You might also like
- COSMIC CONSCIOUSNESS OF HUMANITY - PROBLEMS OF NEW COSMOGONY (V.P.Kaznacheev,. Л. V. Trofimov.)Document212 pagesCOSMIC CONSCIOUSNESS OF HUMANITY - PROBLEMS OF NEW COSMOGONY (V.P.Kaznacheev,. Л. V. Trofimov.)Boris Petrovic95% (187)
- Exxon Aero EnfriadoresDocument61 pagesExxon Aero EnfriadoressantiagoNo ratings yet
- Selection of Fired Process HeatersDocument24 pagesSelection of Fired Process HeatersAHMED AMIRANo ratings yet
- Entrainment Calculation PDFDocument1 pageEntrainment Calculation PDFnirmal_subudhiNo ratings yet
- WRC470 2002 PDFDocument34 pagesWRC470 2002 PDFs100% (1)
- Preferential Baffle Reboiler Part 1Document3 pagesPreferential Baffle Reboiler Part 1NAMONo ratings yet
- Ejectors and Jet Pumps - Design For Steam Driven FlowDocument92 pagesEjectors and Jet Pumps - Design For Steam Driven FlowtjutjuNo ratings yet
- Heat Exchanger Design Using HTRI PDFDocument30 pagesHeat Exchanger Design Using HTRI PDF966571016208No ratings yet
- Fired Heater Design and CalcDocument35 pagesFired Heater Design and CalcDavidMBBSNo ratings yet
- Pelatihan HTRIDocument44 pagesPelatihan HTRIAchmad MulyanaNo ratings yet
- TUBESHEETDocument5 pagesTUBESHEETMehta MehulNo ratings yet
- R3 Shell Tube HEDocument5 pagesR3 Shell Tube HEDalber VazquezNo ratings yet
- HeatExchangersfor PackagedEquipmentDocument7 pagesHeatExchangersfor PackagedEquipmentArjed Ali ShaikhNo ratings yet
- 6b - Tower DesignDocument25 pages6b - Tower DesignIslam SolimanNo ratings yet
- Ready ReckonerDocument13 pagesReady ReckonerNAMONo ratings yet
- Gas Chiller Datasheet PDFDocument2 pagesGas Chiller Datasheet PDFidilfitriNo ratings yet
- Steam Out of VesselsDocument1 pageSteam Out of Vesselsanon_293243615No ratings yet
- Pv-Elite He 101 - Rev 7Document118 pagesPv-Elite He 101 - Rev 7Dwi Putra100% (1)
- Aircooler Help PDFDocument18 pagesAircooler Help PDFKarthi RamNo ratings yet
- Allowable Vapor Control ValveDocument9 pagesAllowable Vapor Control Valvejohn VilladaNo ratings yet
- Kettle ReboilersDocument4 pagesKettle ReboilersMuhammad Usman100% (1)
- Combustion Design Data: Design Practices Fired Heaters Subsection M Exxon EngineeringDocument29 pagesCombustion Design Data: Design Practices Fired Heaters Subsection M Exxon EngineeringFRANKLIN REVILLANo ratings yet
- Upgrading Fine Filters at CC Water Injection PlantDocument83 pagesUpgrading Fine Filters at CC Water Injection PlantNAMONo ratings yet
- Kettle ChoiceDocument5 pagesKettle ChoiceHow Jie WeiNo ratings yet
- Selecting A Distillation Column Control StrategyDocument4 pagesSelecting A Distillation Column Control StrategyNethiyaaNo ratings yet
- Shell & Tube Heat Exchanger DesignDocument5 pagesShell & Tube Heat Exchanger DesignPepin ZgNo ratings yet
- Install, Operate and Maintain EjectorsDocument16 pagesInstall, Operate and Maintain Ejectorssebas_vNo ratings yet
- Shell and Tube Heat ExchangersDocument22 pagesShell and Tube Heat ExchangersAleem QureshiNo ratings yet
- Tube-to-Tubesheet Joints - BaherDocument51 pagesTube-to-Tubesheet Joints - BaherNAMO100% (3)
- Design of Plate & Frame HEXsDocument7 pagesDesign of Plate & Frame HEXsChem.EnggNo ratings yet
- Mr. C.H.Park / Project Manager 03-May-06Document30 pagesMr. C.H.Park / Project Manager 03-May-06Ali YassineNo ratings yet
- Part UhxDocument51 pagesPart UhxSaif Eddine MJNo ratings yet
