You might also like
- Special Effects - The History and TechniquesDocument313 pagesSpecial Effects - The History and TechniquesAna AnghelNo ratings yet
- Ut & Mpi ProcedureDocument23 pagesUt & Mpi ProcedurePRASHANT100% (2)
- Accident Causation TheoriesDocument49 pagesAccident Causation TheoriesJayaraman Tamilvendhan80% (5)
- Answers For Test For Interviews - Numerical Reasoning Test 1Document6 pagesAnswers For Test For Interviews - Numerical Reasoning Test 1DianaNo ratings yet
- 044 ITP For Installation of Gypsum Board Buildings PDFDocument10 pages044 ITP For Installation of Gypsum Board Buildings PDFHarshvardhan PathakNo ratings yet
- Bootstrap ProgDocument7 pagesBootstrap ProgAshwini PatilNo ratings yet
- Industrial Robot Laboratory StaeubliDocument17 pagesIndustrial Robot Laboratory StaeubliJesus Said Mercado VegaNo ratings yet
- IOSH Managing SafelyDocument1 pageIOSH Managing SafelyRachel GriffithsNo ratings yet
- TSH-IP-00.0028 - 03 Drift InspectionDocument7 pagesTSH-IP-00.0028 - 03 Drift Inspectionhuyenhvtc252No ratings yet
- Cooling System WA600!6!22272Document15 pagesCooling System WA600!6!22272Ventsislav VenevNo ratings yet
- Inspection Report: Page 1 of 2 Vendor P.O. NODocument3 pagesInspection Report: Page 1 of 2 Vendor P.O. NOsudipta dasNo ratings yet
- Refractories For The Cement Industry KILNDocument16 pagesRefractories For The Cement Industry KILNPham tony1604No ratings yet
- TSH Ip 53.0063 - 01Document8 pagesTSH Ip 53.0063 - 01Cong BuiNo ratings yet
- TSH Ip 53.0053 - 03Document7 pagesTSH Ip 53.0053 - 03Cong BuiNo ratings yet
- TSH Ip 53.0067 - 01Document4 pagesTSH Ip 53.0067 - 01Cong BuiNo ratings yet
- TSH Ip 53.0050 - 02Document6 pagesTSH Ip 53.0050 - 02Cong BuiNo ratings yet
- TSH Ip 53.0052 - 02Document4 pagesTSH Ip 53.0052 - 02Cong BuiNo ratings yet
- TSH Ip 53.0060 - 02Document5 pagesTSH Ip 53.0060 - 02Cong BuiNo ratings yet
- TSH Ip 53.0066 - 02Document5 pagesTSH Ip 53.0066 - 02Cong BuiNo ratings yet
- TSH Ip 53.0051 - 02Document5 pagesTSH Ip 53.0051 - 02Cong BuiNo ratings yet
- TSH-IP-00.0093 - 01 OD Chamfer DiameterDocument4 pagesTSH-IP-00.0093 - 01 OD Chamfer DiameterCong BuiNo ratings yet
- TSH Ip 53.0056 - 01Document6 pagesTSH Ip 53.0056 - 01Cong BuiNo ratings yet
- TSH Ip 53.0064 - 01Document4 pagesTSH Ip 53.0064 - 01Cong BuiNo ratings yet
- TSH Ip 53.0054 - 01Document5 pagesTSH Ip 53.0054 - 01Cong BuiNo ratings yet
- TSH Ip 53.0079 - 01Document7 pagesTSH Ip 53.0079 - 01Cong BuiNo ratings yet
- TSH-IP-00.0026 - 01 Bore Length InspectionDocument4 pagesTSH-IP-00.0026 - 01 Bore Length InspectionCong BuiNo ratings yet
- TSH Ip 53.0070 - 01Document4 pagesTSH Ip 53.0070 - 01Cong BuiNo ratings yet
- TSH Ip 53.0061 - 01Document4 pagesTSH Ip 53.0061 - 01Cong BuiNo ratings yet
- TSH Ip 53.0075 - 03Document18 pagesTSH Ip 53.0075 - 03Cong BuiNo ratings yet
- TSH Ip 53.0069 - 01Document5 pagesTSH Ip 53.0069 - 01Cong BuiNo ratings yet
- TSH Ip 53.0055 - 03Document5 pagesTSH Ip 53.0055 - 03Cong BuiNo ratings yet
- TSH-IP-00.0091 - 01 Thread Counter-Bore Length at ShoulderDocument4 pagesTSH-IP-00.0091 - 01 Thread Counter-Bore Length at ShoulderCong BuiNo ratings yet
- HUONG-TSH-IP-00.0031 - 04 Visual InspectionDocument7 pagesHUONG-TSH-IP-00.0031 - 04 Visual InspectionCong BuiNo ratings yet
