You might also like
- Welding - Principles and Practices (5th Ed) (Gnv64)Document1,146 pagesWelding - Principles and Practices (5th Ed) (Gnv64)Chandra Sekhar83% (12)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- En1011 7Document44 pagesEn1011 7A. ΒρατσισταNo ratings yet
- TWI ppt-WPE1-Course-Notes PDFDocument72 pagesTWI ppt-WPE1-Course-Notes PDFA. ΒρατσισταNo ratings yet
- Welding Questions PDFDocument42 pagesWelding Questions PDFA. ΒρατσισταNo ratings yet
- Ultrasonic Test: Χάλυβες Καραλή Α.Ε.Β.Ε. Karalis Steel S.ADocument1 pageUltrasonic Test: Χάλυβες Καραλή Α.Ε.Β.Ε. Karalis Steel S.AA. ΒρατσισταNo ratings yet
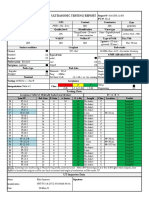
- PA UTR 2021 053 (Final)Document1 pagePA UTR 2021 053 (Final)Elias JarjouraNo ratings yet
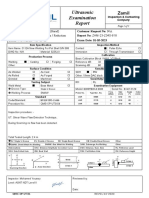
- Ultrasonic Testing Report: Famsco - LebanonDocument1 pageUltrasonic Testing Report: Famsco - LebanonElias JarjouraNo ratings yet
- Secondary Injection High ImpedanceDocument2 pagesSecondary Injection High ImpedanceEngr Fahimuddin QureshiNo ratings yet
- 1-UT-Pot Shell 588Document2 pages1-UT-Pot Shell 588Azhar GulzarNo ratings yet
- Commissioning Service Department Commissioning Standard Test Formats Description: VT Secondary Injection TestDocument1 pageCommissioning Service Department Commissioning Standard Test Formats Description: VT Secondary Injection TestssNo ratings yet
- VT Secondary InjectionDocument1 pageVT Secondary InjectionAbhishek RajputNo ratings yet
- Panel Under Test:: Record No.: Drawing Ref.: Sheet:1 of 7 Contractor: Contract No.: Substation NoDocument7 pagesPanel Under Test:: Record No.: Drawing Ref.: Sheet:1 of 7 Contractor: Contract No.: Substation NoEngr Fahimuddin QureshiNo ratings yet
- Panel Under Test: ( D08) - GT-3: Record No.: Drawing Ref.: Sheet: Contractor: Contract No.: Substation NoDocument2 pagesPanel Under Test: ( D08) - GT-3: Record No.: Drawing Ref.: Sheet: Contractor: Contract No.: Substation NoShijumon KpNo ratings yet
- Ultrasonic Testing Report Steel Beam SpliceDocument1 pageUltrasonic Testing Report Steel Beam SpliceA. ΒρατσισταNo ratings yet
- CT Prim InjectionDocument13 pagesCT Prim InjectionkarimiNo ratings yet
- Pqr-Band Ring PDFDocument3 pagesPqr-Band Ring PDFamitNo ratings yet
- Ultrasonic Test Report SummaryDocument6 pagesUltrasonic Test Report SummaryGibson FisherNo ratings yet
- China Civil Engineering Construction Corperation: Repair Welding Procedure Qualification-Manual Metal ArcDocument1 pageChina Civil Engineering Construction Corperation: Repair Welding Procedure Qualification-Manual Metal ArcMakamu Max Las MokgaoganyiNo ratings yet
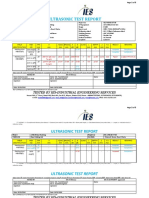
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument2 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Lamination Test ReportDocument1 pageLamination Test Reportسعید اینانلوNo ratings yet
- Datasheet RI36-O enDocument7 pagesDatasheet RI36-O enAnthony SaltNo ratings yet
- Procedure Qualification Record (PQR) : 1-2mm 2-5mmDocument26 pagesProcedure Qualification Record (PQR) : 1-2mm 2-5mmDHANEESH VELLILAPULLINo ratings yet
- RTCLNT 142111 Wa 44Document1 pageRTCLNT 142111 Wa 44Mitul KapadiaNo ratings yet
- PQR - Camsa-02Document1 pagePQR - Camsa-02Jean Carlo Gutarra SocualayaNo ratings yet
- 1LE1523-1DB29-0AF5-Z L22+L23+M2F+Q01+Y82 Datasheet enDocument1 page1LE1523-1DB29-0AF5-Z L22+L23+M2F+Q01+Y82 Datasheet enaminullahsharifNo ratings yet