- 6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferDocument35 pages6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferAthar IqbalNo ratings yet
- Edward O. Wilson - Letters To A Young Scientist-Liveright (2013)Document171 pagesEdward O. Wilson - Letters To A Young Scientist-Liveright (2013)Leandro Mir100% (3)
- Fired Heater Study ReportDocument15 pagesFired Heater Study ReportALONSO GOMEZNo ratings yet
- Spence and Tooth Tube Sheet DesignDocument27 pagesSpence and Tooth Tube Sheet DesignmakcodetechNo ratings yet
- Introduction To Reboiler DesignDocument3 pagesIntroduction To Reboiler Design1940LaSalleNo ratings yet
- Double Pipe Heat Exchanger Design CalculationsDocument67 pagesDouble Pipe Heat Exchanger Design CalculationsKendin Yap Fikirleri Diy0% (1)
- CHE 165A L11 - Heat Exchanger Design PDFDocument61 pagesCHE 165A L11 - Heat Exchanger Design PDFLi ChNo ratings yet
- HTFS Presentation 2Document57 pagesHTFS Presentation 2Divyesh Patel100% (1)
- Fired Heater Design PDFDocument12 pagesFired Heater Design PDFSterlingNo ratings yet
- Helix ChangerDocument8 pagesHelix Changerprad_21ad100% (1)
- Fired HeatersDocument19 pagesFired HeatersCelestine OzokechiNo ratings yet
- EjectorDocument9 pagesEjectorManuel Gallegos CalderónNo ratings yet
- Castable-Free Fired HeaterDocument4 pagesCastable-Free Fired HeaterchemengseliemNo ratings yet
- Boiler Feedwater Treating Systems: Design PracticesDocument96 pagesBoiler Feedwater Treating Systems: Design PracticesAleem QureshiNo ratings yet
- (510-C-002) PDS For Absorber I - R0Document14 pages(510-C-002) PDS For Absorber I - R0idilfitriNo ratings yet
- API 660 Vs TEMADocument5 pagesAPI 660 Vs TEMAALONSO GOMEZNo ratings yet
- Specifying Internals in Sour Water Strippers-Part 1Document7 pagesSpecifying Internals in Sour Water Strippers-Part 1NAMONo ratings yet
- Heat Transfer and Pressure Drop Performance Comparison of Finned-Tube Bundles in Forced ConvectionDocument17 pagesHeat Transfer and Pressure Drop Performance Comparison of Finned-Tube Bundles in Forced ConvectionThanga GanapathyNo ratings yet
- Burn Selection MatrixDocument1 pageBurn Selection MatrixsahasidNo ratings yet
- Heat Exchanger Anti-VibrationDocument6 pagesHeat Exchanger Anti-VibrationAnonymous v5uipH100% (1)
- HEAT TRANSFER EQUIPMENT DESIGN AND TYPESDocument26 pagesHEAT TRANSFER EQUIPMENT DESIGN AND TYPESJazer Mari CantosNo ratings yet
- 882design of Helical Baffle in Shell and Tube Heat Exchanger and Comparing With Segmental Baffle Using Kern Method PDFDocument6 pages882design of Helical Baffle in Shell and Tube Heat Exchanger and Comparing With Segmental Baffle Using Kern Method PDFDavid Alemán Sánchez100% (1)
- Circulation Heater SelectionDocument3 pagesCirculation Heater SelectionWaqasNo ratings yet
- Minimze Leakage in HX Grith Flange PDFDocument5 pagesMinimze Leakage in HX Grith Flange PDFRajesh KumarNo ratings yet
- BN-DS-T29 Collar Bolts For Removable Bundle Heat ExchangerDocument1 pageBN-DS-T29 Collar Bolts For Removable Bundle Heat ExchangerAlexDdd123No ratings yet
- Double Pipe Heat Exchanger Design - ChE GuideDocument6 pagesDouble Pipe Heat Exchanger Design - ChE GuideNastaran BagheriNo ratings yet
- ALL HEI STANDARDS - HEI - in Partnership With TechstreetDocument3 pagesALL HEI STANDARDS - HEI - in Partnership With Techstreetsemarasik_6515366040% (1)
- PTB E4.18.5 Fixed TubesheetDocument83 pagesPTB E4.18.5 Fixed TubesheetNicolaSaviliNo ratings yet