- TSH-IP-00.0025 - 02 Bore & Counter Bore Diameter and Chamfer Diameter InspectionDocument5 pagesTSH-IP-00.0025 - 02 Bore & Counter Bore Diameter and Chamfer Diameter InspectionCong BuiNo ratings yet
- TSH Ip 53.0071 - 03Document5 pagesTSH Ip 53.0071 - 03Cong BuiNo ratings yet
- TSH-IP-00.0021 - 01 Full Thread Length InspectionDocument4 pagesTSH-IP-00.0021 - 01 Full Thread Length InspectionCong BuiNo ratings yet
- TSH-IP-00.0077 - 02 Evaluation of ImperfectionsDocument8 pagesTSH-IP-00.0077 - 02 Evaluation of ImperfectionsCong BuiNo ratings yet
- TSH-IP-00.0045 - 01 Pin Cylindrical InspectionDocument4 pagesTSH-IP-00.0045 - 01 Pin Cylindrical InspectionCong BuiNo ratings yet
- TSH-IP-00.0027 - 02 Bore Pull Out Angle & Internal Belvel Angle InspectionDocument4 pagesTSH-IP-00.0027 - 02 Bore Pull Out Angle & Internal Belvel Angle InspectionCong BuiNo ratings yet
- TSH-IP-00.0027 - 02 Bore Pull Out Angle & Internal Belvel Angle InspectionDocument4 pagesTSH-IP-00.0027 - 02 Bore Pull Out Angle & Internal Belvel Angle Inspectionhuyenhvtc252No ratings yet
- TSH-IP-00.0087 - 01 Counter-boreLength at Box FaceDocument4 pagesTSH-IP-00.0087 - 01 Counter-boreLength at Box FaceCong BuiNo ratings yet
- TSH-IP-00.0080 - 01 Box Cylindrical InspetionDocument4 pagesTSH-IP-00.0080 - 01 Box Cylindrical InspetionCong BuiNo ratings yet
- TSH-IP-00.0002 - 04 Overlay InspectionDocument4 pagesTSH-IP-00.0002 - 04 Overlay InspectionCong BuiNo ratings yet
- TSH-IP-00.0040 - 01 Total Length InspectionDocument4 pagesTSH-IP-00.0040 - 01 Total Length InspectionCong BuiNo ratings yet
- TSH Ip 00.0100 - 01Document6 pagesTSH Ip 00.0100 - 01Cong BuiNo ratings yet
- TSH-IP-00.0074 - 03 Characteristics of Bluing For Seal Surfaces Pin & Box ThreadDocument10 pagesTSH-IP-00.0074 - 03 Characteristics of Bluing For Seal Surfaces Pin & Box ThreadCong BuiNo ratings yet
- TSH-IP-00.0073 - 01 Minimum & Maximum Average Wall InspectionDocument4 pagesTSH-IP-00.0073 - 01 Minimum & Maximum Average Wall InspectionCong BuiNo ratings yet
- TSH Ip 53.0057 - 01Document13 pagesTSH Ip 53.0057 - 01Cong BuiNo ratings yet
- TSH-IP-00.0092 - 01 Distance From Face To Shoulder After Relief DiameterDocument4 pagesTSH-IP-00.0092 - 01 Distance From Face To Shoulder After Relief DiameterCong BuiNo ratings yet
- TSH-IP-00.0081 - 02 First and LST Article InspectionDocument4 pagesTSH-IP-00.0081 - 02 First and LST Article InspectionCong BuiNo ratings yet
- TSH-CP-34.0001 - 06 TSH513Document11 pagesTSH-CP-34.0001 - 06 TSH513Cong BuiNo ratings yet
- Apt Inspection TechnologiesDocument6 pagesApt Inspection TechnologiesArunNo ratings yet
- Maharashtra Industrial Development Corporation: Schedule BDocument2 pagesMaharashtra Industrial Development Corporation: Schedule BNilesh LokhandeNo ratings yet
- U.T ProcedureDocument10 pagesU.T ProceduretreyX67No ratings yet
- Inspection Report: Page 1 of 2 Vendor P.O. NODocument4 pagesInspection Report: Page 1 of 2 Vendor P.O. NOsudipta dasNo ratings yet
- BZOF-MT-PRO-00050 - 0 PT ProcedureDocument13 pagesBZOF-MT-PRO-00050 - 0 PT ProcedureManik KNo ratings yet
- C711 PDS2Document5 pagesC711 PDS2Jitendra ChaudhariNo ratings yet
- Maamoura and Baraka Development Project: Ex-Co 0 16/03/2010 Final Issue GJ HS HTDocument7 pagesMaamoura and Baraka Development Project: Ex-Co 0 16/03/2010 Final Issue GJ HS HTAHMED AMIRANo ratings yet
