You might also like
- Aa10208 FINAL - 1Document139 pagesAa10208 FINAL - 1Surendra MalasaneNo ratings yet
- Mild Steel Transformer Cooling Tubes: Corporate Purchasing Specification AA 101 05 Rev. No. 02 Preface SheetDocument5 pagesMild Steel Transformer Cooling Tubes: Corporate Purchasing Specification AA 101 05 Rev. No. 02 Preface SheetveeramalaiNo ratings yet
- Carbon Steel Pipes-Electric Resistance Welded/Submerged Arc WeldedDocument5 pagesCarbon Steel Pipes-Electric Resistance Welded/Submerged Arc WeldedveeramalaiNo ratings yet
- Spring Steel Strip and Plate - AnnealedDocument7 pagesSpring Steel Strip and Plate - AnnealedA VEDANT YOGESH 5-Yr B.Tech. Metallurgical Engg., IIT (BHU)No ratings yet
- Bhel 6Document3 pagesBhel 6MariyappanNo ratings yet
- AA10108Document39 pagesAA10108HAR EngineeringNo ratings yet
- Corporate Tech Specification 1560242232Document173 pagesCorporate Tech Specification 1560242232ak.singh252405No ratings yet
- Spec Tin AA12801R2Document4 pagesSpec Tin AA12801R2AreIf Cron BmxStreetNo ratings yet
- C L - 34.1.19 of MOM of MRC (E) : DT: DT YearDocument11 pagesC L - 34.1.19 of MOM of MRC (E) : DT: DT YearFasil ParuvanathNo ratings yet
- Manufacturing Quality PlanDocument4 pagesManufacturing Quality PlanDIENSHNo ratings yet
- Material Receving Inspection ReportDocument4 pagesMaterial Receving Inspection ReportGopakumar KNo ratings yet
- ChemgebraDocument32 pagesChemgebraayazNo ratings yet
- 100 KLPD of 2G Ethanol From Biomass at Iocl PanipatDocument7 pages100 KLPD of 2G Ethanol From Biomass at Iocl PanipatSuraj ShettyNo ratings yet
- Discipline: Rev. No.: Size: Document No.: Unit / Area NameDocument5 pagesDiscipline: Rev. No.: Size: Document No.: Unit / Area NameRishabh VermaNo ratings yet
- 6-15-0001 - General Specification For Heat Exchangers PDFDocument21 pages6-15-0001 - General Specification For Heat Exchangers PDFpl_arunachalam79100% (1)
- Corporate Standard: File-Engineer'S, Half Round, Standard, Double CutDocument2 pagesCorporate Standard: File-Engineer'S, Half Round, Standard, Double CutveeramalaiNo ratings yet
- BHEL QAP 41111A40411 REV 01-SignedDocument6 pagesBHEL QAP 41111A40411 REV 01-SignedSuyog GawandeNo ratings yet
- BA35026-R01Document9 pagesBA35026-R01Manish KumarNo ratings yet
- Pein04 Epcc1 91 F 1&2 236 3052Document2 pagesPein04 Epcc1 91 F 1&2 236 3052Abdul SabirNo ratings yet
- NB 50, 90degree SCH 80 Elbow Certificate Adobe Scan 28 Dec 2022Document1 pageNB 50, 90degree SCH 80 Elbow Certificate Adobe Scan 28 Dec 2022vipul.badhegovindraoNo ratings yet
- PipesDocument37 pagesPipesGautam BhardwajNo ratings yet
- DocumentDocument90 pagesDocumentBAlaNo ratings yet
- 6-12-0002 Rev 8 Supplementary Specification For Carbon Steel VesselsDocument7 pages6-12-0002 Rev 8 Supplementary Specification For Carbon Steel Vesselsravi2007No ratings yet
- Spec 18042015Document5 pagesSpec 18042015Parvee K NakwalNo ratings yet
- Annexure To SOW 10 Standard Specification For Steam TracingDocument9 pagesAnnexure To SOW 10 Standard Specification For Steam TracingASHISH GORDENo ratings yet
- Vendor Document Review for Stabilizer Reboiler ITPDocument55 pagesVendor Document Review for Stabilizer Reboiler ITPAvishek GuptaNo ratings yet
- Tech Notes For ValvesDocument20 pagesTech Notes For ValvesmanuneedhiNo ratings yet
- Itemwise Approved Suppliers: CapabilitiesDocument6 pagesItemwise Approved Suppliers: CapabilitiesCommercial (Bhagola Unit)No ratings yet
- Bag Filter TSDocument18 pagesBag Filter TSrameshiyerNo ratings yet
- R272PFCM85 RDG Ic Pro 0007 A5Document72 pagesR272PFCM85 RDG Ic Pro 0007 A5NikhilNo ratings yet
