You might also like
- Catálogo Suntech - 5W - 135WDocument7 pagesCatálogo Suntech - 5W - 135WotavioseNo ratings yet
- Study of Clipper and Clamper CircuitDocument5 pagesStudy of Clipper and Clamper Circuitmabrur nabilNo ratings yet
- Name: Ritesh Bhoite Division: 24 Roll No: 124050 Batch: 3Document13 pagesName: Ritesh Bhoite Division: 24 Roll No: 124050 Batch: 3Ritesh BhoiteNo ratings yet
- Basic Electronics: Preparatory Electricity and Electronics Training SystemDocument32 pagesBasic Electronics: Preparatory Electricity and Electronics Training SystemMi LuanaNo ratings yet
- Experiment # 02 Behaviour of BJT As An Amplifier: Component/ApparatusDocument3 pagesExperiment # 02 Behaviour of BJT As An Amplifier: Component/ApparatusSHAHID RASHEEDNo ratings yet
- Electronics Lab Guide for DC Circuits, Diodes & RegulatorsDocument23 pagesElectronics Lab Guide for DC Circuits, Diodes & RegulatorsSahibaNo ratings yet
- Capacitors (Capitulo de Testing Electronic Components Collin Mitchell)Document17 pagesCapacitors (Capitulo de Testing Electronic Components Collin Mitchell)arnoldo3551No ratings yet
- High Current DC Regulated Power Supply Circuit With LM317Document5 pagesHigh Current DC Regulated Power Supply Circuit With LM317jonatanNo ratings yet
- Experiment - 5: Full Wave Rectifier Pre - Lab QuestionsDocument7 pagesExperiment - 5: Full Wave Rectifier Pre - Lab Questionsgautam KrishnaNo ratings yet
- Lab #2 - DiodesDocument16 pagesLab #2 - DiodescrackintheshatNo ratings yet
- Electronics Lab ManualDocument42 pagesElectronics Lab ManualShikhar DuttaNo ratings yet
- Single Phase Controlled Rectifiers Lab ReportDocument21 pagesSingle Phase Controlled Rectifiers Lab ReportOmar JanjuaNo ratings yet
- 8035739Document37 pages8035739khuong phạmNo ratings yet
- D.I.Y Adjustable DC Regulated Power Supply: Level: Intermediate Ak-145Document4 pagesD.I.Y Adjustable DC Regulated Power Supply: Level: Intermediate Ak-145Adam RzymskiNo ratings yet
- Blue Ring TesterDocument8 pagesBlue Ring Testers12originalNo ratings yet
- Experiment - 5: What Is The Importance of Peak Inverse Voltage? AnsDocument5 pagesExperiment - 5: What Is The Importance of Peak Inverse Voltage? Anszohair ahmedNo ratings yet
- Transformer Load Shedding ProjectDocument20 pagesTransformer Load Shedding Projectbhaumikjoshi joshiNo ratings yet
- Mecc Alte Portable Ts GuideDocument9 pagesMecc Alte Portable Ts GuidesfeNo ratings yet
- PLX160A Service Manual Radiograph System RepairsDocument5 pagesPLX160A Service Manual Radiograph System RepairsApayao Cagayan Medical Center Inc0% (1)
- Imp LeafletDocument1 pageImp LeafletadanaldoNo ratings yet
- DT301Document18 pagesDT301Antonio PalomoNo ratings yet
- The Effect of Turns on Transformer Regulation FactorDocument5 pagesThe Effect of Turns on Transformer Regulation FactorMuslimahNo ratings yet
- 5V Regulated DC Power Supply CircuitDocument12 pages5V Regulated DC Power Supply CircuitKalu SamuelNo ratings yet
- 0-50V 3A Variable Power SupplyDocument17 pages0-50V 3A Variable Power SupplyferdinandNo ratings yet
- Basic Electronics Lab: Dr. Devlina Adhikari PHD (Iit Kharagpur) Assistant Professor, IctDocument45 pagesBasic Electronics Lab: Dr. Devlina Adhikari PHD (Iit Kharagpur) Assistant Professor, IctYash BhavaniNo ratings yet
- Ae Exp 5 Student ManualDocument4 pagesAe Exp 5 Student ManualAINo ratings yet
