You might also like
- The Theory of Recycle Processes in Chemical Engineering: International Series of Monographs on Chemical Engineering, Vol. 3From EverandThe Theory of Recycle Processes in Chemical Engineering: International Series of Monographs on Chemical Engineering, Vol. 3No ratings yet
- Biogas Plants MonitoringDocument12 pagesBiogas Plants MonitoringDeepak Dev BurmanNo ratings yet
- .Chapter 3Document21 pages.Chapter 3Santhosh VelanNo ratings yet
- 2009ACTI Gasification enDocument29 pages2009ACTI Gasification enchusnuhNo ratings yet
- Waste To EnergyDocument5 pagesWaste To EnergyHabib RochaniNo ratings yet
- Solid Waste ManagementDocument2 pagesSolid Waste ManagementYe PhoneNo ratings yet
- An Introduction To Biochar With An Emphasis On Its PropertiesDocument40 pagesAn Introduction To Biochar With An Emphasis On Its Propertiesjan_soNo ratings yet
- EB103 Repan08 AMS-III.HDocument40 pagesEB103 Repan08 AMS-III.HAzzahra AshafahaniNo ratings yet
- 2011 Cat Biomass GBDocument8 pages2011 Cat Biomass GBt_i_f_anoNo ratings yet
- 4 PDFDocument4 pages4 PDFRasoulNo ratings yet
- Biogas Power Project: Geon EngineersDocument53 pagesBiogas Power Project: Geon EngineersCalcRodVerNo ratings yet
- Fluid Bed Pages From E101-3126 BW Product Catalog - Rev 2018Document2 pagesFluid Bed Pages From E101-3126 BW Product Catalog - Rev 2018Subrat Kumar BholeNo ratings yet
- Nexterra's Gasification Technology Technology Nexterra - The Next Generation of Industrial Gasification SystemsDocument1 pageNexterra's Gasification Technology Technology Nexterra - The Next Generation of Industrial Gasification Systems7kkqg42m6cNo ratings yet
- 'Biomass Conversion TechnologiesDocument7 pages'Biomass Conversion TechnologiesIrfan ShaikNo ratings yet
- Biogas Upgrading Haffmans Case-Study Schaap-Tirns enDocument2 pagesBiogas Upgrading Haffmans Case-Study Schaap-Tirns enVinicius NoronhaNo ratings yet
- No 66Document4 pagesNo 66Raisa BacanovNo ratings yet
- Waste Energy CanadaDocument3 pagesWaste Energy CanadaJorge Alejandro DelaVega Lozano100% (2)
- Biomass Gasification Based Combined Heat and Power Plant at Güssing, AustriaDocument6 pagesBiomass Gasification Based Combined Heat and Power Plant at Güssing, AustriaMuruganandam MadhaiyanNo ratings yet
- JEA Ash Handling Systems Topical Report Rev 1Document22 pagesJEA Ash Handling Systems Topical Report Rev 1Sarfaraz KhanNo ratings yet
- Steam Co-Gasification of Rice Husk and Sewage Sludge in A Fluidized Bed GasifierDocument6 pagesSteam Co-Gasification of Rice Husk and Sewage Sludge in A Fluidized Bed GasifierInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- BioSNG-Process SimulationDocument9 pagesBioSNG-Process SimulationJoao MinhoNo ratings yet
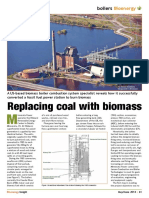
- Article From Coal To Biomass at MN PowerDocument3 pagesArticle From Coal To Biomass at MN PowerCory LukerNo ratings yet
- 4 Biomass Energy Technologies: 4.1 Biomass and Its PotentialDocument4 pages4 Biomass Energy Technologies: 4.1 Biomass and Its PotentialErna SeptyaningrumNo ratings yet
- Lurgi MegamethanolDocument8 pagesLurgi MegamethanolAngeloNo ratings yet
- Valmet - S Waste To Energy SolutionsDocument14 pagesValmet - S Waste To Energy SolutionsNardo LlanosNo ratings yet
- 2739, Upthane BrochureDocument2 pages2739, Upthane BrochureAqeel SaleemNo ratings yet
- Biological Treatment of Organic Waste: We Make The World A Cleaner PlaceDocument8 pagesBiological Treatment of Organic Waste: We Make The World A Cleaner PlaceTC Capulcu Mustafa MNo ratings yet
- Comparative Process Study of Biomass Gas PDFDocument6 pagesComparative Process Study of Biomass Gas PDFhmpackingNo ratings yet
- Wastewater Treatment Plants: El Trebal - MapochoDocument4 pagesWastewater Treatment Plants: El Trebal - MapochoAfoufou FatehNo ratings yet
- Biomass Combustion System - COENDocument3 pagesBiomass Combustion System - COENonooruddin100% (1)
- Factsheet - Thermochemical Gasification of BiomassDocument8 pagesFactsheet - Thermochemical Gasification of BiomassFlorin LunguNo ratings yet
- Simetal Meros Plant enDocument8 pagesSimetal Meros Plant enLuigi OlivaNo ratings yet
