You might also like
- Kaynak Prosedur Sartnamesi Welding ProceDocument42 pagesKaynak Prosedur Sartnamesi Welding ProceRecep Otacıoğlu100% (1)
- TS en 10305-3 PDFDocument21 pagesTS en 10305-3 PDFmxnoxnNo ratings yet
- TS Iso 12480 1Document35 pagesTS Iso 12480 1Emrah Akcay100% (1)
- Türk Standardi: TS EN 280 + A1Document111 pagesTürk Standardi: TS EN 280 + A1Emrah Akcay100% (2)
- Türk Standardi: TS EN 280 + A1Document111 pagesTürk Standardi: TS EN 280 + A1Emrah Akcay100% (2)
- TS en Iso 12944-1Document10 pagesTS en Iso 12944-1Delil Ozan0% (1)
- TS en 12952-6Document33 pagesTS en 12952-6Emrah Akcay100% (1)
- 08-TS en 10217-1Document32 pages08-TS en 10217-1Osman SarıNo ratings yet
- F-KGM-071 - 01 Kaynak Sonrasi Kontrol FormuDocument1 pageF-KGM-071 - 01 Kaynak Sonrasi Kontrol FormuFahrettin KOŞUCU100% (1)
- TS en Iso 9606-1-2017Document32 pagesTS en Iso 9606-1-2017Akademi NDTNo ratings yet
- TS en Iso 14175 PDFDocument17 pagesTS en Iso 14175 PDFFeratNo ratings yet
- TS EN ISO 14732 Kaynak Operatoru Belgelendirme ProgramiDocument2 pagesTS EN ISO 14732 Kaynak Operatoru Belgelendirme ProgramiMertNo ratings yet
- Ts - en - Iso - 13920 Kaynakli Yapidaki̇ Genel ToleranslariDocument8 pagesTs - en - Iso - 13920 Kaynakli Yapidaki̇ Genel ToleranslarisdummfNo ratings yet
- TS en Iso 9712Document43 pagesTS en Iso 9712hanoguzdNo ratings yet
- TS 11429 en Iso 6520-2 Geometri̇k Kusurlarin Basinç KaynağiDocument18 pagesTS 11429 en Iso 6520-2 Geometri̇k Kusurlarin Basinç KaynağitmtndtNo ratings yet
- TS en Iso 15607 PDFDocument18 pagesTS en Iso 15607 PDFFeratNo ratings yet
- TS en Iso 10893 6 PDFDocument27 pagesTS en Iso 10893 6 PDFaasdcdcNo ratings yet
- TS en Iso 15609-1 WPSDocument9 pagesTS en Iso 15609-1 WPSTuran KızılNo ratings yet
- TS EN 1291 Kaynak Mt-Kabul Sev PDFDocument8 pagesTS EN 1291 Kaynak Mt-Kabul Sev PDFBurak ÖzbakirNo ratings yet
- TS 7307 en ISO 4063 Kaynak Yontem AdlarıDocument11 pagesTS 7307 en ISO 4063 Kaynak Yontem AdlarıMustafa EyisoyNo ratings yet
- TS en Iso 5817 PDFDocument30 pagesTS en Iso 5817 PDFUfuk Gamze OkumuşNo ratings yet
- TS 10116 2015Document13 pagesTS 10116 2015Emrah Akcay100% (1)
- Din 18800 - 7Document24 pagesDin 18800 - 7Hakan YamanoğluNo ratings yet
- TS en 10204Document10 pagesTS en 10204memo3245No ratings yet
- TS en Iso 15609 1 PDFDocument10 pagesTS en Iso 15609 1 PDFFeratNo ratings yet
- Ts en Iso 12944-8 PDFDocument40 pagesTs en Iso 12944-8 PDFwefewfwefNo ratings yet
- TS en Iso 5817-2014Document37 pagesTS en Iso 5817-2014Akademi NDTNo ratings yet
- TS 1203 en 286 1Document84 pagesTS 1203 en 286 1Emrah Akcay100% (2)
- Ts en Iso 12944-6Document16 pagesTs en Iso 12944-6wefewfwef100% (1)
