You might also like
- 2. Tính Toán Lanh Tô Thang Máy - Cấu TạoDocument17 pages2. Tính Toán Lanh Tô Thang Máy - Cấu TạoKiên NguyễnNo ratings yet
- 27-Lien Ket-Nut Dam CotDocument3 pages27-Lien Ket-Nut Dam CotPham Quan TamNo ratings yet
- Tính-toán-bu-lông-neo-chân-cột-và-bản-mã Nhà KháchDocument4 pagesTính-toán-bu-lông-neo-chân-cột-và-bản-mã Nhà Kháchkhim tranNo ratings yet
- Bao Cao Thi NghiemDocument11 pagesBao Cao Thi NghiemManhNo ratings yet
- Dai Coc-Choc Thung Chiu CatDocument2 pagesDai Coc-Choc Thung Chiu Catvuxuandung84No ratings yet
- Kết cấu btct1 bai 2Document12 pagesKết cấu btct1 bai 2Mạnh ThắngNo ratings yet
- Cac Cong Thuc CSTKMDocument20 pagesCac Cong Thuc CSTKMhana leeNo ratings yet
- Bài 1.kéo Thép TrơnDocument4 pagesBài 1.kéo Thép TrơnKimNo ratings yet
- Khi-Cu-Dien - Giao-Trinh-Khi-Cu-Dien-Ha-Ap - (Cuuduongthancong - Com)Document62 pagesKhi-Cu-Dien - Giao-Trinh-Khi-Cu-Dien-Ha-Ap - (Cuuduongthancong - Com)larryNo ratings yet
- Thuyet Minh BT1Document52 pagesThuyet Minh BT1NgocTuLeNo ratings yet
- PH L C F - Vach HamDocument14 pagesPH L C F - Vach HamNguyễn KhánhNo ratings yet
- Chương 2 - Cơ Sở Vật Lý Quá Trình Cắt Kim LoạiDocument141 pagesChương 2 - Cơ Sở Vật Lý Quá Trình Cắt Kim LoạiHứa Tuấn ĐôNo ratings yet
- Bài 4Document10 pagesBài 4khanhdungkv275No ratings yet
- 63636-Điều văn bản-168927-1-10-20211130Document6 pages63636-Điều văn bản-168927-1-10-20211130nthyNo ratings yet
- Bài 2Document34 pagesBài 2Nguyễn Hoàng VũNo ratings yet
- BTL Nhom11 Thep1Document41 pagesBTL Nhom11 Thep1HẬU Nguyễn Như100% (1)
- Bài 2 - Đề Cương Bài Giảng-đã GộpDocument109 pagesBài 2 - Đề Cương Bài Giảng-đã GộpAnh Toàn NguyễnNo ratings yet
- GCAL - Chuong 3 - CacPP Gia Cong BDDocument38 pagesGCAL - Chuong 3 - CacPP Gia Cong BDÂn Võ CôngNo ratings yet
- Exel BTCT Cb240t Cb300vDocument58 pagesExel BTCT Cb240t Cb300vViệt Trinh (chin)No ratings yet
- Bài 6 - Đcbg- Các Chi Tiết Máy GhépDocument20 pagesBài 6 - Đcbg- Các Chi Tiết Máy GhépDai NgoNo ratings yet
- Tính Đài Cọc q - HattesaleDocument38 pagesTính Đài Cọc q - Hattesaleviokute1No ratings yet
- Coc-Vat LieuDocument6 pagesCoc-Vat LieuCuong TranNo ratings yet
- Chương 3Document20 pagesChương 3Vũ HoàngNo ratings yet
- Nhóm 9Document77 pagesNhóm 9Công NgôNo ratings yet
- BT Moi Ghep Dinh tan-MOI GHEP RENDocument11 pagesBT Moi Ghep Dinh tan-MOI GHEP RENTrần Minh QuangNo ratings yet
- Deflection and CrackDocument26 pagesDeflection and CrackTâm PhanNo ratings yet
- TR C Công TácDocument3 pagesTR C Công Táckhangdang2901No ratings yet
- Cọc khoan nhồiDocument71 pagesCọc khoan nhồithanh tú trầnNo ratings yet
- Lecture 1Document30 pagesLecture 1Phong ThanhNo ratings yet
- xử lý và gia cố nền đấtDocument34 pagesxử lý và gia cố nền đấtHữu Trà NguyễnNo ratings yet