- 006-PGT procedure-CPUDocument5 pages006-PGT procedure-CPUK R Kumar RanjanNo ratings yet
- Coating Procedure: For Internal Lining of Steel Pipelines Using Epoxy Praimer PaintDocument12 pagesCoating Procedure: For Internal Lining of Steel Pipelines Using Epoxy Praimer Paintlemuel bacsaNo ratings yet
- Abj 89 103778 Ba 6070 00035 0000 01Document22 pagesAbj 89 103778 Ba 6070 00035 0000 01Nithin GNo ratings yet
- QT-IKPT-071-06-2021-TIP-REV.00 - Option IIDocument3 pagesQT-IKPT-071-06-2021-TIP-REV.00 - Option IIgalfandraNo ratings yet
- PLDSS7-4300244422-H02-0005 - ITP For Blasting and Painting - 03Document11 pagesPLDSS7-4300244422-H02-0005 - ITP For Blasting and Painting - 03minhhieu.qcNo ratings yet
- Hardness Testing Inspection ReportDocument2 pagesHardness Testing Inspection ReportTomasPavlovicNo ratings yet
- UT - ExWI-NDT-22112 Rev.00 - ASME CodeDocument48 pagesUT - ExWI-NDT-22112 Rev.00 - ASME CodeCherdchai nuntariNo ratings yet
- Prism Diverter Gate SpecificationDocument7 pagesPrism Diverter Gate SpecificationSatheeshpalli SuperNo ratings yet
- TSH Ip 53.0066 - 02Document5 pagesTSH Ip 53.0066 - 02Cong BuiNo ratings yet
- B+V Manual - Hinge Casing Spider 200 SH TonsDocument7 pagesB+V Manual - Hinge Casing Spider 200 SH TonsCong BuiNo ratings yet
- AOT. SLX 150 Ton Side Door ElevatorDocument1 pageAOT. SLX 150 Ton Side Door ElevatorCong BuiNo ratings yet
- Field Running and Handling Procedure sl-xp-002Document9 pagesField Running and Handling Procedure sl-xp-002Cong BuiNo ratings yet
- AOT. HYC 200 Ton Slip Type ElevatorDocument3 pagesAOT. HYC 200 Ton Slip Type ElevatorCong BuiNo ratings yet
- AOT. UC3 Casing SlipDocument2 pagesAOT. UC3 Casing SlipCong BuiNo ratings yet
- Make-Up Position Using Barretes Makeupbarrette-001Document4 pagesMake-Up Position Using Barretes Makeupbarrette-001Cong BuiNo ratings yet
- TSH Ip 53.0075 - 03Document18 pagesTSH Ip 53.0075 - 03Cong BuiNo ratings yet
- TSH Ip 53.0070 - 01Document4 pagesTSH Ip 53.0070 - 01Cong BuiNo ratings yet
- Coupling Make-Up Procedure Mu-Cplg-000Document7 pagesCoupling Make-Up Procedure Mu-Cplg-000Cong BuiNo ratings yet
- Steel 003Document2 pagesSteel 003Cong BuiNo ratings yet
- ISL HC SPR PRNT 6-04 RedDocument4 pagesISL HC SPR PRNT 6-04 RedCong BuiNo ratings yet
- TSH Ip 53.0064 - 01Document4 pagesTSH Ip 53.0064 - 01Cong BuiNo ratings yet
- TSH Ip 53.0055 - 03Document5 pagesTSH Ip 53.0055 - 03Cong BuiNo ratings yet
- TSH Ip 53.0061 - 01Document4 pagesTSH Ip 53.0061 - 01Cong BuiNo ratings yet
- TSH Ip 53.0054 - 01Document5 pagesTSH Ip 53.0054 - 01Cong BuiNo ratings yet
- TSH-IP-00.0093 - 01 OD Chamfer DiameterDocument4 pagesTSH-IP-00.0093 - 01 OD Chamfer DiameterCong BuiNo ratings yet
- TSH-IP-00.0092 - 01 Distance From Face To Shoulder After Relief DiameterDocument4 pagesTSH-IP-00.0092 - 01 Distance From Face To Shoulder After Relief DiameterCong BuiNo ratings yet
- TSH-IP-00.0040 - 01 Total Length InspectionDocument4 pagesTSH-IP-00.0040 - 01 Total Length InspectionCong BuiNo ratings yet
- TSH Ip 53.0051 - 02Document5 pagesTSH Ip 53.0051 - 02Cong BuiNo ratings yet
- TSH-IP-00.0027 - 02 Bore Pull Out Angle & Internal Belvel Angle InspectionDocument4 pagesTSH-IP-00.0027 - 02 Bore Pull Out Angle & Internal Belvel Angle InspectionCong BuiNo ratings yet