- TS en 970Document14 pagesTS en 970Burak LökNo ratings yet
- TS en Iso 15614 2Document32 pagesTS en Iso 15614 2kaanNo ratings yet
- 4.6. Eddy Akımları (Eddy Current) Ile Muayene YöntemiDocument18 pages4.6. Eddy Akımları (Eddy Current) Ile Muayene YöntemiZiya DelibasNo ratings yet
- Ts en Iso 12944-5Document30 pagesTs en Iso 12944-5wefewfwef0% (2)
- Ts en Iso 17025 SunumDocument38 pagesTs en Iso 17025 SunumSeval GünaltayNo ratings yet
- TS en 12668-3Document11 pagesTS en 12668-3AgahNo ratings yet
- C Ek 39 Tipik ITPDocument3 pagesC Ek 39 Tipik ITPAli KayaNo ratings yet
- F - 173 TS en 1090 Belgelendirme ProgramiDocument13 pagesF - 173 TS en 1090 Belgelendirme Programimasterix7No ratings yet
- TS en 1012 1Document35 pagesTS en 1012 1Emrah Akcay100% (1)
- Iso 9692Document10 pagesIso 9692Onur Oskay SaatçıNo ratings yet
- TS en Iso 3506 4Document27 pagesTS en Iso 3506 4tmekanikNo ratings yet
- TS en Iso 15611 PDFDocument9 pagesTS en Iso 15611 PDFFeratNo ratings yet
- TS en Iso 3691 - 5Document41 pagesTS en Iso 3691 - 5Emrah Akcay100% (3)
- TS en Iso 3059Document15 pagesTS en Iso 3059Ahmet Şafak GençNo ratings yet
- TS en Iso 15613 PDFDocument10 pagesTS en Iso 15613 PDFFeratNo ratings yet
- TS en Iso 15614 11Document28 pagesTS en Iso 15614 11Emrah Akcay100% (1)
- TS en Iso 15614 11Document28 pagesTS en Iso 15614 11Emrah Akcay100% (1)
- TS en Iso 15614 11Document28 pagesTS en Iso 15614 11Emrah Akcay100% (1)
- EN 15085 Web Sitesi OZLEM KARAMAN PDFDocument32 pagesEN 15085 Web Sitesi OZLEM KARAMAN PDFUfuk ÇimenNo ratings yet
- TS en 671 3Document11 pagesTS en 671 3Emrah AkcayNo ratings yet
- TS en 671 3Document11 pagesTS en 671 3Emrah AkcayNo ratings yet
- C5-TS en 10160 2006 PDFDocument13 pagesC5-TS en 10160 2006 PDFDelil OzanNo ratings yet
- TS Iso 22915 - 2Document14 pagesTS Iso 22915 - 2Emrah AkcayNo ratings yet
- TS en 12680-1Document31 pagesTS en 12680-1AgahNo ratings yet
- Tseniso9606 2 100506034127 Phpapp01Document36 pagesTseniso9606 2 100506034127 Phpapp01Efe Ari100% (3)
- TS en Iso 12944-1Document8 pagesTS en Iso 12944-1Sahismail GuzelgunNo ratings yet
- TS 4313 en Iso 2409-1999Document13 pagesTS 4313 en Iso 2409-1999Gökhan ÇiçekNo ratings yet
- 2 Ts en 13018 05 02 2003Document8 pages2 Ts en 13018 05 02 2003AvcıNo ratings yet
- TS en Iso 9934-1,2007Document17 pagesTS en Iso 9934-1,2007Gökhan TEZCANNo ratings yet
- TS en 583-2Document33 pagesTS en 583-2AgahNo ratings yet
- TS en Iso 4018Document13 pagesTS en Iso 4018alifuat duyguNo ratings yet
- Ts en Iso 12944-3Document17 pagesTs en Iso 12944-3wefewfwefNo ratings yet
- E MEP 03.2014 9606 1 Kiyaslama KEDocument11 pagesE MEP 03.2014 9606 1 Kiyaslama KEÜmit UçakNo ratings yet