- Phanthuyetminh bt1 Anh 1Document45 pagesPhanthuyetminh bt1 Anh 1traitim_banggia3672No ratings yet
- THUYẾT MINH TÍNH TOÁN GÔNG CẨU MC175CDocument4 pagesTHUYẾT MINH TÍNH TOÁN GÔNG CẨU MC175CNguyễn Hữu BìnhNo ratings yet
- Bai 4-1 Thiet Ke Ket Cau MongDocument65 pagesBai 4-1 Thiet Ke Ket Cau MongNgoc Yen NguyễnNo ratings yet
- Moi Ghep PDFDocument66 pagesMoi Ghep PDFDuy ThaiNo ratings yet
- De BTL KCT1 XD01A 1Document3 pagesDe BTL KCT1 XD01A 1Minh VũNo ratings yet
- Phần 3: Tính Toán Và Thiết Kế Móng CọcDocument41 pagesPhần 3: Tính Toán Và Thiết Kế Móng CọcThuận BùiNo ratings yet
- PH L C F - Vach HamDocument14 pagesPH L C F - Vach Hamnq khanhNo ratings yet
- Chuong 2-Moi Ghep Do DoiDocument31 pagesChuong 2-Moi Ghep Do DoiTrần Minh QuangNo ratings yet
- Ban Ve Tinh Toan BTCT - Theo TCVN 4116-1985Document4 pagesBan Ve Tinh Toan BTCT - Theo TCVN 4116-1985CỏPhongSươngNo ratings yet
- bài số 1Document18 pagesbài số 1Len DoNo ratings yet
- Hoàn chỉnh- thépDocument78 pagesHoàn chỉnh- thépNguyen HuongNo ratings yet
- Calculation ReportDocument27 pagesCalculation ReportCong Nguyen DuyNo ratings yet
- TMTT 02Document41 pagesTMTT 02Xuân TốngNo ratings yet
- Lien Ket Dau Coc D400 PHC Class BDocument3 pagesLien Ket Dau Coc D400 PHC Class B6082838708No ratings yet
- TTBTCT LinhDocument8 pagesTTBTCT LinhLinh QuangNo ratings yet
- Nguyên Lý Chi TiếT MáYDocument68 pagesNguyên Lý Chi TiếT MáYKhang NguyễnNo ratings yet
- TCVN9390 2012Document17 pagesTCVN9390 2012Lầu NHNo ratings yet
- Coffa MóngDocument19 pagesCoffa MóngLê tuấn anhNo ratings yet
- Quyen IV.2.1 - Phu Luc Bang Tinh Cau So1&So2-2023.12.26Document205 pagesQuyen IV.2.1 - Phu Luc Bang Tinh Cau So1&So2-2023.12.26Duy Hoai TranNo ratings yet
- C1 SCT VL 1Document3 pagesC1 SCT VL 1tung ngoNo ratings yet
- Chuong - 4 - Mong coc (thầy nghĩa)Document70 pagesChuong - 4 - Mong coc (thầy nghĩa)Vỹ Trần ĐứcNo ratings yet
- Báo Cáo Nhóm 1 - FNDocument24 pagesBáo Cáo Nhóm 1 - FNthinhhuynh764No ratings yet
- TM Dabt 2 KhaiDocument71 pagesTM Dabt 2 Khainkhai21042001No ratings yet
- Bài Giảng 5 - Tính Chất Cơ HọcDocument52 pagesBài Giảng 5 - Tính Chất Cơ Họclocvo2k3No ratings yet
- TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘIDocument13 pagesTRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘINguyễn Thanh ToànNo ratings yet
- Muong W600Document10 pagesMuong W600Quốc DươngNo ratings yet
- 10.1 Bu Long v2Document1 page10.1 Bu Long v2Anh Hoang TuanNo ratings yet
- Thuyet Minh Ban Ve Mong Coc ĐoanDocument32 pagesThuyet Minh Ban Ve Mong Coc Đoanmonkey bossNo ratings yet
- 32. Chương 32- Bộ Phận Định Vị Của Đồ Gá 8Document19 pages32. Chương 32- Bộ Phận Định Vị Của Đồ Gá 8Phan Ngoc DienNo ratings yet