- Initial Release 12-04-2017 Kippel, Brad A Revised 3.2 Manufacturer Standard Paint System 07-23-2019 Kippel, BradDocument7 pagesInitial Release 12-04-2017 Kippel, Brad A Revised 3.2 Manufacturer Standard Paint System 07-23-2019 Kippel, BradSaravoot MetahNo ratings yet
- LL1-2I90-0605-001 - 0 - Data SheetDocument19 pagesLL1-2I90-0605-001 - 0 - Data SheetLe Van HieuNo ratings yet
- Equalizing Line Mbe 6 WTRDocument2 pagesEqualizing Line Mbe 6 WTRMuhamad Hifni SyahbanaNo ratings yet
- Process Specification For: Middle East Kimiaye Pars Company 5,000 MTPD Methanol Plant Bandar Assaluyeh, IranDocument6 pagesProcess Specification For: Middle East Kimiaye Pars Company 5,000 MTPD Methanol Plant Bandar Assaluyeh, IranHammad LalaNo ratings yet
- Pages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Document4 pagesPages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Vinay YadavNo ratings yet
- RoHS 3 & REACH - Supplier's Declaration LetterDocument2 pagesRoHS 3 & REACH - Supplier's Declaration LetterBaljeetNo ratings yet
- Static Equipment Documentation ClarificationDocument8 pagesStatic Equipment Documentation ClarificationChetan PatelNo ratings yet
- Epc Tender Specification For 1 X 20 MW TPP: 1 X 20 MW Coal Based Thermal Power Plant at Jaintia Hills, MeghalayaDocument2 pagesEpc Tender Specification For 1 X 20 MW TPP: 1 X 20 MW Coal Based Thermal Power Plant at Jaintia Hills, MeghalayaLightsNo ratings yet
- Annexure-4A inspection requirements for alloy steel fittingsDocument3 pagesAnnexure-4A inspection requirements for alloy steel fittingsPranav JadhavNo ratings yet
- Fuel Oil Road Tanker Unloading Pump DatasheetDocument4 pagesFuel Oil Road Tanker Unloading Pump DatasheetGop MangukiyaNo ratings yet
- Salt Pumps Data Sheet Xi'An Space Huawei Chemical & Biological Engineering Co - LTDDocument3 pagesSalt Pumps Data Sheet Xi'An Space Huawei Chemical & Biological Engineering Co - LTDkayaltharanNo ratings yet
- 3126B TmiDocument1 page3126B TmiYuber CcoaNo ratings yet
- Bird Guard MQP RGTLDocument3 pagesBird Guard MQP RGTLKumara SubramanianNo ratings yet
- QAP-UEPL-BHOPAL-54-04 Rev.03Document6 pagesQAP-UEPL-BHOPAL-54-04 Rev.03udayakarnaNo ratings yet
- Bid Document Bid Details: Battery Cell (1750)Document2 pagesBid Document Bid Details: Battery Cell (1750)CALL ME SERVICESNo ratings yet
- GeM Bidding 2522859Document8 pagesGeM Bidding 2522859SatishKakarlaNo ratings yet
- Adobe Scan 18 Jul 2023Document1 pageAdobe Scan 18 Jul 2023Anish Krishna AniNo ratings yet
- 402-E-14 Ab B269-Rhcu-Lt-402-Mes-Qd-Tema (2) - 04-002Document14 pages402-E-14 Ab B269-Rhcu-Lt-402-Mes-Qd-Tema (2) - 04-002tarun gotiNo ratings yet
- List of Approved SupplierDocument4 pagesList of Approved SupplierSachin MeshramNo ratings yet
- Essar Steel Test Certificate for HR CoilsDocument1 pageEssar Steel Test Certificate for HR Coilsnutral powertechNo ratings yet
- 520A - Control Valve - 1Document3 pages520A - Control Valve - 1Nikhil KarkeraNo ratings yet
- BGPP ZKP 200 MR E02 0287 214 0005 e 1Document5 pagesBGPP ZKP 200 MR E02 0287 214 0005 e 1hanyNo ratings yet
- ENG-HV-2013 - Technical Specification of 11kV Pole Mounted Autorecloser & Sectionaliser With AccessoriesDocument26 pagesENG-HV-2013 - Technical Specification of 11kV Pole Mounted Autorecloser & Sectionaliser With AccessoriesAnonymous axyNzhNo ratings yet
- 2 CQC Trienergy 5000027066 50506 - Data SheetDocument4 pages2 CQC Trienergy 5000027066 50506 - Data SheetIgor HernandezNo ratings yet
- Pumps. Demo-To-Buy (Squirrel Cage)Document1 pagePumps. Demo-To-Buy (Squirrel Cage)Arthus TernalNo ratings yet
- 545 7489 (Eag349) - AarDocument1 page545 7489 (Eag349) - AarDurai NaiduNo ratings yet
- BHEL Spec For VFD and Dry Type TransformerDocument93 pagesBHEL Spec For VFD and Dry Type TransformerKarthikeyan GuruNo ratings yet
- 250610dtebd2589 Exde01 05Document5 pages250610dtebd2589 Exde01 05Mohammed HijaziNo ratings yet