- Pacific Antenna 41Db Switched RF Attenuator: 41dbattenuator20190306 1Document6 pagesPacific Antenna 41Db Switched RF Attenuator: 41dbattenuator20190306 1Jose Antonio SantosNo ratings yet
- 100w Mono Amplifier List of PartsDocument1 page100w Mono Amplifier List of PartsElvis KoechNo ratings yet
- Single Phase Half Wave Uncontrolled Rectifier AnalysisDocument5 pagesSingle Phase Half Wave Uncontrolled Rectifier AnalysisAntenna /// Power ElectronicsNo ratings yet
- Ilovepdf MergedDocument21 pagesIlovepdf MergedDHILDAARNo ratings yet
- Electronics-I: Name: - Reg. No: - Section: - GroupDocument55 pagesElectronics-I: Name: - Reg. No: - Section: - Groupengrasafkhan100% (1)
- 0-50V 3A Variable Power Supply CircuitDocument9 pages0-50V 3A Variable Power Supply CircuitVasileSpireaNo ratings yet
- Reese Lab Report2 Resistor Color Coding Char and RatingDocument8 pagesReese Lab Report2 Resistor Color Coding Char and RatingEE1SAFRANNo ratings yet
- ECE 220L SyllabusDocument4 pagesECE 220L SyllabusEmmanuel Bautista-DizonNo ratings yet
- Components QT Y Designat OR Notes Type: The Required Parts Are Shown BelowDocument3 pagesComponents QT Y Designat OR Notes Type: The Required Parts Are Shown BelowRissy Kh XhieNo ratings yet
- ZenertesterDocument20 pagesZenertesterDanijel PolancNo ratings yet
- Troubleshooting and Service Information For Voltmaster GeneratorsDocument15 pagesTroubleshooting and Service Information For Voltmaster GeneratorsMd Rodi Bidin100% (1)
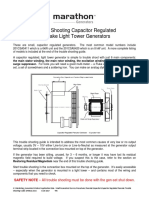
- Trouble Shooting Capacitor Regulated Pancake Light Tower GeneratorsDocument7 pagesTrouble Shooting Capacitor Regulated Pancake Light Tower GeneratorsBilly MecanizadoNo ratings yet
- V4H Rev2 SetupDocument5 pagesV4H Rev2 SetupbobannesicNo ratings yet
- Coil & Transformer Testing: Technological University of The Philippines College of EngineeringDocument5 pagesCoil & Transformer Testing: Technological University of The Philippines College of Engineeringlyk zNo ratings yet
- Service Manual - PC/MPC Series Inverter & Charger Repair GuideDocument14 pagesService Manual - PC/MPC Series Inverter & Charger Repair GuideNailson MartinsNo ratings yet
- 2206308_EXP_09_POSTLAB (2)Document10 pages2206308_EXP_09_POSTLAB (2)jatinNo ratings yet
- Electronic Devices & Circuits: Laboratory ManualDocument61 pagesElectronic Devices & Circuits: Laboratory ManualFadila IsmailNo ratings yet
- EL - 124 Electronic Devices & Circuits: Experiment # 06Document10 pagesEL - 124 Electronic Devices & Circuits: Experiment # 06Jawwad IqbalNo ratings yet
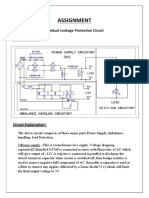
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocument2 pagesAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaNo ratings yet
- Experiment 3 - CAÑADocument10 pagesExperiment 3 - CAÑAJaphetRayModestoCanaNo ratings yet
- AC TO AC Write UpsDocument7 pagesAC TO AC Write UpsTin PelingonNo ratings yet
- BJT Security Alarm CircuitDocument4 pagesBJT Security Alarm CircuitsameeNo ratings yet
- PW3Document2 pagesPW3LOKKESHNo ratings yet
- Experiment - 4 Half Wave Rectifier Pre - Lab QuestionsDocument8 pagesExperiment - 4 Half Wave Rectifier Pre - Lab Questionsgautam KrishnaNo ratings yet
- 1 - 4 CSE Odd Sem 19.08.2019.Doc.XDocument43 pages1 - 4 CSE Odd Sem 19.08.2019.Doc.XNagarjun ReddyNo ratings yet
- Mutant Enhancer Glitch GuideDocument7 pagesMutant Enhancer Glitch GuideWalterAugustoNo ratings yet
- General Description Features: 300Khz, 2A/23V Step-Down DC-DC ConverterDocument23 pagesGeneral Description Features: 300Khz, 2A/23V Step-Down DC-DC ConverterJustin WilliamsNo ratings yet