- TSH-IP-00.0045 - 01 Pin Cylindrical InspectionDocument4 pagesTSH-IP-00.0045 - 01 Pin Cylindrical InspectionCong BuiNo ratings yet
- TSH-IP-00.0077 - 02 Evaluation of ImperfectionsDocument8 pagesTSH-IP-00.0077 - 02 Evaluation of ImperfectionsCong BuiNo ratings yet
- TSH-IP-00.0025 - 02 Bore & Counter Bore Diameter and Chamfer Diameter InspectionDocument5 pagesTSH-IP-00.0025 - 02 Bore & Counter Bore Diameter and Chamfer Diameter InspectionCong BuiNo ratings yet
- QP05-16E Rev.5Document11 pagesQP05-16E Rev.5Cong BuiNo ratings yet
- Api 570 Final Practice ExamDocument23 pagesApi 570 Final Practice ExamCong BuiNo ratings yet
- Nokia PresentationDocument27 pagesNokia PresentationM. Romaan QamarNo ratings yet
- Risk Assessment FormDocument3 pagesRisk Assessment FormTyee ReedNo ratings yet
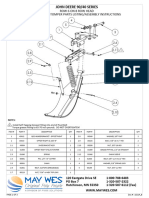
- JD 90 - 40 Rows 3 - 6 On 8 RowDocument7 pagesJD 90 - 40 Rows 3 - 6 On 8 Rowalaynnastaabx786No ratings yet
- B.ing Application LetterDocument2 pagesB.ing Application LetterAzizah Nurhalimah WicaksanaNo ratings yet
- Radio Over Ip ProductsDocument11 pagesRadio Over Ip ProductsAdeola OgunkoyaNo ratings yet
- Ventilation System Design For The CODELCO New Level ProjectDocument8 pagesVentilation System Design For The CODELCO New Level ProjectJuan Leiva FuentesNo ratings yet
- Clay BrickDocument8 pagesClay BrickmaryNo ratings yet
- Akash Maurya Nov 2019 Admit Card PDFDocument1 pageAkash Maurya Nov 2019 Admit Card PDFAyushi MauryaNo ratings yet
- A075715867 SignedDocument4 pagesA075715867 SignedRahamtulah hasanbhai BodavaNo ratings yet
- Mist Blaster BrochureDocument2 pagesMist Blaster BrochureThomas TehNo ratings yet
- G8UtmTcJQi6FLZk3CXIu A - Activity Template - Stakeholder Analysis and Power GridDocument5 pagesG8UtmTcJQi6FLZk3CXIu A - Activity Template - Stakeholder Analysis and Power GridVenice LaufeysonNo ratings yet
- Wine Storage AdviceDocument1 pageWine Storage AdvicepeterlimttkNo ratings yet
- About ValvesDocument20 pagesAbout Valvesfirojaga13No ratings yet
- Implementing Active Directory: Lesson 2Document36 pagesImplementing Active Directory: Lesson 2Deepak MalusareNo ratings yet
- 8.5 Chute, Charging Hopper Deep Mining General (Steep Formation) Underground Mining LoadingDocument6 pages8.5 Chute, Charging Hopper Deep Mining General (Steep Formation) Underground Mining LoadingJuan MontufarNo ratings yet
- Aviation Training Army MilsimDocument15 pagesAviation Training Army Milsimapi-298498488100% (1)
- RSB TextfileDocument346 pagesRSB TextfileMohamedSajeerMNo ratings yet
- 249064178-Braun-Dialog-Renal-Dialysis-Machinمهم جداe-Manual PDFDocument79 pages249064178-Braun-Dialog-Renal-Dialysis-Machinمهم جداe-Manual PDFFidaa JaafrahNo ratings yet
- CPU Scheduler Simulation ReportDocument20 pagesCPU Scheduler Simulation Reportsajjad100% (1)
- CS178 Homework #1: Problem 0: Getting ConnectedDocument4 pagesCS178 Homework #1: Problem 0: Getting ConnectedCalvin LowNo ratings yet
- Order ID 4403638575Document1 pageOrder ID 4403638575himansu reddyNo ratings yet
- Actual DS - Data Science and Big Data Analytics Resume FormatDocument3 pagesActual DS - Data Science and Big Data Analytics Resume FormatLakshit MahavirNo ratings yet