You might also like
- MOS Integrated Circuit DesignFrom EverandMOS Integrated Circuit DesignE. WolfendaleNo ratings yet
- RF CMOS Background: July 2011Document17 pagesRF CMOS Background: July 2011Srijeet TripathyNo ratings yet
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- 1.VLSI IntroductionDocument41 pages1.VLSI Introductionductaingo0123No ratings yet
- Transistors: BJTs, MOSFETs and Their ApplicationsDocument7 pagesTransistors: BJTs, MOSFETs and Their ApplicationsQin LingNo ratings yet
- Layout Lec 01 Fab v01Document53 pagesLayout Lec 01 Fab v01Ahmed MetwalyNo ratings yet
- Transistors, Fabrication, LayoutDocument45 pagesTransistors, Fabrication, LayoutKasim AbdallaNo ratings yet
- IC ManufacturingDocument54 pagesIC ManufacturingRajesh ShahNo ratings yet
- With Help From David Szmyd, Silicon LabsDocument38 pagesWith Help From David Szmyd, Silicon LabsYidnekachwe MekuriaNo ratings yet
- Lecture 2 - CMOS and FabDocument49 pagesLecture 2 - CMOS and FabSai SadiqNo ratings yet
- An Introduction To Integrated An Introduction To Integrated Circuits and CMOS TechnologyDocument34 pagesAn Introduction To Integrated An Introduction To Integrated Circuits and CMOS Technologymm16467No ratings yet
- Introduction To VLSI: by Bhushan PatilDocument47 pagesIntroduction To VLSI: by Bhushan PatilInderJeet GehlotNo ratings yet
- Concepts in VLSI DesignDocument59 pagesConcepts in VLSI DesignA.K.M.TOUHIDUR RAHMANNo ratings yet
- MOS Tran TheoryDocument42 pagesMOS Tran TheorySenthil Kumar AthappanNo ratings yet
- VLSI Lec 01Document66 pagesVLSI Lec 01Maheen GulNo ratings yet
- Dančak2018 Chapter TheFinFETATutorialDocument33 pagesDančak2018 Chapter TheFinFETATutorialAhmed KamalNo ratings yet
- VLSI Design I - MOSFET ModelDocument24 pagesVLSI Design I - MOSFET ModelAlfredRaskolnikovNo ratings yet
- Mosfet PDFDocument16 pagesMosfet PDFTejinder SinghNo ratings yet
- SourceDocument2 pagesSourcejanu27687No ratings yet
- Lec 7,8 Modern CMOS TechnologyDocument43 pagesLec 7,8 Modern CMOS TechnologyVikram MeenaNo ratings yet
- Transistor Types and OperationDocument46 pagesTransistor Types and Operationsharmila.mNo ratings yet
- Chapter 2 Modern CMOS Technology - IDocument20 pagesChapter 2 Modern CMOS Technology - Ifadwa badiNo ratings yet
- Etal Xide Emiconductor Ield Ffect Ransistor - (: M O S F E T Mosfet)Document19 pagesEtal Xide Emiconductor Ield Ffect Ransistor - (: M O S F E T Mosfet)ghffyrhNo ratings yet
- Unit 2 - CMOS Logic, Fabrication and LayoutDocument34 pagesUnit 2 - CMOS Logic, Fabrication and LayoutphillipNo ratings yet
- Introduction To Cmos Circuits: Unit IiDocument48 pagesIntroduction To Cmos Circuits: Unit Iiarun14089No ratings yet
- Capacitance of Forward Biased DiodeDocument46 pagesCapacitance of Forward Biased DiodeSushma S MurthyNo ratings yet
- Digital Integrated Circuits Cont'dDocument30 pagesDigital Integrated Circuits Cont'dottoporNo ratings yet
- Research Article: Design Tradeoff of Hot Carrier Immunity and Robustness in LDMOS With Grounded Gate ShieldDocument9 pagesResearch Article: Design Tradeoff of Hot Carrier Immunity and Robustness in LDMOS With Grounded Gate ShieldUmer WaqasNo ratings yet
- Sahar Awais Physics Assignment No 2Document5 pagesSahar Awais Physics Assignment No 2SAHAR AWAISNo ratings yet
- Chip FabricationDocument34 pagesChip Fabricationrajatbarik_kiitNo ratings yet
- Diode Process Fabrication - Oswaldo IsaiDocument3 pagesDiode Process Fabrication - Oswaldo IsaiOswaldo GuerreroNo ratings yet
- Chapter 4 Metal Oxide Semiconductor FET (MOSFET)Document47 pagesChapter 4 Metal Oxide Semiconductor FET (MOSFET)redhataNo ratings yet