- PV Newsletter - Skirt Connections PDFDocument5 pagesPV Newsletter - Skirt Connections PDFDivyesh PatelNo ratings yet
- Ejemplo Tubesheet Asme UHXDocument14 pagesEjemplo Tubesheet Asme UHXPedro Montes MarinNo ratings yet
- Graham - Lessons From The Field - Ejector SystemDocument5 pagesGraham - Lessons From The Field - Ejector SystemAnonymous DJrec2No ratings yet
- Fdocuments - in Design of Shell Tube Heat ExchangerDocument47 pagesFdocuments - in Design of Shell Tube Heat ExchangerUser019No ratings yet
- Paper1685-89Document5 pagesPaper1685-89shri8585No ratings yet
- Design of Shell & Tube Heat ExchangerDocument5 pagesDesign of Shell & Tube Heat ExchangerPepin Zg100% (1)
- New Microsoft Word Document 4.1Document19 pagesNew Microsoft Word Document 4.1prashantmaukaNo ratings yet
- Optimization of Tubesheet Thickness of Shell and Tube Heat ExchangerDocument6 pagesOptimization of Tubesheet Thickness of Shell and Tube Heat Exchangersagar1503No ratings yet
- Mme20120400001 99189738 PDFDocument5 pagesMme20120400001 99189738 PDFAnimesh JainNo ratings yet
- Chandrayaan2 Mission - ISRODocument3 pagesChandrayaan2 Mission - ISRONAMONo ratings yet
- Chandrayaan2 Latest Updates - ISRODocument12 pagesChandrayaan2 Latest Updates - ISRONAMONo ratings yet
- Carmagen 09 14Document2 pagesCarmagen 09 14NAMONo ratings yet
- Chandrayaan2 Spacecraft - ISRODocument2 pagesChandrayaan2 Spacecraft - ISRONAMONo ratings yet
- Applicability of IBR in Process PlantsDocument25 pagesApplicability of IBR in Process PlantsNAMONo ratings yet
- May 2014 Work Highlights Top Ten Ways to Improve Mobile Crane SafetyDocument2 pagesMay 2014 Work Highlights Top Ten Ways to Improve Mobile Crane SafetyNAMONo ratings yet
- Transition in Chemical IndustryDocument9 pagesTransition in Chemical IndustryNAMONo ratings yet
- Why It's Time To Reconsider ASME VIII-2 (Division 2) - CodewareDocument3 pagesWhy It's Time To Reconsider ASME VIII-2 (Division 2) - CodewareNAMONo ratings yet
- 'When I Step Outside, I Step Into A Country of Men Who Stare' - Times of IndiaDocument13 pages'When I Step Outside, I Step Into A Country of Men Who Stare' - Times of IndiaNAMONo ratings yet
- Commandments For AchievingDocument8 pagesCommandments For AchievingNAMONo ratings yet
- Using Single Blend Optimizer To Quickly Maximize Bunker ProfitsDocument6 pagesUsing Single Blend Optimizer To Quickly Maximize Bunker ProfitsNAMONo ratings yet
- Local Stresses in Pressure Vessels - Carmagen EngineeringDocument2 pagesLocal Stresses in Pressure Vessels - Carmagen EngineeringNAMONo ratings yet
- Spiral Heat Exchanger TechnologyDocument5 pagesSpiral Heat Exchanger TechnologyNAMONo ratings yet
- Retrofit - A Viable Alternative To Greenfield ConstructionDocument4 pagesRetrofit - A Viable Alternative To Greenfield ConstructionNAMONo ratings yet
- Allowable Stress BasisDocument9 pagesAllowable Stress BasisNAMONo ratings yet
- Automated Procedure For Constructing ASME EXTERNAL PRESSURE CHARTDocument4 pagesAutomated Procedure For Constructing ASME EXTERNAL PRESSURE CHARTNAMONo ratings yet
- Poly PhysicsDocument46 pagesPoly PhysicsSiva KumarNo ratings yet
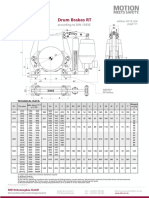
- Drum Brakes RT: According To DIN 15435Document1 pageDrum Brakes RT: According To DIN 15435LukaNo ratings yet
- PFAS-3rd Draft Method 1633 December 2022 12-20-22 - 508-Trang-63-64Document2 pagesPFAS-3rd Draft Method 1633 December 2022 12-20-22 - 508-Trang-63-64Văn MyNo ratings yet