- HRP Ii WPS STR 225Document4 pagesHRP Ii WPS STR 225RohiNo ratings yet
- Ultrasonic Test ReportDocument3 pagesUltrasonic Test ReportMD Shadikul Huq ShezanNo ratings yet
- VT test formDocument2 pagesVT test formEngr Fahimuddin QureshiNo ratings yet
- VT test formDocument2 pagesVT test formTota KamelNo ratings yet
- HT Panel Test ReportDocument4 pagesHT Panel Test ReportItx Adi0% (1)
- R I N C I A N B I A Y A ( ADDENDUM - PENGGANTIAN ATG TYPE SERVO MENJADI TYPE RADARDocument6 pagesR I N C I A N B I A Y A ( ADDENDUM - PENGGANTIAN ATG TYPE SERVO MENJADI TYPE RADARRezky Dian SunartoNo ratings yet
- HE-MRUT-001Document3 pagesHE-MRUT-001Hao TranNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument2 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Inspection Report: REPORT NO.-UT-HB-1003723Document1 pageUltrasonic Inspection Report: REPORT NO.-UT-HB-1003723Ahmed GomaaNo ratings yet
- PQR - Gmaw BCCDocument2 pagesPQR - Gmaw BCCBasel MohammadNo ratings yet
- Phased Array Ultrasonic Examination Report: Contractor: Report No.: Client: Exam DateDocument1 pagePhased Array Ultrasonic Examination Report: Contractor: Report No.: Client: Exam DateshervinyNo ratings yet
- Ultrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Document3 pagesUltrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Anna PariniNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Mbci - Pilot Wire Diff RelayDocument2 pagesMbci - Pilot Wire Diff RelayratheeshkumardNo ratings yet
- 03 WPS PQR For FCAWDocument3 pages03 WPS PQR For FCAWBrijesh Yadav100% (1)
- Arbab Polypack UT Inspection ReportDocument4 pagesArbab Polypack UT Inspection ReportMD Shadikul Huq ShezanNo ratings yet
- Transfer Torque Wrench: Special FeaturesDocument4 pagesTransfer Torque Wrench: Special FeaturesdabafiNo ratings yet
- Ultrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Document2 pagesUltrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Anna PariniNo ratings yet
- Welding Procedure For Plate - WPSDocument1 pageWelding Procedure For Plate - WPSCristian ZidarescuNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- Aluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Document1 pageAluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Amin ThabetNo ratings yet
- HRP Ii WPS LGP 332Document4 pagesHRP Ii WPS LGP 332RohiNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- SITE INSPECTION TEST RECORD FOR DISTANCE AND DEF RELAYDocument15 pagesSITE INSPECTION TEST RECORD FOR DISTANCE AND DEF RELAYBalajiNo ratings yet
- Fenac FNC50HDocument4 pagesFenac FNC50HAbo Elbill BosnaliNo ratings yet
- UT PLTU BTG Turbine 1-DikonversiDocument2 pagesUT PLTU BTG Turbine 1-DikonversiWawan KurniawanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument3 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Solid Filter - DatasheetDocument1 pageSolid Filter - Datasheetbmanojkumar16No ratings yet
- Tested by M/S Siemens Organized by M/S Emc Witnessed by M/S Pgcil Name G Ramesh Designation SignatureDocument2 pagesTested by M/S Siemens Organized by M/S Emc Witnessed by M/S Pgcil Name G Ramesh Designation SignatureRK KNo ratings yet
- 2mva Tr. For HF-1Document2 pages2mva Tr. For HF-1Vishal Kumar SinghNo ratings yet
- 1 23 090 Stexc1x05f - DatasheetDocument3 pages1 23 090 Stexc1x05f - DatasheetRoberto Martin NavarroNo ratings yet