- CMOS Fabrication Process: 40 Steps to Build TransistorsDocument27 pagesCMOS Fabrication Process: 40 Steps to Build TransistorsspvenuNo ratings yet
- Chapter 2 Modern CMO PDFDocument20 pagesChapter 2 Modern CMO PDFheNo ratings yet
- Cmos Fabrication: N - Well ProcessDocument42 pagesCmos Fabrication: N - Well ProcessArun GopinathNo ratings yet
- CMOS Design & Verification - 2 - 1706634700206Document63 pagesCMOS Design & Verification - 2 - 1706634700206Parth InamdarNo ratings yet
- Lecture-13: Metal Oxide Semiconductor FET (MOSFET)Document8 pagesLecture-13: Metal Oxide Semiconductor FET (MOSFET)AKSHATHAVENKATESHNo ratings yet
- Lecture 9Document32 pagesLecture 9Shravanti Das TithiNo ratings yet
- 1001 TransistorsDocument31 pages1001 TransistorsEbin eNo ratings yet
- Lecture2 - Si CMOS BasicsDocument36 pagesLecture2 - Si CMOS Basicseshwar_worldNo ratings yet
- REN An7244 APN 19980812Document5 pagesREN An7244 APN 19980812Jeff PalaganasNo ratings yet
- 5 CMOS P-Well & N-Well ProcessDocument15 pages5 CMOS P-Well & N-Well ProcessRajesh PylaNo ratings yet
- Stick-Diagrams (2) VLSIDocument133 pagesStick-Diagrams (2) VLSImayankfirstNo ratings yet
- Code: DE06 Subject: Basic Electronics: V I I VDocument1 pageCode: DE06 Subject: Basic Electronics: V I I Vsanshinde10No ratings yet
- Cmos Fabrication: N - Well ProcessDocument42 pagesCmos Fabrication: N - Well ProcessAnil Kumar KadiyalaNo ratings yet
- Mosfet PDFDocument5 pagesMosfet PDFChandru BadachiNo ratings yet
- Making TransistorsDocument23 pagesMaking TransistorsRANGAM NAGARAJUNo ratings yet
- Field Effect TransistorDocument19 pagesField Effect TransistorDreian Calaoagan PalalayNo ratings yet
- Detailed Notes: IC Fabrication ProcessDocument81 pagesDetailed Notes: IC Fabrication ProcessimmadiuttejNo ratings yet
- Lecture - 3 (ECE 4201)Document35 pagesLecture - 3 (ECE 4201)imposter 29No ratings yet
- MosfetDocument22 pagesMosfetNilakash100% (1)
- Chapter 3XDocument38 pagesChapter 3XdsaNo ratings yet
- VLSI Lecture5 ManufacturingDocument45 pagesVLSI Lecture5 Manufacturingdangerous319No ratings yet
- Microsoft Powerpoint - Vlsi Design AspectDocument89 pagesMicrosoft Powerpoint - Vlsi Design AspectAKASHDIP DUTTANo ratings yet
- Nmos FabricationDocument45 pagesNmos FabricationDr-GopalNo ratings yet
- Schottky Barrier DiodeDocument3 pagesSchottky Barrier Diodebchaitanya_551522No ratings yet
- Class 24 - MOSFET CharacteriticsDocument12 pagesClass 24 - MOSFET CharacteriticsBRINDHA RNo ratings yet
- Introduction to VLSI Fabrication ProcessDocument50 pagesIntroduction to VLSI Fabrication ProcessdanielaNo ratings yet
- 18ec61 Text Book 2Document25 pages18ec61 Text Book 2Pritam SarkarNo ratings yet
- Lecture 1: Overview & Introduction of MOS Transistors Digital Systems, EE-208Document25 pagesLecture 1: Overview & Introduction of MOS Transistors Digital Systems, EE-208Kartikeya SinghNo ratings yet
- Cmos Vlsi Design 198Document1 pageCmos Vlsi Design 198Carlos SaavedraNo ratings yet
- Cmos Vlsi Design 207Document1 pageCmos Vlsi Design 207Carlos SaavedraNo ratings yet
- CMOS VLSI Design 191Document1 pageCMOS VLSI Design 191Carlos SaavedraNo ratings yet
- Cmos Vlsi Design 203Document1 pageCmos Vlsi Design 203Carlos SaavedraNo ratings yet
- Cmos Vlsi Design 208Document1 pageCmos Vlsi Design 208Carlos SaavedraNo ratings yet
- Cmos Vlsi Design 184Document1 pageCmos Vlsi Design 184Carlos SaavedraNo ratings yet
- Cmos Vlsi Design 186Document1 pageCmos Vlsi Design 186Carlos SaavedraNo ratings yet
