You might also like
- Kaynak Teknolojisi 020202 002 PDFDocument272 pagesKaynak Teknolojisi 020202 002 PDFSalih BalcıNo ratings yet
- Yüksek Gerilim Tekniği 1 PDFDocument29 pagesYüksek Gerilim Tekniği 1 PDFzecelec80% (5)
- Sarim Tekni̇ği̇ Ders NotuDocument70 pagesSarim Tekni̇ği̇ Ders NotuHakan İlhanNo ratings yet
- Tozaltı Kaynağı-Submerged Arc WeldingDocument37 pagesTozaltı Kaynağı-Submerged Arc WeldingOrhan BAYLAN100% (3)
- Staj DefteriDocument33 pagesStaj DefteriYigit Sarıkaya0% (1)
- Röle 1Document10 pagesRöle 1Ahmet Ali BaltacıNo ratings yet
- Elektri̇k Malzemeleri̇ GenelDocument27 pagesElektri̇k Malzemeleri̇ GenelHÜSEYİN GÜRTAŞNo ratings yet
- (Elektri̇k Motorlari Gmyo) PDFDocument108 pages(Elektri̇k Motorlari Gmyo) PDFuzakcilNo ratings yet
- Hafta-Konu 1 Elektrokimyasal İşlemeDocument23 pagesHafta-Konu 1 Elektrokimyasal İşlemebjkibo190301No ratings yet
- Ortulu Elektrod SecimiDocument50 pagesOrtulu Elektrod SecimigensrcoNo ratings yet
- Otomasyon Sistemleri 4. HaftaDocument13 pagesOtomasyon Sistemleri 4. HaftaTalha KalkanNo ratings yet
- 3-4 Hafta Elektro Erezyon Ile Işleme 3Document38 pages3-4 Hafta Elektro Erezyon Ile Işleme 3Kemal GökdemirNo ratings yet
- Tel Erozyon İle İşlemeDocument42 pagesTel Erozyon İle İşlemesemir şenlikNo ratings yet
- 3-İmal Usulleri II - I V - Ayarlı DKS - Kaynak - MakinalarıDocument45 pages3-İmal Usulleri II - I V - Ayarlı DKS - Kaynak - MakinalarıEnes ŞenNo ratings yet
- Elektrolitik Krom Banyosu Dizayn Ve TasarimiDocument17 pagesElektrolitik Krom Banyosu Dizayn Ve TasarimiDBaylanNo ratings yet
- PLAZMADocument66 pagesPLAZMAEmin KorkmazNo ratings yet
- TelerezyonDocument38 pagesTelerezyonsametbeyefendi123No ratings yet
- Elektroslag (Elektrocuruf) KaynagiDocument15 pagesElektroslag (Elektrocuruf) KaynagisinanicikNo ratings yet
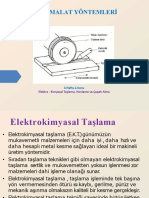
- Elektrokimyasal TaşlamaDocument19 pagesElektrokimyasal Taşlamasemir şenlikNo ratings yet
- Enterkonnekte SistemDocument53 pagesEnterkonnekte SistembestmgNo ratings yet
- MMG Ders Notlari - 4Document111 pagesMMG Ders Notlari - 4Eray TÜRKNo ratings yet
- (Ders Sunusu) Korozyon Ve Katodik Koruma PDFDocument39 pages(Ders Sunusu) Korozyon Ve Katodik Koruma PDFTolga YücelNo ratings yet
- Elekträ°k Motorlari GmyoDocument108 pagesElekträ°k Motorlari GmyoBilal BiliciNo ratings yet
- Metal Mahfazali (Metal Clad) Hava Ve SF6 İzoleli̇ Orta Geri̇li̇m Şalt Dolap TasarimiDocument35 pagesMetal Mahfazali (Metal Clad) Hava Ve SF6 İzoleli̇ Orta Geri̇li̇m Şalt Dolap TasarimiEnes UluNo ratings yet
- Hafta-Konu 2 Elektrokimyasal Taşlama, Honlama Ve ÇapakDocument18 pagesHafta-Konu 2 Elektrokimyasal Taşlama, Honlama Ve Çapakbjkibo190301No ratings yet
- İleri̇ Teknoloji̇ Serami̇kleri̇Document8 pagesİleri̇ Teknoloji̇ Serami̇kleri̇mehmetozer1905No ratings yet
- Ag Devre Kesi̇ci̇ Seçi̇mi̇nde Nelere Di̇kkat Edi̇li̇rDocument4 pagesAg Devre Kesi̇ci̇ Seçi̇mi̇nde Nelere Di̇kkat Edi̇li̇rjonesykrycekNo ratings yet
- Enesle Kiraz Eşşek 2Document13 pagesEnesle Kiraz Eşşek 2Ali VelNo ratings yet
- 10 21541-Apjes 422153-785493Document6 pages10 21541-Apjes 422153-785493pratishgnairNo ratings yet