- Oil Analysis Program: Subrptpage1 - 7captionDocument6 pagesOil Analysis Program: Subrptpage1 - 7captionChristian CoboNo ratings yet
- PMA Mechanical Power Press Checklist GuideDocument8 pagesPMA Mechanical Power Press Checklist GuideArturo López BernalNo ratings yet
- X38656 Advanced Product Quality Planning (APQP) & Production Part Approval Process (PPAP)Document1 pageX38656 Advanced Product Quality Planning (APQP) & Production Part Approval Process (PPAP)MariyappanNo ratings yet
- S3518001-Civil Engineering Requirements RailwaysDocument15 pagesS3518001-Civil Engineering Requirements RailwaysMariyappanNo ratings yet
- CountermeasuresDocument8 pagesCountermeasuresMariyappanNo ratings yet
- VRG Components Supplier Flow Down Requirements QMSPD 1657 Rev.CDocument2 pagesVRG Components Supplier Flow Down Requirements QMSPD 1657 Rev.CMariyappanNo ratings yet
- Explanations and Presentations GeneralDocument5 pagesExplanations and Presentations GeneralMariyappanNo ratings yet
- Do You Have Any Physical Problems That May Limit Your Ability To Perform This Job?Document11 pagesDo You Have Any Physical Problems That May Limit Your Ability To Perform This Job?MariyappanNo ratings yet
- Tomorrow's Plan - I Am Going ToDocument4 pagesTomorrow's Plan - I Am Going ToMariyappanNo ratings yet
- ONGC CIVIL JEA Syllabus222 - 33 PDFDocument29 pagesONGC CIVIL JEA Syllabus222 - 33 PDFARJUN DEBNATHNo ratings yet
- Tell Me A Little About YourselfDocument16 pagesTell Me A Little About YourselfMariyappanNo ratings yet
- What Extracurricular Activities Were You Involved In?Document12 pagesWhat Extracurricular Activities Were You Involved In?MariyappanNo ratings yet
- How Is Your Day - General Statements: QuestionsDocument4 pagesHow Is Your Day - General Statements: QuestionsMariyappanNo ratings yet
- 06pronouncing The Letters F and VDocument1 page06pronouncing The Letters F and VMariyappanNo ratings yet
- 04 PronounsDocument3 pages04 PronounsMariyappanNo ratings yet
- 03 Computer RelatedDocument6 pages03 Computer RelatedMariyappanNo ratings yet
- 1 AdvertisementDocument1 page1 AdvertisementMariyappanNo ratings yet
- 06pronouncing The Letters F and VDocument1 page06pronouncing The Letters F and VMariyappanNo ratings yet
- 03pronouncing The Letters G and K PDFDocument1 page03pronouncing The Letters G and K PDFMariyappanNo ratings yet
- 07pronouncing The Letters S and ZDocument1 page07pronouncing The Letters S and ZMariyappanNo ratings yet
- 05pronouncing The Letter HDocument1 page05pronouncing The Letter HMariyappanNo ratings yet
- 09pronouncing The Letter LDocument1 page09pronouncing The Letter LMariyappanNo ratings yet
- 02pronouncing The Letters D and TDocument1 page02pronouncing The Letters D and TMariyappanNo ratings yet
- 08pronouncing The Letters M N and NGDocument1 page08pronouncing The Letters M N and NGMariyappanNo ratings yet
- Mariyappan Baskaran: Role & Duration Company Project ResponsibilitiesDocument3 pagesMariyappan Baskaran: Role & Duration Company Project ResponsibilitiesMariyappanNo ratings yet
- 03pronouncing The Letters G and KDocument1 page03pronouncing The Letters G and KMariyappanNo ratings yet
- 04pronouncing The Letters CH and JDocument1 page04pronouncing The Letters CH and JMariyappanNo ratings yet
- Mariyappan Baskaran - Degree CertificateDocument1 pageMariyappan Baskaran - Degree CertificateMariyappanNo ratings yet
- 01pronouncing The Letters B and PDocument1 page01pronouncing The Letters B and PMariyappanNo ratings yet
- Mariyappan Baskaran: Role & Duration Company Project ResponsibilitiesDocument3 pagesMariyappan Baskaran: Role & Duration Company Project ResponsibilitiesMariyappanNo ratings yet