- Advanced Lithium-Ion Battery Failure Analysis - Thought Leadership - Knowledge - ExponentDocument10 pagesAdvanced Lithium-Ion Battery Failure Analysis - Thought Leadership - Knowledge - ExponentAndyNo ratings yet
- CH 4 Energy Transport by Heat Work MassDocument47 pagesCH 4 Energy Transport by Heat Work MassgfsfNo ratings yet
- 05.01.24 SR - Star Co-Sc (Model A, B&C) Jee Main Gtm-7 (N) - QPDocument23 pages05.01.24 SR - Star Co-Sc (Model A, B&C) Jee Main Gtm-7 (N) - QPReddyNo ratings yet
- Modeling and FEM Analysis of Universal Joint Using Autodesk InventorDocument7 pagesModeling and FEM Analysis of Universal Joint Using Autodesk InventorIJRASETPublicationsNo ratings yet
- Laboratory 1aDocument7 pagesLaboratory 1aH2 MgZNo ratings yet
- Unit VDocument460 pagesUnit VNisarga JNo ratings yet
- 7 - Analysis of Cables and ArchesDocument4 pages7 - Analysis of Cables and ArchesFrancis Ko Badongen-Cawi Tabaniag Jr.No ratings yet
- VKX Ls Çhkkfor Gksus Ij Lhfer Ifjifk, DHDJ.K Okyh) Byslvksej Ls Fo - QR Jksfèkr Osqcyl Fof'Kf"VDocument13 pagesVKX Ls Çhkkfor Gksus Ij Lhfer Ifjifk, DHDJ.K Okyh) Byslvksej Ls Fo - QR Jksfèkr Osqcyl Fof'Kf"VShivangi BhardwajNo ratings yet
- Interview QuestionsDocument3 pagesInterview QuestionsRajkishore NayakNo ratings yet
- Slip-Line Field Theory for Metal FormingDocument14 pagesSlip-Line Field Theory for Metal FormingSri RamNo ratings yet
- Engineering Analysis Ii: Partial Differential Equations (Pdes) and Applications To EngineeringDocument24 pagesEngineering Analysis Ii: Partial Differential Equations (Pdes) and Applications To EngineeringAram Nasih MuhammadNo ratings yet
- Division of Bohol Lesson Plan in Science 8Document2 pagesDivision of Bohol Lesson Plan in Science 8Abello BadayosNo ratings yet
- 17 Differential Equations Ma102Document3 pages17 Differential Equations Ma102Salim ShahulNo ratings yet
- Islami Bank Agent BankingDocument2 pagesIslami Bank Agent BankingtanoycometNo ratings yet
- A - 1 - Product Overview - EN - 20190725 - W Botones AutonicsDocument10 pagesA - 1 - Product Overview - EN - 20190725 - W Botones Autonicsjcflores.mayaNo ratings yet
- Relative Charge of An AtomDocument22 pagesRelative Charge of An AtomFatima M KhalifehNo ratings yet
- Investigation of The Possibilities For Seabottom Characterization Using Echosounder DataDocument124 pagesInvestigation of The Possibilities For Seabottom Characterization Using Echosounder DatadaanroNo ratings yet
- (Non-Periodic Signals) : Fourier TransformDocument33 pages(Non-Periodic Signals) : Fourier TransformPragya ChakshooNo ratings yet
- Be A 41 Oc Exp4Document3 pagesBe A 41 Oc Exp4Drunk Driver DetectionNo ratings yet
- UNI Engineering ManualDocument144 pagesUNI Engineering ManualJorch GalvanNo ratings yet
- GP2 Q3 Melc-6 Mod-2Document29 pagesGP2 Q3 Melc-6 Mod-2Diana AfableNo ratings yet
- An Overview: Simulation Hot Water Eor Injection by Old and New SoftwareDocument8 pagesAn Overview: Simulation Hot Water Eor Injection by Old and New SoftwarebafadhalNo ratings yet
- s6 Aceiteka 2023maths P2Document4 pagess6 Aceiteka 2023maths P2SadaticloNo ratings yet
- P008 Delgadillo FinalPaper SimultaneousPressureLevelControlDeaeratorDocument12 pagesP008 Delgadillo FinalPaper SimultaneousPressureLevelControlDeaeratorIgnacio RamirezNo ratings yet
- Short - questions for tutorials - 副本Document3 pagesShort - questions for tutorials - 副本mingyu liangNo ratings yet