- Recovering Value From WasteDocument4 pagesRecovering Value From WasteJuan Gómez PérezNo ratings yet
- New Technology Continuous Feed Pyrolytic Sludge Remediation SystemDocument9 pagesNew Technology Continuous Feed Pyrolytic Sludge Remediation SystemsolidsverigeNo ratings yet
- VtervrdvDocument3 pagesVtervrdvAdhit Mart DithaNo ratings yet
- Recycle of Rice Husk Into Agro-Infrastructure For Decreasing Carbon Dioxide PDFDocument5 pagesRecycle of Rice Husk Into Agro-Infrastructure For Decreasing Carbon Dioxide PDFPranavi YeruvaNo ratings yet
- IGCC For Power Generation: by Dr. D.N. Reddy, Director Er. K. Basu, Adviser Dr. V.K. Sethi, Research AdviserDocument25 pagesIGCC For Power Generation: by Dr. D.N. Reddy, Director Er. K. Basu, Adviser Dr. V.K. Sethi, Research AdviserRajiv SanthanamNo ratings yet
- Large Steam GeneratorDocument12 pagesLarge Steam GeneratorChe AguilarNo ratings yet
- 1st Monitoring Report Codana 110628Document25 pages1st Monitoring Report Codana 110628Sergi CuadratNo ratings yet
- Digester Gas Engine GeneratorDocument2 pagesDigester Gas Engine GeneratorSingAnnNo ratings yet
- Spentwash-Based Co-Generation Technology: Boiler & Heater GroupDocument6 pagesSpentwash-Based Co-Generation Technology: Boiler & Heater GroupPrashanth VaranasiNo ratings yet
- BiomassDocument30 pagesBiomassJhonloyd Rosete LittauaNo ratings yet
- Application of CFB (Circulating Fluidized Bed)Document6 pagesApplication of CFB (Circulating Fluidized Bed)jomolt41559No ratings yet
- Good1 - 25.08.2021 - Slot 1 - Dr. Deepak SharmaDocument34 pagesGood1 - 25.08.2021 - Slot 1 - Dr. Deepak SharmaDewin NeryNo ratings yet
- Slides b3Document32 pagesSlides b3Jack nguyenNo ratings yet
- Flares For Biogas & Landfill GasDocument3 pagesFlares For Biogas & Landfill GasSachin KumarNo ratings yet
- Integrated w2r TrainingDocument28 pagesIntegrated w2r Trainingworkpractice283No ratings yet
- Biogas Production From Agricultural Residues - A Review - Bentham ScienceDocument2 pagesBiogas Production From Agricultural Residues - A Review - Bentham ScienceMaryam TaherdanakNo ratings yet
- Distillery Operations & Environmental ManagementDocument28 pagesDistillery Operations & Environmental ManagementTU_MTECH_ENV11100% (1)
- Small Biogas Flare Manufacturers - CRADocument3 pagesSmall Biogas Flare Manufacturers - CRASachin KumarNo ratings yet
- Cogen LiteratureDocument6 pagesCogen LiteratureDennis RamsumairNo ratings yet
- A Review On Energy From Biomass: (Non Conventional Energy Sources)Document19 pagesA Review On Energy From Biomass: (Non Conventional Energy Sources)Sathiya NathanNo ratings yet
- A Review On Energy From Biomass: (Non Conventional Energy Sources)Document19 pagesA Review On Energy From Biomass: (Non Conventional Energy Sources)Juzer ShabbirNo ratings yet
- Bottling Biogas Into Cylinders As An Alternative Sustainable Energy Source To Mitigate Climate ChangeDocument5 pagesBottling Biogas Into Cylinders As An Alternative Sustainable Energy Source To Mitigate Climate Changeshravan nyalamNo ratings yet
- Technical & Economic Features of Setting Up A Biogas Digester For Stable Waste of Racecourse, Delhi-A Case StudyDocument11 pagesTechnical & Economic Features of Setting Up A Biogas Digester For Stable Waste of Racecourse, Delhi-A Case StudySanju SankeetNo ratings yet
- Biomassenergy Power PlantDocument24 pagesBiomassenergy Power PlantIrfan ShaikNo ratings yet
- GasificationDocument15 pagesGasificationSuper SiangohanNo ratings yet
- Final OWOL Cook StoveDocument1 pageFinal OWOL Cook StoveDebabrata SinghNo ratings yet
- Guiding The Crude To chemicaGBPs compGBPex Towards A Net Zero FutureDocument2 pagesGuiding The Crude To chemicaGBPs compGBPex Towards A Net Zero FutureKemkengNo ratings yet
- Dipayan WasteGen 220424Document6 pagesDipayan WasteGen 220424deepener52No ratings yet
- Processing and Milling of Parboiled RiceDocument14 pagesProcessing and Milling of Parboiled RicejorgebwongNo ratings yet
- Policy Brief A Smooth Ride To Renewable Energy REN21 UITPDocument14 pagesPolicy Brief A Smooth Ride To Renewable Energy REN21 UITPjorgebwongNo ratings yet
