You might also like
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- GF-304CR Dossier.Document35 pagesGF-304CR Dossier.suria qaqcNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Itp PipingDocument4 pagesItp PipingkennethNo ratings yet
- Itp Piping PDFDocument4 pagesItp Piping PDFdashNo ratings yet
- Inspection Test Plan: Provision To Supply and Delivery of V-Cone Flowmeter For Tiong A and Bekok ADocument7 pagesInspection Test Plan: Provision To Supply and Delivery of V-Cone Flowmeter For Tiong A and Bekok AMUHAMMAD ABHAR AMZAR BIN ZAMZURINo ratings yet
- Itp For Piping Fabrication and InstallationDocument10 pagesItp For Piping Fabrication and InstallationwidiNo ratings yet
- Sample - Template - Itp For Piping Fabrication and InstallationDocument2 pagesSample - Template - Itp For Piping Fabrication and Installationmohd as shahiddin jafriNo ratings yet
- QIP For EPCL Structure Rev-0002Document3 pagesQIP For EPCL Structure Rev-0002suria qaqcNo ratings yet
- ITP For Process PipingDocument4 pagesITP For Process PipingSebastian RajeshNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- ITP-P-001 ITP For Above Ground Piping Rev. ADocument9 pagesITP-P-001 ITP For Above Ground Piping Rev. APhong Đỗ100% (1)
- Itp Ec14epDocument1 pageItp Ec14epRavi ShankarNo ratings yet
- Draft ITP PV NEW PEP ScrubberDocument4 pagesDraft ITP PV NEW PEP Scrubberinspectionzona11No ratings yet
- Inspection and Test Plan: AcceptanceDocument4 pagesInspection and Test Plan: AcceptanceHengNo ratings yet
- Sample Quality Assurance Plan For Welded Cs Butt Weld Fittings (Sa 234)Document2 pagesSample Quality Assurance Plan For Welded Cs Butt Weld Fittings (Sa 234)Dhrumil ChauhanNo ratings yet
- Installation of Fuel Gas Line of Prime Meridian Power Corp./First Nat Gas CorpDocument2 pagesInstallation of Fuel Gas Line of Prime Meridian Power Corp./First Nat Gas CorpbenjNo ratings yet
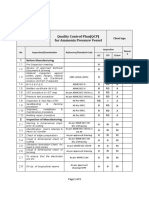
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingBhavesh SevakNo ratings yet
- Sample Quality Assurance Plan For Welded Ss Fittings: 25% by 1 After 100% by 2Document2 pagesSample Quality Assurance Plan For Welded Ss Fittings: 25% by 1 After 100% by 2Dhvanit JoshiNo ratings yet
- Quality Assurance Plan (Qap)Document3 pagesQuality Assurance Plan (Qap)Kingston RivingtonNo ratings yet
- Piping Fabrication Installation QCP On SiteDocument1 pagePiping Fabrication Installation QCP On SiteTarun PatelNo ratings yet
- Process Piping Inspection and Test PlanDocument6 pagesProcess Piping Inspection and Test Planmanoj thakkarNo ratings yet
- Dayang Enterprise Sdn. BHD.: INSPECTION AND TEST PLAN (Vessel Buttering Repair)Document3 pagesDayang Enterprise Sdn. BHD.: INSPECTION AND TEST PLAN (Vessel Buttering Repair)AmyNo ratings yet
- Tank Maintenance ITPDocument24 pagesTank Maintenance ITPthomas varugheseNo ratings yet
- Attach-2 ITP For Building WaterDocument29 pagesAttach-2 ITP For Building WaterSukalyan BasuNo ratings yet
- QIP Boiler ErectionDocument1 pageQIP Boiler Erectionshahroze mustafaNo ratings yet
- Inspection & Test PlanDocument2 pagesInspection & Test PlanKhaled GamalNo ratings yet
- Outotec: Danem Engineering Works WLL Doha - QatarDocument4 pagesOutotec: Danem Engineering Works WLL Doha - QatarRejoy babyNo ratings yet