- TS en 287-1Document37 pagesTS en 287-1Ferdi DirekNo ratings yet
- TS en 10228-2Document7 pagesTS en 10228-2Gökhan ÇiçekNo ratings yet
- TS en Iso 15614-1-2017Document34 pagesTS en Iso 15614-1-2017Akademi NDTNo ratings yet
- Kaynak Avrupa StandartlarıDocument8 pagesKaynak Avrupa StandartlarıMustafa önenNo ratings yet
- Türk Standardi: TS EN 1090-1+A1Document41 pagesTürk Standardi: TS EN 1090-1+A1Akin ErsozNo ratings yet
- TS en 10298Document26 pagesTS en 10298kayadumutNo ratings yet
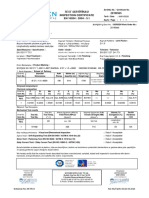
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument1 pageInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiİCON KAYNAK ENDÜSTRİSİNo ratings yet
- Namlularda Atiş Ömrünü Etki̇leyen Sert Krom Ve Oksi̇dasyon Kaplama Parametreleri̇ni̇n KarşilaştirilmasiDocument110 pagesNamlularda Atiş Ömrünü Etki̇leyen Sert Krom Ve Oksi̇dasyon Kaplama Parametreleri̇ni̇n KarşilaştirilmasiSerhat TüysüzNo ratings yet
- TS en Iso 15611Document9 pagesTS en Iso 15611Neslihan BuyurmanNo ratings yet
- TS en Iso 15610Document8 pagesTS en Iso 15610Neslihan BuyurmanNo ratings yet
- TS en Iso 15614 1Document31 pagesTS en Iso 15614 1başarNo ratings yet
- TS en 1759 1Document80 pagesTS en 1759 1Emrah AkcayNo ratings yet
- TS en 1555 - 2Document20 pagesTS en 1555 - 2Emrah AkcayNo ratings yet
- Tse Iso-Ts 11602-2 Yangindan Korunma - Taşinabi̇li̇r Ve Tekerlekli̇ Yangin Söndürücüler - Bölüm 2. Muayene Ve BakimDocument26 pagesTse Iso-Ts 11602-2 Yangindan Korunma - Taşinabi̇li̇r Ve Tekerlekli̇ Yangin Söndürücüler - Bölüm 2. Muayene Ve BakimEmrah AkcayNo ratings yet
- TS en Iso 15614 2 PDFDocument32 pagesTS en Iso 15614 2 PDFmpptanksNo ratings yet
- TS en Iso 21029 - 2Document27 pagesTS en Iso 21029 - 2Emrah AkcayNo ratings yet
- Türk Standardi: TS EN 12416-1+A2Document37 pagesTürk Standardi: TS EN 12416-1+A2Emrah AkcayNo ratings yet
- TS en Iso 21009 - 2Document26 pagesTS en Iso 21009 - 2Emrah AkcayNo ratings yet
- TS en Iso 20421 - 2Document28 pagesTS en Iso 20421 - 2Emrah AkcayNo ratings yet
- TS en 13445 5Document68 pagesTS en 13445 5Emrah AkcayNo ratings yet
- TS 9811Document4 pagesTS 9811Emrah AkcayNo ratings yet
- TS 2025Document29 pagesTS 2025Emrah AkcayNo ratings yet
- TS 1446Document31 pagesTS 1446Emrah AkcayNo ratings yet
- TS en 12158 - 1 - A1 PDFDocument58 pagesTS en 12158 - 1 - A1 PDFEmrah Akcay100% (1)
- Af 8684 S B KKDocument37 pagesAf 8684 S B KKEmrah AkcayNo ratings yet
- 028c3471984bd9e EkDocument5 pages028c3471984bd9e EkRoza MaikeyevaNo ratings yet
- TS en 12158 - 1 - A1 PDFDocument58 pagesTS en 12158 - 1 - A1 PDFEmrah Akcay100% (1)