You might also like
- Gmail - Your Conditional Offer To Kingston UniversityDocument3 pagesGmail - Your Conditional Offer To Kingston Universityss4444333No ratings yet
- Hi-Temp Annealing & Blueing Process CycleDocument1 pageHi-Temp Annealing & Blueing Process CycleKuldeep SinghNo ratings yet
- Aristotle's View of Citizenship in an Ideal StateDocument22 pagesAristotle's View of Citizenship in an Ideal StateSrishti100% (5)
- Supplier 8D FormDocument3 pagesSupplier 8D FormBen DesireNo ratings yet
- Ref Flow Charts Layout InspectionDocument1 pageRef Flow Charts Layout Inspectionrajesh.bNo ratings yet
- GMW 3059Document7 pagesGMW 3059Ricardo VitorianoNo ratings yet
- Grade 12 Creative Writing Lesson on One-Act PlaysDocument3 pagesGrade 12 Creative Writing Lesson on One-Act PlaysChristian Abella100% (5)
- Road Map For IATF 16949 R-6 UpdatedDocument1 pageRoad Map For IATF 16949 R-6 UpdatedRavi javali100% (1)
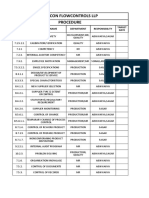
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateDocument9 pagesAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpNo ratings yet
- VCIPL PQCS-HM-01-40 Process Quality Control Sheet for Forging & TrimmingDocument1 pageVCIPL PQCS-HM-01-40 Process Quality Control Sheet for Forging & TrimmingBalram JiNo ratings yet
- First Article Inspection Report: Purchase Order Number Supplier NameDocument8 pagesFirst Article Inspection Report: Purchase Order Number Supplier NameTuff qualityNo ratings yet
- Contract Review-QMP-MK-01Document5 pagesContract Review-QMP-MK-01Rohit VishwakarmaNo ratings yet
- MKT Procedure - Evaluating Customer Satisfaction P1Document1 pageMKT Procedure - Evaluating Customer Satisfaction P1sumanNo ratings yet
- WI-R&D-33 - Field Validation of ClutchDocument3 pagesWI-R&D-33 - Field Validation of ClutchDisha ShahNo ratings yet
- 10-Qua-15 F01 Deviation Request Format-01.12.2019Document1 page10-Qua-15 F01 Deviation Request Format-01.12.2019Rohit SoniNo ratings yet
- Suppliers Quality Assurance Manual (PDFDrive)Document135 pagesSuppliers Quality Assurance Manual (PDFDrive)umtNo ratings yet
- Change Management Matrix for Vendor Updates in May 2022Document1 pageChange Management Matrix for Vendor Updates in May 2022nitin rathoreNo ratings yet
- Ppap Check List: Lear Automotive India Pvt. Ltd.,NasikDocument73 pagesPpap Check List: Lear Automotive India Pvt. Ltd.,Nasikrajesh sharma100% (1)
- Kunstocom India Pvt. LTD.: Format No: Issue No./Date: Qav-Check Sheet Rev - No/Rev. Date: Control Item Check ItemsDocument2 pagesKunstocom India Pvt. LTD.: Format No: Issue No./Date: Qav-Check Sheet Rev - No/Rev. Date: Control Item Check ItemsSandeep VermaNo ratings yet
- Advance Planning Ensures Timely PPAP ApprovalDocument19 pagesAdvance Planning Ensures Timely PPAP ApprovalmoezNo ratings yet
- Organization Context (4Document3 pagesOrganization Context (4Nguyen Trung Kien100% (1)
- Fmea 39 PDF FreeDocument5 pagesFmea 39 PDF Freeahya azizahNo ratings yet
- PPAP Check ListDocument4 pagesPPAP Check ListSameer SaxenaNo ratings yet
- Chopra Industries (P) Ltd.-Unit-Iv: Quality Management System ProcedureDocument5 pagesChopra Industries (P) Ltd.-Unit-Iv: Quality Management System ProcedureShankar ChowdhuryNo ratings yet
- Wi SPCDocument4 pagesWi SPCSujeet Kumar100% (1)
- MBO CQI 11 2020 2nd EditionDocument81 pagesMBO CQI 11 2020 2nd EditionHoang TanNo ratings yet
- Process Audit - Sheet New ......Document1 pageProcess Audit - Sheet New ......MUKESH KUMARNo ratings yet
- MARATHAN MOTOR SOP Recruitment ProcedureDocument4 pagesMARATHAN MOTOR SOP Recruitment Procedurerishi gautamNo ratings yet
- Initial Product Quality Control ProcessDocument3 pagesInitial Product Quality Control ProcessSameer SaxenaNo ratings yet