- Electronics Lab Report 1Document4 pagesElectronics Lab Report 1Dina AssefaNo ratings yet
- "Voltage Monitoring System": JSS MahavidhyapeethaDocument8 pages"Voltage Monitoring System": JSS MahavidhyapeethahardikNo ratings yet
- Basic ElectronicsDocument5 pagesBasic ElectronicsACAD PurposesNo ratings yet
- Final ESD Lab ManualDocument28 pagesFinal ESD Lab ManualVincent Padi AshieNo ratings yet
- TESDA Self-Assessment Guide for Electronics Assembly and ServicingDocument9 pagesTESDA Self-Assessment Guide for Electronics Assembly and ServicingAra CNo ratings yet
- CRT TV SubsectionsDocument13 pagesCRT TV SubsectionsEricson GarciaNo ratings yet
- Coc 2Document22 pagesCoc 2Ericson GarciaNo ratings yet
- Instrumentation and Process ControlDocument10 pagesInstrumentation and Process ControlEricson GarciaNo ratings yet
- CBC - Electronic Products Assembly and Servicing NC IIDocument100 pagesCBC - Electronic Products Assembly and Servicing NC IIEricson GarciaNo ratings yet
- Learning Outcome No 1Document10 pagesLearning Outcome No 1Ericson GarciaNo ratings yet
- Performance-Based Assessment in Selected Higher Education Institutions in Cebu City, PhilippinesDocument6 pagesPerformance-Based Assessment in Selected Higher Education Institutions in Cebu City, PhilippinesMark Nel VenusNo ratings yet
- A Qualitative Study About Performance Based Assesment Methods Used in Information Technologies LessonDocument6 pagesA Qualitative Study About Performance Based Assesment Methods Used in Information Technologies LessonMary Rose PlopenioNo ratings yet
- Measuration and CalculationDocument20 pagesMeasuration and CalculationEricson GarciaNo ratings yet
- General Model of CommunicationDocument9 pagesGeneral Model of CommunicationEricson GarciaNo ratings yet
- Occupational Health and Safety: Learning OutcomesDocument15 pagesOccupational Health and Safety: Learning OutcomesEricson GarciaNo ratings yet
- CRT TV SubsectionsDocument13 pagesCRT TV SubsectionsEricson GarciaNo ratings yet
- CRT TV SubsectionsDocument13 pagesCRT TV SubsectionsEricson GarciaNo ratings yet
- Apply Quality StandardsDocument17 pagesApply Quality StandardsEricson GarciaNo ratings yet
- Audio System Repair and MaintenanceDocument1 pageAudio System Repair and MaintenanceEricson GarciaNo ratings yet
- Apply Quality StandardsDocument17 pagesApply Quality StandardsEricson GarciaNo ratings yet
- CBC - Electronic Products Assembly and Servicing NC IIDocument100 pagesCBC - Electronic Products Assembly and Servicing NC IIEricson GarciaNo ratings yet
- Risk Assesment Train StationDocument2 pagesRisk Assesment Train StationCharlie ParkesNo ratings yet
- Differential EquationsDocument4 pagesDifferential EquationstuaNo ratings yet
- 3-A Sanitary Standard For Pipeline Product Recovery Equipment Using Projectiles, Number 101-00Document23 pages3-A Sanitary Standard For Pipeline Product Recovery Equipment Using Projectiles, Number 101-00CHRISTIAN ZAVALA100% (1)
- Ucd: Physics 9C - Electricity and Magnetism: Tom WeidemanDocument173 pagesUcd: Physics 9C - Electricity and Magnetism: Tom WeidemanEuler Portilla CarrascoNo ratings yet
- Foreign Worker Appraisal Form (Updated)Document8 pagesForeign Worker Appraisal Form (Updated)Muhamad HasifNo ratings yet
- 2022 Charge Transfer Observed in Light Activated Catalyst ParticlesDocument2 pages2022 Charge Transfer Observed in Light Activated Catalyst ParticlesTien TruongNo ratings yet