- Danem Engineering Works - WLL.: Quality Control & Inspection Test PlanDocument11 pagesDanem Engineering Works - WLL.: Quality Control & Inspection Test PlanRejoy babyNo ratings yet
- FQP For Chimney 3 MechanicalDocument4 pagesFQP For Chimney 3 MechanicalKuldeep ChakerwartiNo ratings yet
- Quality Assurance Plan (Qap)Document3 pagesQuality Assurance Plan (Qap)Kingston RivingtonNo ratings yet
- ITP ManifoldDocument7 pagesITP ManifoldvinothNo ratings yet
- Inspection-and-Test-Plan-for-Fabrication and Erection of Structural SteelDocument4 pagesInspection-and-Test-Plan-for-Fabrication and Erection of Structural SteelVinayaga MoorthiNo ratings yet
- QCDS-ST-001 Truck Loading Area Steel StructureDocument3 pagesQCDS-ST-001 Truck Loading Area Steel StructurejorgekarlosprNo ratings yet
- Approved ITP 06012023 For WT6Document1 pageApproved ITP 06012023 For WT6mohamed irsath100% (1)
- Inspection and Testing Plan Pressure VesselDocument6 pagesInspection and Testing Plan Pressure Vesselmuhammad afrizalNo ratings yet
- CPM Coc 22 010Document16 pagesCPM Coc 22 010Mark Darrel AranasNo ratings yet
- UNQ-00-K-143b - 001-EQ-017 - Inspection and Test Plan For U.G. FuelGas Pipe InstallationDocument3 pagesUNQ-00-K-143b - 001-EQ-017 - Inspection and Test Plan For U.G. FuelGas Pipe InstallationrakibnjtechNo ratings yet
- Technical Specification and PQR - 2022 05 04 11 00 54Document9 pagesTechnical Specification and PQR - 2022 05 04 11 00 54isepcontrolNo ratings yet
- ITP For Boiler ErectionDocument6 pagesITP For Boiler ErectionUmair Awan100% (2)
- DAB-ITP-008 - RPP Site ITP-RVBDocument11 pagesDAB-ITP-008 - RPP Site ITP-RVBPaivi PhojakalliNo ratings yet
- Qcpi 7Document2 pagesQcpi 7Hausland Const. Corp.No ratings yet
- Basic Design & Fabrication of Pressure VesselDocument30 pagesBasic Design & Fabrication of Pressure VesselannisNo ratings yet
- Piping ITPDocument12 pagesPiping ITPFiras AlbaweiNo ratings yet
- 54 ITP-For Piping PDFDocument2 pages54 ITP-For Piping PDFrize1159No ratings yet
- SEPCOIII-QC-202-18-H14-A0 QCP FOR EOT CRANE AND HOIST INSTALLATION AppendixDocument17 pagesSEPCOIII-QC-202-18-H14-A0 QCP FOR EOT CRANE AND HOIST INSTALLATION Appendixmessaoudi0% (1)
- Electrostatic Precipitator Installation: Field Inspection & Test Plan (F-Itp) : 1: 16-Feb-10Document40 pagesElectrostatic Precipitator Installation: Field Inspection & Test Plan (F-Itp) : 1: 16-Feb-10Alif Rahmat FebriantoNo ratings yet
- Inspection Test Plan PV Nozzle Modification/AlterationDocument4 pagesInspection Test Plan PV Nozzle Modification/AlterationMohd Shafuaaz KassimNo ratings yet
- Itp PipingDocument4 pagesItp Pipingerdemlix100% (2)
- Aprroved QAP-1883-R01-15122022Document1 pageAprroved QAP-1883-R01-15122022Pavul RajNo ratings yet
- Inspaction & Test PlatDocument3 pagesInspaction & Test PlatYosses Sang NahkodaNo ratings yet
- 34222-4010 Itp Rev 0Document2 pages34222-4010 Itp Rev 0anwar sadatNo ratings yet
- Inspection and Test Plan / Ni-Al Bronze Manual Valves (Vendor Doc - No#: ITP-01-535)Document4 pagesInspection and Test Plan / Ni-Al Bronze Manual Valves (Vendor Doc - No#: ITP-01-535)Muthazhagan SaravananNo ratings yet
- Burj Dubai Development The Dubai Mall: Main Contract Joint Venture: Dbb/Ag&CccDocument3 pagesBurj Dubai Development The Dubai Mall: Main Contract Joint Venture: Dbb/Ag&CccJoseph DarwinNo ratings yet