- LP Rotor Row 21 26 MachiningDocument3 pagesLP Rotor Row 21 26 MachiningĐỗ Đình DũngNo ratings yet
- Matching Alloy 625 Welding ConsumablesDocument5 pagesMatching Alloy 625 Welding Consumablesharan2000No ratings yet
- Bouldering Wall PlansDocument5 pagesBouldering Wall PlansDennis ZarsueloNo ratings yet
- Fits Us Tables Ansi b4.1-1967 r1987 PDFDocument9 pagesFits Us Tables Ansi b4.1-1967 r1987 PDFGerman ToledoNo ratings yet
- Manufacturing Engineering and Technology 7Th Edition Kalpakjian Solutions Manual Full Chapter PDFDocument33 pagesManufacturing Engineering and Technology 7Th Edition Kalpakjian Solutions Manual Full Chapter PDFpottpotlacew8mf1t100% (12)
- Review of ISO Standards for Welding Procedure SpecificationsDocument9 pagesReview of ISO Standards for Welding Procedure SpecificationsYan FerizalNo ratings yet
- Fixture (Tool) - Wikipedia, The Free EncyclopediaDocument4 pagesFixture (Tool) - Wikipedia, The Free Encyclopediaचन्दनप्रसादNo ratings yet
- GT Section ReportDocument40 pagesGT Section ReportAnesu ChimhowaNo ratings yet
- My Father's JobDocument1 pageMy Father's JobJoseph AllgrenNo ratings yet
- Ae15301-Aircraft Materials and Manufacturing Technology PDFDocument115 pagesAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- Assessment Test 1 Q4Document5 pagesAssessment Test 1 Q4Aiza VelascoNo ratings yet
- MORTECH OIL BEARINGDocument1 pageMORTECH OIL BEARINGZeko AlzogneyNo ratings yet
- Vaico: Turning Tool Holders CatalogueDocument64 pagesVaico: Turning Tool Holders CatalogueAvinash KumarNo ratings yet
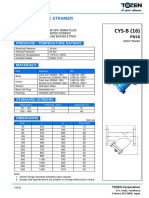
- Cast Iron Y Type Strainer SpecificationsDocument1 pageCast Iron Y Type Strainer SpecificationsAzwan SunlineNo ratings yet
- Equivalencia de EletrodosDocument5 pagesEquivalencia de EletrodosMarcio GonçalvesNo ratings yet
- WA101 Killrust Rust Eeter V2 - 0Document2 pagesWA101 Killrust Rust Eeter V2 - 0bacilevuNo ratings yet
- Welding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-1)Document7 pagesWelding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-1)Le TuanNo ratings yet
- Metallurgy 1Document15 pagesMetallurgy 1abhishekNo ratings yet
- Iffi' RR R: Equipment Data Equipment TypelconfigurationDocument2 pagesIffi' RR R: Equipment Data Equipment TypelconfigurationJanakiraman Malliga0% (1)
- Metal Cutting ProcessDocument6 pagesMetal Cutting ProcessGobivel KathirvelNo ratings yet
- Astm A780 PDFDocument4 pagesAstm A780 PDFFu Ad100% (1)
- Beautiful Beautiful: Inside. OutsideDocument20 pagesBeautiful Beautiful: Inside. Outsideojasvi agrawalNo ratings yet
- Pyrolysis of Polystyrene Waste in A Fluidized-Bed Reactor To Obtain Styrene Monomer and Gasoline FractionDocument11 pagesPyrolysis of Polystyrene Waste in A Fluidized-Bed Reactor To Obtain Styrene Monomer and Gasoline FractionMubshir MughalNo ratings yet
- K Printing Proofer: The First Name in Sample Preparation EquipmentDocument4 pagesK Printing Proofer: The First Name in Sample Preparation EquipmentAgres KrismantonaNo ratings yet
- Sky Pipes Fittings Price ListDocument4 pagesSky Pipes Fittings Price ListRatheesh KumarNo ratings yet
- Distillation Theoretical Stages CalculatorDocument687 pagesDistillation Theoretical Stages CalculatorgrabettyNo ratings yet
- SprinklerBrochures Schedule10 40Document4 pagesSprinklerBrochures Schedule10 40Keshia Murillo PinnockNo ratings yet
- Technical Data Sheet - TheRMOFIL PP F820R00 Natural-Sumika Polymer Compounds Ltd. (2017)Document2 pagesTechnical Data Sheet - TheRMOFIL PP F820R00 Natural-Sumika Polymer Compounds Ltd. (2017)Priyalakshmi NarasimhanNo ratings yet
- Octocryl TDSDocument2 pagesOctocryl TDSrobsprayservicesNo ratings yet
- Semiconductor PurificationDocument15 pagesSemiconductor PurificationPratish BajracharyaNo ratings yet