- Labomed Prima DNT SeriesDocument5 pagesLabomed Prima DNT SeriesCarlos EstradaNo ratings yet
- Reflection PaperDocument12 pagesReflection PaperMarfe MontelibanoNo ratings yet
- Finnish National Annex TO EN 1990-A2 Basis of Structural Design Annex A2: Application For Bridges (Normative)Document22 pagesFinnish National Annex TO EN 1990-A2 Basis of Structural Design Annex A2: Application For Bridges (Normative)chong pak limNo ratings yet
- Speech Language Stimulation TechniquesDocument33 pagesSpeech Language Stimulation TechniquesRamanakumar MohanNo ratings yet
- Material Safety Data Sheet (MSDS) : Coconut Fatty Acid DiethnolamideDocument3 pagesMaterial Safety Data Sheet (MSDS) : Coconut Fatty Acid DiethnolamideMezo MezoNo ratings yet
- Lecture 1-DS 102-STIDocument14 pagesLecture 1-DS 102-STIkomando kipensiNo ratings yet
- Bronze Age EuropeDocument10 pagesBronze Age EuropeVíctor Alfonso Medina LugoNo ratings yet
- 1.2 Amount of Substance Exam QsDocument15 pages1.2 Amount of Substance Exam QsEmoryNo ratings yet
- Drilling Soal TBI 2Document6 pagesDrilling Soal TBI 2jendeuk kimNo ratings yet
- Kyoto Protocol UPSC NotesDocument3 pagesKyoto Protocol UPSC NotesSanchit RanaNo ratings yet
- Algebra Class 9Document18 pagesAlgebra Class 9Santosh UpadhyayNo ratings yet
- Answers Unit 5Document2 pagesAnswers Unit 5FranciscaBalasSuarezNo ratings yet
- Frolova 2022Document77 pagesFrolova 2022Simratjeet KaurNo ratings yet
- Calculating A - Linear RegressionDocument28 pagesCalculating A - Linear RegressionPrashant JindalNo ratings yet
- 5e Lesson Plan 4Document3 pages5e Lesson Plan 4api-2601088160% (2)
- FDSC Supporting Innovation in Health and Social Care Personal and Professional Development, Level 4, 20 Credits Assessment BriefDocument14 pagesFDSC Supporting Innovation in Health and Social Care Personal and Professional Development, Level 4, 20 Credits Assessment BriefleeleelauraNo ratings yet
- Curriculum planning overviewDocument9 pagesCurriculum planning overviewLusanda MzimaneNo ratings yet
- Peter Ferentzy, Nigel E. Turner (Auth.) - The History of Problem Gambling - Temperance, Substance Abuse, Medicine, and Metaphors (2013, Springer) (10.1007 - 978!1!4614-6699-4) - Libgen - LiDocument189 pagesPeter Ferentzy, Nigel E. Turner (Auth.) - The History of Problem Gambling - Temperance, Substance Abuse, Medicine, and Metaphors (2013, Springer) (10.1007 - 978!1!4614-6699-4) - Libgen - LiirazoquigustavoNo ratings yet
- Lecture - 1 - Unit - 3 - Communication - Meaning, Process, Barriers of Communication PDFDocument5 pagesLecture - 1 - Unit - 3 - Communication - Meaning, Process, Barriers of Communication PDFzozo goldzNo ratings yet
- Organization: Facility: Location: Reference Check NO. Item 29 CFR 1910.119 YES NO ApplicationDocument14 pagesOrganization: Facility: Location: Reference Check NO. Item 29 CFR 1910.119 YES NO ApplicationCesar Augusto Puma MedinaNo ratings yet
- Reading Passage 1: Swallows in MigrationDocument3 pagesReading Passage 1: Swallows in Migrationhtrang deyyNo ratings yet
- Mobilgear SHC XMP Series Performance ProfileDocument2 pagesMobilgear SHC XMP Series Performance ProfileosamaelnahrawyNo ratings yet
- CMSS Grade 7 Friendly 2021 2022Document4 pagesCMSS Grade 7 Friendly 2021 2022jennelyn malaynoNo ratings yet
- IJLL - SanskritDocument6 pagesIJLL - SanskritSudarshan RaghununanNo ratings yet