- Logical Effort of Paths: A and C Begin To Rise (Figure 4.28 (C) ) - at First, Both Nodes See ApproximatelyDocument1 pageLogical Effort of Paths: A and C Begin To Rise (Figure 4.28 (C) ) - at First, Both Nodes See ApproximatelyCarlos SaavedraNo ratings yet
- Layer Density Rules: Chapter 3 CMOS Processing TechnologyDocument1 pageLayer Density Rules: Chapter 3 CMOS Processing TechnologyCarlos SaavedraNo ratings yet
- Manufacturing Issues: Antenna RulesDocument1 pageManufacturing Issues: Antenna RulesCarlos SaavedraNo ratings yet
- Circuit Extraction: CONNECT Layer1 Layer2Document1 pageCircuit Extraction: CONNECT Layer1 Layer2Carlos SaavedraNo ratings yet
- Cmos Vlsi Design 162Document1 pageCmos Vlsi Design 162Carlos SaavedraNo ratings yet
- CMOS VLSI Design 192Document1 pageCMOS VLSI Design 192Carlos SaavedraNo ratings yet
- 4.4.6.4 Voltage Dependence: Chapter 4 DelayDocument1 page4.4.6.4 Voltage Dependence: Chapter 4 DelayCarlos SaavedraNo ratings yet
- 3.4 CMOS Process Enhancements: 3.4.3.3 InductorsDocument1 page3.4 CMOS Process Enhancements: 3.4.3.3 InductorsCarlos SaavedraNo ratings yet
- 3.4.3.7 Non-Volatile Memory: P+ Diode N+ Well Contact Collector Base EmitterDocument1 page3.4.3.7 Non-Volatile Memory: P+ Diode N+ Well Contact Collector Base EmitterCarlos SaavedraNo ratings yet
- Pitfalls and Fallacies: Targeting A Bleeding-Edge ProcessDocument1 pagePitfalls and Fallacies: Targeting A Bleeding-Edge ProcessCarlos SaavedraNo ratings yet
- CMOS Processing Technology ChapterDocument1 pageCMOS Processing Technology ChapterCarlos SaavedraNo ratings yet
- (A) Diffusion Barrier Etch Stop (B) Via Dielectric (C) Line Dielectric (D) Anti-Reflective LayerDocument1 page(A) Diffusion Barrier Etch Stop (B) Via Dielectric (C) Line Dielectric (D) Anti-Reflective LayerCarlos SaavedraNo ratings yet
- Cmos Vlsi Design 149Document1 pageCmos Vlsi Design 149Carlos SaavedraNo ratings yet
- Chapter 3 CMOS Processing Technology: 3.4.3.4 Transmission LinesDocument1 pageChapter 3 CMOS Processing Technology: 3.4.3.4 Transmission LinesCarlos SaavedraNo ratings yet
- 3.4.1.4 Higher Mobility: High-K Gate Stack TEM (© IEEE 2007.)Document1 page3.4.1.4 Higher Mobility: High-K Gate Stack TEM (© IEEE 2007.)Carlos SaavedraNo ratings yet
- 3.4.1.2 Silicon On Insulator: Chapter 3 CMOS Processing TechnologyDocument1 page3.4.1.2 Silicon On Insulator: Chapter 3 CMOS Processing TechnologyCarlos SaavedraNo ratings yet
- MOSIS Scalable CMOS Design RulesDocument1 pageMOSIS Scalable CMOS Design RulesCarlos SaavedraNo ratings yet
- CMOS Processing Technology Design RulesDocument1 pageCMOS Processing Technology Design RulesCarlos SaavedraNo ratings yet
- CMOS Process Enhancements: Layer Rule Description 65 NM Rule (M) TABLE 3.1Document1 pageCMOS Process Enhancements: Layer Rule Description 65 NM Rule (M) TABLE 3.1Carlos SaavedraNo ratings yet
- 3.4.1.5 Plastic Transistors: InterconnectDocument1 page3.4.1.5 Plastic Transistors: InterconnectCarlos SaavedraNo ratings yet
- Mask Summary: The Only Mask Involved With Contacts To Active or PolyDocument1 pageMask Summary: The Only Mask Involved With Contacts To Active or PolyCarlos SaavedraNo ratings yet
- CMOS Processing Technology Chapter Details SRAM Cell Size ReductionDocument1 pageCMOS Processing Technology Chapter Details SRAM Cell Size ReductionCarlos SaavedraNo ratings yet
- Layout Design Rules for Integrated CircuitsDocument1 pageLayout Design Rules for Integrated CircuitsCarlos SaavedraNo ratings yet
- Nelson NS40 SD Gun FlyerDocument2 pagesNelson NS40 SD Gun FlyerFher GVNo ratings yet
- Particle Packing in Concrete 30-04-20Document49 pagesParticle Packing in Concrete 30-04-20b ramachandraNo ratings yet