- 25. Chương 25- Quá Trình Sx Và Qui Trình Cnghệ 19Document30 pages25. Chương 25- Quá Trình Sx Và Qui Trình Cnghệ 19Phan Ngoc DienNo ratings yet
- Chương 29 - Lư NG Dư Gia Công Cơ Khí 11Document5 pagesChương 29 - Lư NG Dư Gia Công Cơ Khí 11Phan Ngoc DienNo ratings yet
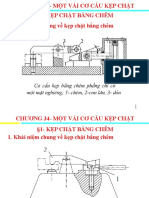
- 34. Chương 34- Một Vài Cơ Cấu Kẹp Chặt 10Document26 pages34. Chương 34- Một Vài Cơ Cấu Kẹp Chặt 10Phan Ngoc DienNo ratings yet
- 24. Chương 24- Gia Công Các Bề Mặt Đặc Biệt 18Document26 pages24. Chương 24- Gia Công Các Bề Mặt Đặc Biệt 18Phan Ngoc DienNo ratings yet
- Chương 22 - Gia Công Trên Máy Khoan Doa 16Document17 pagesChương 22 - Gia Công Trên Máy Khoan Doa 16Phan Ngoc DienNo ratings yet
- Chương 23 - Gia Công Trên Máy Mài 17Document14 pagesChương 23 - Gia Công Trên Máy Mài 17Phan Ngoc DienNo ratings yet
- 16. Chương 16- Hàn Cắt Kim Loại Bằng Khí 29Document14 pages16. Chương 16- Hàn Cắt Kim Loại Bằng Khí 29Phan Ngoc DienNo ratings yet
- 27. Chương 27- Chất Lượng Bề Mặt Gia Công 33Document10 pages27. Chương 27- Chất Lượng Bề Mặt Gia Công 33Phan Ngoc DienNo ratings yet
- 18. Chương 18- Các Ht Xảy Ra Khi Cắt Gọt Kl 31Document31 pages18. Chương 18- Các Ht Xảy Ra Khi Cắt Gọt Kl 31Phan Ngoc DienNo ratings yet
- 17. Chương 17- Dụng Cụ Cắt Gọt Kim Loại 30Document34 pages17. Chương 17- Dụng Cụ Cắt Gọt Kim Loại 30Phan Ngoc DienNo ratings yet
- 15. Chương 15- Hàn Điện Tiếp Xúc 28Document13 pages15. Chương 15- Hàn Điện Tiếp Xúc 28Phan Ngoc DienNo ratings yet
- Chương 14 - Hàn H Quang Tay 27Document20 pagesChương 14 - Hàn H Quang Tay 27Phan Ngoc DienNo ratings yet
- Chương 11 - Rèn Khuôn 24Document16 pagesChương 11 - Rèn Khuôn 24Phan Ngoc DienNo ratings yet
- 12. Chương 12- Dập Tấm 25Document24 pages12. Chương 12- Dập Tấm 25Phan Ngoc DienNo ratings yet
- 6. Chương 6- Đúc Đặc Biệt 5Document15 pages6. Chương 6- Đúc Đặc Biệt 5Phan Ngoc DienNo ratings yet
- Chương 10 - Rèn T Do 23Document12 pagesChương 10 - Rèn T Do 23Phan Ngoc DienNo ratings yet
- Chương 3 - H N H P Làm Khuôn Làm Lõi 3Document19 pagesChương 3 - H N H P Làm Khuôn Làm Lõi 3Phan Ngoc DienNo ratings yet
- Tra Mã Đ NG Cơ 1kdftvDocument23 pagesTra Mã Đ NG Cơ 1kdftvPhan Ngoc DienNo ratings yet
- Chuong 2 - Duc Trong Khuon Cat 2Document13 pagesChuong 2 - Duc Trong Khuon Cat 2Phan Ngoc DienNo ratings yet
- Hệ Thống Treo (Ecas)Document23 pagesHệ Thống Treo (Ecas)Phan Ngoc DienNo ratings yet
- Thông Số Kỹ Thuật Fc 1124 TipperDocument4 pagesThông Số Kỹ Thuật Fc 1124 TipperPhan Ngoc DienNo ratings yet
- Hệ Thống Treo (Ecas)Document23 pagesHệ Thống Treo (Ecas)Phan Ngoc DienNo ratings yet
- Tra Tổng Thành Động Cơ, Truyền Lục Xe Hiace 2010Document26 pagesTra Tổng Thành Động Cơ, Truyền Lục Xe Hiace 2010Phan Ngoc DienNo ratings yet