- DS 4013 Rev-0Document4 pagesDS 4013 Rev-0Dinesh RajNo ratings yet
- WPS CuNiDocument4 pagesWPS CuNiSripathyNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Approval Record FormDocument2 pagesWelding Procedure Approval Record FormSc TanNo ratings yet
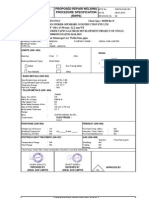
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- MS Data Sheet TanqueDocument2 pagesMS Data Sheet TanqueLION_FIRENo ratings yet
- Pessing Libya INC: Weld Detail Preparation MethodDocument1 pagePessing Libya INC: Weld Detail Preparation MethodMahmoud HaggagNo ratings yet
- Penetration Test: Χάλυβες Καραλή Α.Ε.Β.Ε. Karalis Steel S.ADocument1 pagePenetration Test: Χάλυβες Καραλή Α.Ε.Β.Ε. Karalis Steel S.AA. ΒρατσισταNo ratings yet
- Amigos Technical Services (S) Pte LTD Operating Procedure Ultrasonic TestingDocument27 pagesAmigos Technical Services (S) Pte LTD Operating Procedure Ultrasonic TestingHoque AnamulNo ratings yet
- hot rolled Φ60 AISI 304L (14.230)Document3 pageshot rolled Φ60 AISI 304L (14.230)A. ΒρατσισταNo ratings yet
- 600 WordsDocument14 pages600 WordsA. ΒρατσισταNo ratings yet
- Welding MetallurgyDocument15 pagesWelding MetallurgySadhasivam VeluNo ratings yet
- ,E/'IAS: Welder Approval Test CertilicateDocument1 page,E/'IAS: Welder Approval Test CertilicateA. ΒρατσισταNo ratings yet
- Words Used With The InfinitiveDocument13 pagesWords Used With The InfinitiveA. ΒρατσισταNo ratings yet
- Penetration Test: Χάλυβες Καραλή Α.Ε.Β.Ε. Karalis Steel S.ADocument1 pagePenetration Test: Χάλυβες Καραλή Α.Ε.Β.Ε. Karalis Steel S.AA. ΒρατσισταNo ratings yet
- Welder CertificateDocument6 pagesWelder CertificateA. ΒρατσισταNo ratings yet
- 06 - Weld Ability and Defects in WeldmentsDocument50 pages06 - Weld Ability and Defects in Weldmentsamitjee138463No ratings yet
- 1 4 1Document25 pages1 4 1A. ΒρατσισταNo ratings yet
- Ultrasonic Testing Report Steel Beam SpliceDocument1 pageUltrasonic Testing Report Steel Beam SpliceA. ΒρατσισταNo ratings yet
- ΠΑΡΑΛΑΒΗ ΔDocument4 pagesΠΑΡΑΛΑΒΗ ΔA. ΒρατσισταNo ratings yet
- General - Req - For - Welding - Works PDFDocument88 pagesGeneral - Req - For - Welding - Works PDFvictoraghiNo ratings yet
- 3 Properties of SteelDocument6 pages3 Properties of SteelGopu PushpangadhanNo ratings yet
- Welder CertificateDocument6 pagesWelder CertificateA. ΒρατσισταNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- Water Pull 0ff PDFDocument83 pagesWater Pull 0ff PDFA. ΒρατσισταNo ratings yet
- Sample WPS SMAW Stainless SteelDocument7 pagesSample WPS SMAW Stainless Steeldaemsal100% (4)
- Α/Α Cet d HD Q Tp (oC)Document1 pageΑ/Α Cet d HD Q Tp (oC)A. ΒρατσισταNo ratings yet
- WPS SumDocument61 pagesWPS SumA. ΒρατσισταNo ratings yet
- InoxDocument1 pageInoxA. ΒρατσισταNo ratings yet
- Präpositions - Time: English Usage ExampleDocument3 pagesPräpositions - Time: English Usage ExampleA. ΒρατσισταNo ratings yet
- Words Used With The InfinitiveDocument13 pagesWords Used With The InfinitiveA. ΒρατσισταNo ratings yet
- SAS Base Programming Practice Exam V9 QuestionsDocument24 pagesSAS Base Programming Practice Exam V9 QuestionssrinivasaraosomuNo ratings yet
- ECIV 728 Chapter 1-2023Document33 pagesECIV 728 Chapter 1-2023Bren GedsNo ratings yet
- VRRDocument5 pagesVRRGiorno GiovannaNo ratings yet
- CHEM102 FinalExam AnswersDocument19 pagesCHEM102 FinalExam AnswersGlenn Farah Faye RausaNo ratings yet