- ITP For Fabrication & Erection of TanksDocument20 pagesITP For Fabrication & Erection of TanksosersNo ratings yet
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- Flight Test Instrumentation: Proceedings of the Third International Symposium 1964From EverandFlight Test Instrumentation: Proceedings of the Third International Symposium 1964M. A. PerryNo ratings yet
- Suria Engineering.: Test Pack For Tt307B PipingDocument18 pagesSuria Engineering.: Test Pack For Tt307B Pipingsuria qaqcNo ratings yet
- Suria Engineering.: Test Pack For Tt307B PipingDocument16 pagesSuria Engineering.: Test Pack For Tt307B Pipingsuria qaqcNo ratings yet
- Daily Inword Gate Pass (D)Document195 pagesDaily Inword Gate Pass (D)suria qaqcNo ratings yet
- Short Description of 10years Professional Journey: Covering LetterDocument1 pageShort Description of 10years Professional Journey: Covering Lettersuria qaqcNo ratings yet
- Ovr Dossier.Document93 pagesOvr Dossier.suria qaqcNo ratings yet
- TT-307B Dossier.Document41 pagesTT-307B Dossier.suria qaqcNo ratings yet
- Suria Engineering: Tool Box Talk FormDocument1 pageSuria Engineering: Tool Box Talk Formsuria qaqcNo ratings yet
- Tle-01 Dossier.Document39 pagesTle-01 Dossier.suria qaqcNo ratings yet
- TT306 Dossier.Document29 pagesTT306 Dossier.suria qaqcNo ratings yet
- Tle-02 Dossier.Document40 pagesTle-02 Dossier.suria qaqcNo ratings yet
- BOQ PIPING Total DetailDocument16 pagesBOQ PIPING Total Detailsuria qaqcNo ratings yet
- Sub Station Structure.Document33 pagesSub Station Structure.suria qaqcNo ratings yet
- DSQ Dossier.Document62 pagesDSQ Dossier.suria qaqcNo ratings yet
- Weekly HSE ReportDocument1 pageWeekly HSE Reportsuria qaqcNo ratings yet
- Task Instructions (Ti) : Date: Time: Dept: PTW No Location: Emergency No: What Is The Task Today?Document2 pagesTask Instructions (Ti) : Date: Time: Dept: PTW No Location: Emergency No: What Is The Task Today?suria qaqcNo ratings yet
- Safe Work Practices: Doc No: Rev By: DateDocument1 pageSafe Work Practices: Doc No: Rev By: Datesuria qaqcNo ratings yet
- E1461 Dossier.Document46 pagesE1461 Dossier.suria qaqcNo ratings yet
- PPEs Issue ListDocument1 pagePPEs Issue Listsuria qaqcNo ratings yet
- Bill of Material For Cn2F Dish Heads: Part No. Description Material Thickness-Mm Size-Mm Qty. RemarksDocument1 pageBill of Material For Cn2F Dish Heads: Part No. Description Material Thickness-Mm Size-Mm Qty. Remarkssuria qaqcNo ratings yet
- Suria Engineering Staff List: Doc No: Rev By: DateDocument3 pagesSuria Engineering Staff List: Doc No: Rev By: Datesuria qaqcNo ratings yet
- Suria Engineering SR/EPCL/-01/21: Piping Test Package For Tt307B PipingDocument18 pagesSuria Engineering SR/EPCL/-01/21: Piping Test Package For Tt307B Pipingsuria qaqc100% (1)
- BOQ PIPING Total DetailDocument16 pagesBOQ PIPING Total Detailsuria qaqcNo ratings yet
- Short Description of 09years Professional Journey: Covering LetterDocument7 pagesShort Description of 09years Professional Journey: Covering Lettersuria qaqcNo ratings yet
- Planos de MaquinaDocument22 pagesPlanos de MaquinaJoseph Cristian Cruz LuqueNo ratings yet
- Life Line Design and StandardDocument19 pagesLife Line Design and StandardNabil AbdelsameaNo ratings yet