- Algebra To Plane Geometry Exam - Review EEDocument6 pagesAlgebra To Plane Geometry Exam - Review EESheena BejasaNo ratings yet
- Ultra Low Freezer (Tower) ManualDocument53 pagesUltra Low Freezer (Tower) Manualadnan_hashmi786100% (1)
- Manual Instructions For Use AT 900 EnglishDocument20 pagesManual Instructions For Use AT 900 EnglishOmar Sanchez Valero100% (1)
- Sub Module 3.9 Capacitance FinalDocument26 pagesSub Module 3.9 Capacitance FinalInterogator5No ratings yet
- Lampiran A API UGDocument20 pagesLampiran A API UGazizicsNo ratings yet
- Modeling of Thermal Contacts With Heat Generation: Application To Electrothermal ProblemsDocument20 pagesModeling of Thermal Contacts With Heat Generation: Application To Electrothermal ProblemsThouraya HbsNo ratings yet
- F 835M - 03 - Rjgznu0Document6 pagesF 835M - 03 - Rjgznu0krutikNo ratings yet
- Experimental Thermal and Fluid Science: Szu Hsien Liu, Rong Fung Huang, Chuang An LinDocument11 pagesExperimental Thermal and Fluid Science: Szu Hsien Liu, Rong Fung Huang, Chuang An LinAli HusseiniNo ratings yet
- Zeos Ad ManualDocument2 pagesZeos Ad ManualredecontraincendioNo ratings yet
- TOKYO-WIKA JOINT OPERATIONDocument1 pageTOKYO-WIKA JOINT OPERATIONBangkit SamosirNo ratings yet
- Fundamentals of Fire Fighter Skills, Third Edition Chapter 6: Fire Behavior Chief ConceptsDocument2 pagesFundamentals of Fire Fighter Skills, Third Edition Chapter 6: Fire Behavior Chief ConceptsMuhammad Alshikh100% (1)
- G10 Science ReviewerDocument6 pagesG10 Science ReviewereupphyyyyNo ratings yet
- DKK1413 - Chapter 04-1Document37 pagesDKK1413 - Chapter 04-1Salini ShaNo ratings yet
- SMI+100+am14 HTTPWWW - Endeavourenergy.com - auwpswcmconnectSMI+100+am14.pdfMOD AJPERESDocument30 pagesSMI+100+am14 HTTPWWW - Endeavourenergy.com - auwpswcmconnectSMI+100+am14.pdfMOD AJPERESnanda julianaNo ratings yet
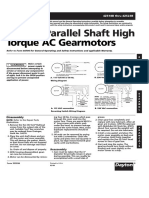
- Dayton Parallel Shaft High: Torque AC GearmotorsDocument12 pagesDayton Parallel Shaft High: Torque AC GearmotorsFelipe Ivan Escudero VidalNo ratings yet
- Analog Electronics DPP-6 (24-25)Document44 pagesAnalog Electronics DPP-6 (24-25)A ZNo ratings yet
- Today:: + Cos + Sin ,:, Arg Arg + Arg +Document20 pagesToday:: + Cos + Sin ,:, Arg Arg + Arg +IbrahimNo ratings yet
- Quantum Gravity and Taoist Cosmology ExpDocument61 pagesQuantum Gravity and Taoist Cosmology Expjulio julioNo ratings yet
- Notes Chapter 18-1Document65 pagesNotes Chapter 18-1Biruk BtNo ratings yet
- Dynamic Design For AnchorsDocument6 pagesDynamic Design For AnchorsFlorin BodogaNo ratings yet
- General Wave Properties 3 QPDocument8 pagesGeneral Wave Properties 3 QPAli SiddiqNo ratings yet
- SEL-TBD-I-DS-017 - R0 - Data Sheet For MSAI Shutdown Valve - SignDocument4 pagesSEL-TBD-I-DS-017 - R0 - Data Sheet For MSAI Shutdown Valve - SignhadiNo ratings yet
- CR 35-X - Service Manual For DownloadDocument565 pagesCR 35-X - Service Manual For DownloadMohsenNo ratings yet
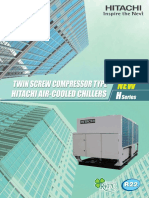
- Hitachi Air Cooled Screw Chiller Catalog PDFDocument12 pagesHitachi Air Cooled Screw Chiller Catalog PDFmoceNo ratings yet
- CE101-1 - 6. LevelingDocument10 pagesCE101-1 - 6. LevelingLillianne StephanieNo ratings yet
- Intro Electric Machines and DrivesDocument4 pagesIntro Electric Machines and DrivesArmando MaloneNo ratings yet
- HMP7 Relative Humidity and Temperature Probe: For High HumiditiesDocument3 pagesHMP7 Relative Humidity and Temperature Probe: For High HumiditiesRODRIGONo ratings yet
- 7A Phase TransformationsDocument15 pages7A Phase TransformationsAhmed AliNo ratings yet