- PDF Process Audit Vda 63Document9 pagesPDF Process Audit Vda 63Shahrazed ZineNo ratings yet
- APQP TrackerDocument10 pagesAPQP TrackerBharathNo ratings yet
- PPAP Package for Inner Pipe PartDocument31 pagesPPAP Package for Inner Pipe PartPk NimiwalNo ratings yet
- APQP (27) ElementsDocument31 pagesAPQP (27) Elementssam1hi5No ratings yet
- 8D Report 010510Document4 pages8D Report 010510Wellington SoaresNo ratings yet
- MOM - Control PlanDocument17 pagesMOM - Control PlanraghulramasamyNo ratings yet
- Skill evaluation criteria for CED and chrome plating processesDocument1 pageSkill evaluation criteria for CED and chrome plating processesDinesh KumarNo ratings yet
- Exedy India Ltd. APQP Process DocumentsDocument3 pagesExedy India Ltd. APQP Process Documentssam1hi5No ratings yet
- F Qa 48 Ppap Readiness Sheet For 0.7lDocument4 pagesF Qa 48 Ppap Readiness Sheet For 0.7lVikas RaiNo ratings yet
- 7.2.3 A List of Internal Auditors QMSDocument2 pages7.2.3 A List of Internal Auditors QMSPrakash kumarTripathiNo ratings yet
- Indian Standard: Sampling Inspection ProceduresDocument24 pagesIndian Standard: Sampling Inspection ProceduresarunrathikaNo ratings yet
- Skill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredDocument2 pagesSkill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredRavi YadavNo ratings yet
- Lab Testing Services Audit ReportDocument8 pagesLab Testing Services Audit ReportMeghna SharmaNo ratings yet
- Mohindra Fasteners Ltd. Automatic Tri-Valent Plating Plant LayoutDocument10 pagesMohindra Fasteners Ltd. Automatic Tri-Valent Plating Plant LayoutRohtash fastner100% (1)
- Updated Closer IATFDocument8 pagesUpdated Closer IATFSandeep Verma100% (1)
- Procedure For Set Up Approval, in Process & Final InspectionDocument7 pagesProcedure For Set Up Approval, in Process & Final InspectionRavi javaliNo ratings yet
- CQI-23 For Hitachi (Self Audit Submit 10-Mar-23)Document24 pagesCQI-23 For Hitachi (Self Audit Submit 10-Mar-23)Jintara KaewrayaNo ratings yet
- Corrective Actions For Not Ok Charcteristics: Months - July13Document1 pageCorrective Actions For Not Ok Charcteristics: Months - July13shobha shelarNo ratings yet
- ISO 9001:2008 & ISO/TS 16949 Quality Management RequirementsDocument52 pagesISO 9001:2008 & ISO/TS 16949 Quality Management Requirementssupady5751No ratings yet
- Supplier Assesment MaxionDocument23 pagesSupplier Assesment Maxionesivaks2000No ratings yet
- 4M Change Machined RodDocument4 pages4M Change Machined RodOBSC PerfectionNo ratings yet
- TEAM fEASIBILITYDocument2 pagesTEAM fEASIBILITYPk NimiwalNo ratings yet
- LSAI SQA Manual FileDocument39 pagesLSAI SQA Manual FileSivakumar LNo ratings yet
- Customer Specific Requirements Check SheetDocument1 pageCustomer Specific Requirements Check SheetSridharan VenkatNo ratings yet
- Process Quality Control Table - (IIDocument1 pageProcess Quality Control Table - (IIRehman LatifNo ratings yet
- Outsourced Processes Procedure Full Client Name Reg Caps Rev Rev NumberDocument1 pageOutsourced Processes Procedure Full Client Name Reg Caps Rev Rev Numberdellanadia putriNo ratings yet
- Turtle Diagrams - Stores + ShippingDocument1 pageTurtle Diagrams - Stores + Shippingcem electromechNo ratings yet
- Efwe 2 e 4 GF 1 W 3Document1 pageEfwe 2 e 4 GF 1 W 3BALACHANDAR SNo ratings yet
- APQP and PPAP ExplainedDocument3 pagesAPQP and PPAP ExplainedignaunaqNo ratings yet
- Supplier Deviation Request FormDocument1 pageSupplier Deviation Request FormBESNo ratings yet
- Apqp PhasesDocument3 pagesApqp PhasesBharatNo ratings yet
