Nusret Imširović TPDocument10 pagesNusret Imširović TPNusret ImširovićNo ratings yet
- Maturski 12Document16 pagesMaturski 12Emrah DurdžićNo ratings yet
- Osnove Fleksibilne ProizvodnjeDocument41 pagesOsnove Fleksibilne ProizvodnjeDino OmerspahicNo ratings yet
- Proizvodnja 2Document24 pagesProizvodnja 2Sabiha Hajdarbegović-HafizovićNo ratings yet
- 6 - Projektovanje SolidCAm TehnologijeDocument1 page6 - Projektovanje SolidCAm TehnologijeAmir OkičićNo ratings yet
- Opruge - Pojmovi I Vrste 18.9Document31 pagesOpruge - Pojmovi I Vrste 18.9Anonymous 4nfv9lQxyDNo ratings yet
- Vježba - Upravljanje LED Pomoću TasteraDocument21 pagesVježba - Upravljanje LED Pomoću TasteraAnonymous 4nfv9lQxyDNo ratings yet
- OprugeDocument34 pagesOprugeAnonymous 4nfv9lQxyD100% (1)
- Gubici Energije 3t5 27.11Document11 pagesGubici Energije 3t5 27.11Anonymous 4nfv9lQxyDNo ratings yet
- OsovineDocument13 pagesOsovineAnonymous 4nfv9lQxyDNo ratings yet
- Uvod U Auto Cad 17.9Document23 pagesUvod U Auto Cad 17.9Anonymous 4nfv9lQxyDNo ratings yet
- Ležišta Pojam Osobine 4T5 23.10Document38 pagesLežišta Pojam Osobine 4T5 23.10Anonymous 4nfv9lQxyDNo ratings yet
- Dijagnostika Motornih VozilaDocument14 pagesDijagnostika Motornih VozilaAnonymous 4nfv9lQxyDNo ratings yet
- HidraulikaDocument24 pagesHidraulikaAnonymous 4nfv9lQxyD100% (1)
- OsovineDocument13 pagesOsovineAnonymous 4nfv9lQxyDNo ratings yet
- Anketa Rodielja Za Nasilje 15.2.2017Document2 pagesAnketa Rodielja Za Nasilje 15.2.2017Anonymous 4nfv9lQxyDNo ratings yet
- Tvrdi MetaliDocument6 pagesTvrdi MetaliAnonymous 4nfv9lQxyDNo ratings yet
- Azbest - Kočione OblogeDocument10 pagesAzbest - Kočione OblogeAnonymous 4nfv9lQxyDNo ratings yet
- Dopunske OznakeDocument7 pagesDopunske OznakeAnonymous 4nfv9lQxyDNo ratings yet
- Tehnološki Proces Montaže BravariDocument14 pagesTehnološki Proces Montaže BravariAnonymous 4nfv9lQxyDNo ratings yet
- Uređaji Za Odvođenje Ispušnih PlinovaDocument12 pagesUređaji Za Odvođenje Ispušnih PlinovaAnonymous 4nfv9lQxyDNo ratings yet
- Podjela CelikaDocument8 pagesPodjela CelikaAnonymous 4nfv9lQxyDNo ratings yet
- ALNASERDocument4 pagesALNASERAnonymous 4nfv9lQxyDNo ratings yet
- NPP Za I I II Raz. UrađenoDocument47 pagesNPP Za I I II Raz. UrađenoAnonymous 4nfv9lQxyDNo ratings yet
- Tekuće I Servisno OdržavanjeDocument7 pagesTekuće I Servisno OdržavanjeAnonymous 4nfv9lQxyDNo ratings yet
- Brego ViDocument15 pagesBrego ViAnonymous 4nfv9lQxyDNo ratings yet
- GlavaDocument12 pagesGlavaAnonymous 4nfv9lQxyDNo ratings yet
- PoluosovineDocument9 pagesPoluosovineAnonymous 4nfv9lQxyDNo ratings yet
- 8 MartDocument6 pages8 MartAnonymous 4nfv9lQxyDNo ratings yet
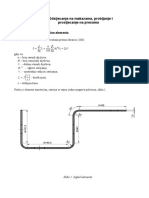
- Savijanje ŽiceDocument3 pagesSavijanje ŽiceAnonymous 4nfv9lQxyDNo ratings yet
- Motori 222Document18 pagesMotori 222Anonymous 4nfv9lQxyDNo ratings yet
- MotoriDocument12 pagesMotoriAnonymous 4nfv9lQxyDNo ratings yet
- DiferencijalDocument3 pagesDiferencijalAnonymous 4nfv9lQxyDNo ratings yet