- Faculty of Civil Engineering and Planning Civil Engineering Department Petra Christian UniversityDocument39 pagesFaculty of Civil Engineering and Planning Civil Engineering Department Petra Christian UniversityAndrian TanjayaNo ratings yet
- Automated Lubrication System: Operator's GuideDocument24 pagesAutomated Lubrication System: Operator's GuidemlcaduNo ratings yet
- Mild Steel Channels PDFDocument3 pagesMild Steel Channels PDFmathewsujith31No ratings yet
- Side-Shift Carriage 2 Hyster 360Document3 pagesSide-Shift Carriage 2 Hyster 360bobNo ratings yet
- Airworthiness Limitations Section (Als)Document66 pagesAirworthiness Limitations Section (Als)Нагато Узумаки100% (1)
- Interruptor Magnum-Curvas PDFDocument110 pagesInterruptor Magnum-Curvas PDFantonio100% (1)
- 1 90 PDFDocument90 pages1 90 PDFWilson Acosta LiñanNo ratings yet
- SB LM6000 Ind 0310Document11 pagesSB LM6000 Ind 0310Daniil Serov100% (1)
- MSS SP-110 - 1996 - Ball Valves Threaded, Socket-Welding, Solder Joint, Grooved, and Flared EndsDocument15 pagesMSS SP-110 - 1996 - Ball Valves Threaded, Socket-Welding, Solder Joint, Grooved, and Flared EndsJMNo ratings yet
- sp001 5thedition ChecklistsDocument14 pagessp001 5thedition ChecklistsJavier Mauricio Higuera MoraNo ratings yet
- Mr150 MaintenanceDocument28 pagesMr150 Maintenancesh.rsrcsNo ratings yet
- Actividad Final Herramientas, Juan Builes Tla 66Document3 pagesActividad Final Herramientas, Juan Builes Tla 66Juan builesNo ratings yet
- Chap 5. Beam Analysis and Design PDFDocument61 pagesChap 5. Beam Analysis and Design PDFRafael Joshua LedesmaNo ratings yet
- A140Document104 pagesA140hungchagia1No ratings yet
- 33GS-80GS Submersible Pumps Tech BrochureDocument12 pages33GS-80GS Submersible Pumps Tech BrochureDecsih RuizNo ratings yet
- Pros and Cons of Different Light Mast TechnologiesDocument3 pagesPros and Cons of Different Light Mast Technologiestonystark axcelNo ratings yet
- Teacher Guide 14.10 PDFDocument13 pagesTeacher Guide 14.10 PDFVinicius MachadoNo ratings yet
- Falcon Latest Well Intrevention With GlosoryDocument440 pagesFalcon Latest Well Intrevention With GlosorySachin SahooNo ratings yet
- @W0400306 A4 Brochure Drainspeed 30 Digital ENDocument2 pages@W0400306 A4 Brochure Drainspeed 30 Digital ENJosé Escalona C.No ratings yet
- Analysis of Timber Joints With Punched Metal Plate FastenersDocument4 pagesAnalysis of Timber Joints With Punched Metal Plate FastenersBatuhan DerNo ratings yet
- Air Cooled Heat ExchangerDocument26 pagesAir Cooled Heat ExchangerMagesh Kumar90% (10)
- Gusher Titan Standard: Manual Bilge PumpsDocument4 pagesGusher Titan Standard: Manual Bilge PumpsEmalaith BlackburnNo ratings yet
- Fans Static Head Calculation SheetDocument1 pageFans Static Head Calculation SheetraifaisalNo ratings yet
- Module 1 AND MODULE 2 Question Bank - ADDITIVE MANUFACTURING (AM)Document2 pagesModule 1 AND MODULE 2 Question Bank - ADDITIVE MANUFACTURING (AM)MUHAMMED FAISALNo ratings yet
- Quant Checklist 250 PDF 2022 by Aashish AroraDocument94 pagesQuant Checklist 250 PDF 2022 by Aashish AroraRhea SenNo ratings yet
- W A U K E S H A: 100 FORM 6302 First EditionDocument2 pagesW A U K E S H A: 100 FORM 6302 First Editiondiego yecid millan mendozaNo ratings yet
- Mcgregor Hatch Covers ManualDocument75 pagesMcgregor Hatch Covers ManualYurii100% (8)
- SpesifikasiDocument9 pagesSpesifikasiSalim BazzryNo ratings yet