- 02 Manufacturing Process Design InputsDocument3 pages02 Manufacturing Process Design InputsRaja DuraiNo ratings yet
- Rejection Record.Document10 pagesRejection Record.karan shahNo ratings yet
- Customer Complaint Handling Procedure Flow DiagramDocument1 pageCustomer Complaint Handling Procedure Flow Diagramamit gajbhiyeNo ratings yet
- 8D For Big ID DepthDocument18 pages8D For Big ID DepthKuldeep SinghNo ratings yet
- Customer ComplainDocument9 pagesCustomer ComplainKuldeep SinghNo ratings yet
- November Quality PresentationDocument4 pagesNovember Quality PresentationKuldeep SinghNo ratings yet
- January Quality PresentationDocument2 pagesJanuary Quality PresentationKuldeep SinghNo ratings yet
- PMP Breakdown Slip AnalysisDocument1 pagePMP Breakdown Slip AnalysisKuldeep SinghNo ratings yet
- Press Shop Production ReportDocument52 pagesPress Shop Production ReportKuldeep SinghNo ratings yet
- Orient Electric Rejection OctoberDocument1 pageOrient Electric Rejection OctoberKuldeep SinghNo ratings yet
- Date: 23/11/2020 To Penguin Electronics LTD - Nalagarh UnitDocument2 pagesDate: 23/11/2020 To Penguin Electronics LTD - Nalagarh UnitKuldeep SinghNo ratings yet
- Management and Planning Tools: Ronald P. AnjardDocument4 pagesManagement and Planning Tools: Ronald P. AnjardMega Inayati Rif'ahNo ratings yet
- Process Flow Chart: PoojaDocument2 pagesProcess Flow Chart: PoojaKuldeep SinghNo ratings yet
- Seven Management and Planning Tools in Megaproject Management: A Literature ReviewDocument8 pagesSeven Management and Planning Tools in Megaproject Management: A Literature ReviewRiza SaidNo ratings yet
- Eticket - 2418170770Document2 pagesEticket - 2418170770Kuldeep SinghNo ratings yet
- Die Casting Production and Quality ReportDocument42 pagesDie Casting Production and Quality ReportKuldeep SinghNo ratings yet
- Citizen Resource Information Department (CRID) ह रयाणा प रवार पहचान पDocument1 pageCitizen Resource Information Department (CRID) ह रयाणा प रवार पहचान पKuldeep SinghNo ratings yet
- Coil Check SheetDocument1 pageCoil Check SheetKuldeep SinghNo ratings yet
- Daily maintenance check sheetsDocument6 pagesDaily maintenance check sheetsKuldeep SinghNo ratings yet
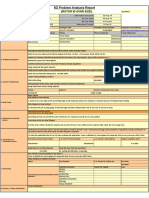
- Supplier Problem Response ReportDocument1 pageSupplier Problem Response ReportKuldeep SinghNo ratings yet
- Yash Exports Pre-Dispatch Inspection ReportDocument1 pageYash Exports Pre-Dispatch Inspection ReportKuldeep SinghNo ratings yet
- K R A Tarun SahaniDocument2 pagesK R A Tarun SahaniKuldeep SinghNo ratings yet
- Pareto Analysis FOR Product Rejection: Data From ProductionDocument2 pagesPareto Analysis FOR Product Rejection: Data From ProductionKuldeep Singh100% (1)
- Quality Check Sheet Press Shop Rev-01Document2 pagesQuality Check Sheet Press Shop Rev-01Kuldeep SinghNo ratings yet
- Minutes of Meeting: M/s Pooja Metal Processors (P) Ltd. M/sDocument2 pagesMinutes of Meeting: M/s Pooja Metal Processors (P) Ltd. M/sKuldeep SinghNo ratings yet
- Action Log For JuneDocument9 pagesAction Log For JuneKuldeep SinghNo ratings yet
- Tecumseh Complain Type Pareto ChartDocument2 pagesTecumseh Complain Type Pareto ChartKuldeep SinghNo ratings yet
- KRA For DineshDocument1 pageKRA For DineshKuldeep SinghNo ratings yet
- Action Plan For Wrong SamplingDocument1 pageAction Plan For Wrong SamplingKuldeep SinghNo ratings yet
- Updated Export Inspection SheetDocument13 pagesUpdated Export Inspection SheetKuldeep SinghNo ratings yet
- 8D For ID Over sizeTECUMSEHDocument4 pages8D For ID Over sizeTECUMSEHKuldeep SinghNo ratings yet
- Press Shop Machine Wise Rejection AugustDocument48 pagesPress Shop Machine Wise Rejection AugustKuldeep SinghNo ratings yet