- Quarterly Assessment Report in Mathematics Grade 1 First Quarter, SY 2019-2020Document5 pagesQuarterly Assessment Report in Mathematics Grade 1 First Quarter, SY 2019-2020William Felisilda100% (1)
- Hybrid Converter: For NEC Microwave Network Management SystemDocument2 pagesHybrid Converter: For NEC Microwave Network Management Systemms_aletheaNo ratings yet
- Micro Teaching Lesson Plan For The Skill of Probing Question (Teach)Document3 pagesMicro Teaching Lesson Plan For The Skill of Probing Question (Teach)Riya Elizabeth J 13No ratings yet
- FMDC HEC PAST PAPERS BY PrepareHOWDocument121 pagesFMDC HEC PAST PAPERS BY PrepareHOWSaad Hassan KheraNo ratings yet
- Woodcock Johnson Achievement ReportDocument4 pagesWoodcock Johnson Achievement Reportapi-254874994100% (2)
- Barthes - S-ZDocument11 pagesBarthes - S-ZJavier Zamudio100% (1)
- DMSO Solvent PropertiesDocument2 pagesDMSO Solvent PropertiesSunny YangNo ratings yet
- Outdoor Site Extend Alarm Detail Design - v1.1Document20 pagesOutdoor Site Extend Alarm Detail Design - v1.1vashishthanuragNo ratings yet
- Machine Design of Hoists, Derricks and Cranes by HessDocument440 pagesMachine Design of Hoists, Derricks and Cranes by HessDickson Leong67% (3)
- Asme Section IX - NewDocument70 pagesAsme Section IX - NewAnaswarps100% (2)
- PK Solutions 2.0 PK Solutions 2.0 PK Solutions 2.0 PK Solutions 2.0Document18 pagesPK Solutions 2.0 PK Solutions 2.0 PK Solutions 2.0 PK Solutions 2.0rigaut74No ratings yet
- Metformin Sustained & Linagliptin Tablets PDFDocument5 pagesMetformin Sustained & Linagliptin Tablets PDFmanoj bhattaraiNo ratings yet
- Week 4 Home Learning PlanDocument11 pagesWeek 4 Home Learning PlanJessel CleofeNo ratings yet
- CRE Notes PDFDocument61 pagesCRE Notes PDFKrunal ThakarNo ratings yet
- Steel - Chapter 4Document18 pagesSteel - Chapter 4Kristoffer NaridoNo ratings yet
- Standard Test Method For Splitting Tensile Strength of Cylindrical Concrete Specimens1Document5 pagesStandard Test Method For Splitting Tensile Strength of Cylindrical Concrete Specimens1Lupita RamirezNo ratings yet
- XP EnergyDocument9 pagesXP Energylaurent lebourgeoisNo ratings yet
- Datasheet 709Document8 pagesDatasheet 709manojpeehuNo ratings yet
- PVT ModellingDocument6 pagesPVT ModellingFan JackNo ratings yet
- GR 80 CONFIGURATION DIAGRAMDocument20 pagesGR 80 CONFIGURATION DIAGRAMAffan fNo ratings yet
- Paper JLP 2019 224 Original V0Document17 pagesPaper JLP 2019 224 Original V0ЮрийNo ratings yet
- Chapter 1: Introduction: 1.1 What Is COCOMO?Document39 pagesChapter 1: Introduction: 1.1 What Is COCOMO?Blue moon MediaNo ratings yet
- his Life": Λογοτεχνία και διαπολιτισμικές διαδρομές Literature and cross‐cultural routesDocument18 pageshis Life": Λογοτεχνία και διαπολιτισμικές διαδρομές Literature and cross‐cultural routesCharpapathNo ratings yet
- Social Psychology and Group ProcessDocument30 pagesSocial Psychology and Group ProcessTasya aqimarNo ratings yet
- Botsios, S., Georgiou, D., & Safouris, N. (2008) - Contributions ToDocument16 pagesBotsios, S., Georgiou, D., & Safouris, N. (2008) - Contributions TosplakenerNo ratings yet
- Examining Demand and Substitutability Across Terminals in A Gateway Port Network A Discrete Choice Model of Irish Ports PDFDocument11 pagesExamining Demand and Substitutability Across Terminals in A Gateway Port Network A Discrete Choice Model of Irish Ports PDFJCANo ratings yet