- Ozlu Telle Ark KaynagiDocument24 pagesOzlu Telle Ark KaynagiSuphi YükselNo ratings yet
- Elektron Işın Kaynağı (EBW)Document36 pagesElektron Işın Kaynağı (EBW)Pınar Çölkesen67% (3)
- Dalma Erezyon (Uyumluluk Modu)Document54 pagesDalma Erezyon (Uyumluluk Modu)Emin KorkmazNo ratings yet
- Trafo Ve Doğru Akim Maki̇neleri̇Document178 pagesTrafo Ve Doğru Akim Maki̇neleri̇MR MoneyNo ratings yet
- Aluminyum Ve Alasimlarinin Mig KaynagiDocument13 pagesAluminyum Ve Alasimlarinin Mig KaynagiGökhan TaştanNo ratings yet
- Eeen 213 Elektri̇k-Elektroni̇k Mühendi̇sli̇ği̇ni̇n Temelleri̇Document407 pagesEeen 213 Elektri̇k-Elektroni̇k Mühendi̇sli̇ği̇ni̇n Temelleri̇CemBaturNo ratings yet
- Mi̇g Mag KaynağiDocument60 pagesMi̇g Mag KaynağiErsan ArslanNo ratings yet
- 04.01.2021 Katodik-Anodik KorumaDocument67 pages04.01.2021 Katodik-Anodik KorumaMEHMET ÇALIKNo ratings yet
- Katodik Koruma NedirDocument30 pagesKatodik Koruma NedirMine Nur TürkNo ratings yet
- Characterization and Analysis of Welding Area Between Alloy Steel Main Part and Bended End PartDocument10 pagesCharacterization and Analysis of Welding Area Between Alloy Steel Main Part and Bended End PartDalitso MwanzaNo ratings yet
- Elektrik Elektronik Muhendisliginin TemeDocument407 pagesElektrik Elektronik Muhendisliginin Temeİrem Elif KayıplarNo ratings yet
- Tedaş-Mlz-99-032.e Hermeti̇k Ti̇p Ogag Dağitim Güç Transformatörleri̇ Tekni̇k Şartnamesi̇Document33 pagesTedaş-Mlz-99-032.e Hermeti̇k Ti̇p Ogag Dağitim Güç Transformatörleri̇ Tekni̇k Şartnamesi̇ErenTrafoSelçukNo ratings yet
- Hermeti̇k Ti̇p Güç Dağitim Transformatörleri̇Document33 pagesHermeti̇k Ti̇p Güç Dağitim Transformatörleri̇Joseph EngineerNo ratings yet
- Korozyondan Korunma YntemlerDocument38 pagesKorozyondan Korunma YntemlerkübraNo ratings yet
- Röle YapımıDocument4 pagesRöle YapımıCoşkun Turhan ÖzbilenNo ratings yet
- Elektro Erozyon İle İşlemeDocument63 pagesElektro Erozyon İle İşlemeozan.akar00No ratings yet
- ENE206 Temel Elektrik Malzemeleri Dersi 9.hafta Ders NotuDocument19 pagesENE206 Temel Elektrik Malzemeleri Dersi 9.hafta Ders NotuBayram KavakNo ratings yet
- Mersin Universitesi Dogru Akim Devre AnaliziDocument239 pagesMersin Universitesi Dogru Akim Devre Analizisea.ase112No ratings yet
- Bölüm 8Document31 pagesBölüm 8AgahNo ratings yet
- Elektro ErozyonDocument21 pagesElektro ErozyondamlaNo ratings yet
- Elektrik Tesisat Projeleri 11 9 Zayıf AkımDocument15 pagesElektrik Tesisat Projeleri 11 9 Zayıf AkımlatcakirNo ratings yet
- HaftaDocument30 pagesHaftaÇelebi AksoyNo ratings yet
- Malzeme Bi̇li̇mi̇ - Hafta 6Document42 pagesMalzeme Bi̇li̇mi̇ - Hafta 6Emre AlemdarNo ratings yet
- BME 251 ElektrotlarDocument41 pagesBME 251 ElektrotlarErt AslNo ratings yet
- Termokimyasal İşlemeDocument21 pagesTermokimyasal İşlemesemir şenlikNo ratings yet
- Tel Erozyon İle İşlemeDocument42 pagesTel Erozyon İle İşlemesemir şenlikNo ratings yet
- Kimyasal İşleme Ve Ultrasonik İşlemeDocument84 pagesKimyasal İşleme Ve Ultrasonik İşlemesemir şenlikNo ratings yet
- Aşındırıcı Sıvı Akışla İşleme Ve Basınçlı Su Jeti Ile İşlemeDocument22 pagesAşındırıcı Sıvı Akışla İşleme Ve Basınçlı Su Jeti Ile İşlemesemir şenlikNo ratings yet