- Practicum PortfolioDocument205 pagesPracticum PortfolioKimber Lynn Roble98% (45)
- Schmidt, Jan-Hinrik - 'Twitter and The Rise of Personal Publics'Document21 pagesSchmidt, Jan-Hinrik - 'Twitter and The Rise of Personal Publics'DylanOSullivanNo ratings yet
- English III Lesson Plan on Using Action WordsDocument4 pagesEnglish III Lesson Plan on Using Action WordsHunterJomzViral100% (3)
- LOTO ChecklistDocument3 pagesLOTO ChecklistPutri UnaNo ratings yet
- How Ejection Seats Work: Click HereDocument9 pagesHow Ejection Seats Work: Click HereVishal Kumar ShawNo ratings yet
- Health Education Promotion PlanDocument7 pagesHealth Education Promotion PlanAnalytical ChemistryNo ratings yet
- Advantages & Disadvantages of Presidential System of GovernmentDocument4 pagesAdvantages & Disadvantages of Presidential System of Governmentshubham kumarNo ratings yet
- The Challenges and Lived Experiences of The Barangay Tanods A Phenomenological Qualitative Study in The Philippines During COVID 19 PandemicDocument21 pagesThe Challenges and Lived Experiences of The Barangay Tanods A Phenomenological Qualitative Study in The Philippines During COVID 19 PandemicPSSg Sadang Sheryl DNo ratings yet
- Navodaya Vidyalaya Entrance Exam Model PaperDocument4 pagesNavodaya Vidyalaya Entrance Exam Model PaperMovie BazaarNo ratings yet
- Mark The Letter A, B, C, or D On Your Answer Sheet To Indicate The Correct Answer To Each of The Following QuestionsDocument7 pagesMark The Letter A, B, C, or D On Your Answer Sheet To Indicate The Correct Answer To Each of The Following QuestionsHồ Viết TiênNo ratings yet
- UNESCO Women STEM PDFDocument87 pagesUNESCO Women STEM PDFRumiNo ratings yet
- A comparison of Brochures, Leaflets, Pamphlets and BannersDocument2 pagesA comparison of Brochures, Leaflets, Pamphlets and Banners10Made krisna Kusuma Wijaya100% (2)
- 998 2296 1 PBDocument20 pages998 2296 1 PBAriestoni SilalahiNo ratings yet
- Team Sports Family JournalDocument6 pagesTeam Sports Family JournalAngelica Basco67% (3)
- Consumer Behaviour-7: Culture & Sub CultureDocument6 pagesConsumer Behaviour-7: Culture & Sub CultureHimansu S M96% (24)
- Reporter Issue 1017Document44 pagesReporter Issue 1017luckybudeNo ratings yet
- ICT in EducationDocument9 pagesICT in EducationIts ShaafNo ratings yet
- Internationalist 4 June 2014) .: Should We Fight The System or Be The Change?'Document21 pagesInternationalist 4 June 2014) .: Should We Fight The System or Be The Change?'LM BardamuNo ratings yet
- Pharmacy Assistant Test StrategiesDocument2 pagesPharmacy Assistant Test StrategiesCharles John Palabrica Cubar100% (1)
- New Look Central School, Bhilwara EXAM PATTERN 2019 - 2020 For Class Ix & XDocument5 pagesNew Look Central School, Bhilwara EXAM PATTERN 2019 - 2020 For Class Ix & Xvikas_2No ratings yet
- Contentassetsiata Icao Ifalpa Webinar Managing Pilot Training During CoviDocument68 pagesContentassetsiata Icao Ifalpa Webinar Managing Pilot Training During Covichaleen leeNo ratings yet
- SARDocument34 pagesSARLe ThangNo ratings yet
- Project Management Termination MethodsDocument12 pagesProject Management Termination MethodsQasim RehmanNo ratings yet
- Learning Through Play Exhibition: ContentsDocument14 pagesLearning Through Play Exhibition: ContentsantheamoysNo ratings yet
- English: Name: Ethel Jane Remo:) ) ) Grade and Section: 10-ZirconDocument4 pagesEnglish: Name: Ethel Jane Remo:) ) ) Grade and Section: 10-ZirconEthel Jane RemoNo ratings yet
- IATF Requirements TrainingDocument193 pagesIATF Requirements TrainingDhinakaran80% (5)
- ANALYSIS OF ARTICLES 62 AND 63Document5 pagesANALYSIS OF ARTICLES 62 AND 63Hamna SikanderNo ratings yet