- US DOE Nuclear H2 R&D PlanDocument47 pagesUS DOE Nuclear H2 R&D PlanjorgebwongNo ratings yet
- The US Department of Energy's Microgrid InitiativeDocument11 pagesThe US Department of Energy's Microgrid InitiativejorgebwongNo ratings yet
- N182en Kawasaki H2 SuplyDocument60 pagesN182en Kawasaki H2 SuplyjorgebwongNo ratings yet
- Critical Minerals: Current PerspectivesDocument12 pagesCritical Minerals: Current PerspectivesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Gum CMC MsdsDocument6 pagesGum CMC MsdsJesus Chucho BruzualNo ratings yet
- Gorgon Emp Offshore Feed Gas Pipeline Installation Management PlanDocument364 pagesGorgon Emp Offshore Feed Gas Pipeline Installation Management Planafasf100% (1)
- Shell Rimula R2 10W MSDS EnglishDocument14 pagesShell Rimula R2 10W MSDS EnglishRaden ArdyNo ratings yet
- Invoice 479707172605162451Document1 pageInvoice 479707172605162451michael anthonyNo ratings yet
- Literature Review by Mayuri VarkeyDocument7 pagesLiterature Review by Mayuri VarkeyMayuri VarkeyNo ratings yet
- IntroductionDocument8 pagesIntroductionDaisy AgatonNo ratings yet
- S4 EugeniaBriones Philippines-CompressedDocument25 pagesS4 EugeniaBriones Philippines-CompressedG.M. CasaltaNo ratings yet
- Region: Iv-A Calabarzon Province: Laguna Municipality: Paete Barangay: Ibaba Del SurDocument13 pagesRegion: Iv-A Calabarzon Province: Laguna Municipality: Paete Barangay: Ibaba Del Surbash bashNo ratings yet
- DAAL-XIII Medellin ColombiaDocument12 pagesDAAL-XIII Medellin ColombiaOscar FranchiNo ratings yet
- Belgium's 7th National Communication and 3rd Biennial Report On Climate Change (2017)Document179 pagesBelgium's 7th National Communication and 3rd Biennial Report On Climate Change (2017)Climate Change BelgiumNo ratings yet
- AFC Project DescriptionDocument14 pagesAFC Project DescriptionbonnmengulloNo ratings yet
- Toward A New Conception of The Environment-Competitiveness RelationshipDocument23 pagesToward A New Conception of The Environment-Competitiveness Relationshipanon_324551821No ratings yet
- REVIEWER For MTF INTERVIEW and WRITTEN EXAMDocument5 pagesREVIEWER For MTF INTERVIEW and WRITTEN EXAMMARJORIE BIBONNo ratings yet
- IDT - 8 v1 Waste ManagementDocument13 pagesIDT - 8 v1 Waste ManagementOzzyNo ratings yet
- Yummy Jelly Business PlanDocument19 pagesYummy Jelly Business PlanGlesie Zarate100% (3)
- DANC & NCLS Partner On Book RecyclingDocument1 pageDANC & NCLS Partner On Book RecyclingNewzjunkyNo ratings yet
- Construction SitesDocument2 pagesConstruction Sitesblackroses100% (1)
- PT Pindo Deli - Water Conservation in Paper Mills To ReduceDocument2 pagesPT Pindo Deli - Water Conservation in Paper Mills To ReduceAndy PratamaNo ratings yet
- III. 1 Vision, Mission, Vision Reality Gap AnalysisDocument9 pagesIII. 1 Vision, Mission, Vision Reality Gap Analysisstella mariz100% (2)
- Second Quarter Examination in Mapeh 6: ST ND RD THDocument5 pagesSecond Quarter Examination in Mapeh 6: ST ND RD THMrSannielPH ChannelNo ratings yet
- SWM IecDocument2 pagesSWM IecBARANGAY BANGGOT BANGGOTNo ratings yet
- Construction-Environmental-Management-Plan - CEMP - Maintenance of ALSOBAHAH - HADAH ROADDocument19 pagesConstruction-Environmental-Management-Plan - CEMP - Maintenance of ALSOBAHAH - HADAH ROADFadhl SareeNo ratings yet
- Brand Audit Report 2021Document44 pagesBrand Audit Report 2021Aristegui NoticiasNo ratings yet
- DAO 26-92 Pollution Control OfficerDocument7 pagesDAO 26-92 Pollution Control OfficerJerekin Pulanco Dela CruzNo ratings yet
- Thesis Title: Bike Tire Paver Blocks Processing MachineDocument7 pagesThesis Title: Bike Tire Paver Blocks Processing MachineEijay ReyesNo ratings yet
- Science: Learner's Activity Sheet Assessment ChecklistDocument9 pagesScience: Learner's Activity Sheet Assessment ChecklistracmaNo ratings yet
- Sip Group 4 Chapter 1Document6 pagesSip Group 4 Chapter 1markism RNNo ratings yet
- The Concepts of Community and Environmental HealthDocument28 pagesThe Concepts of Community and Environmental HealthJerick SubadNo ratings yet
- An Insiders Guide On How To Evaluate Bathroom Pods 2017Document10 pagesAn Insiders Guide On How To Evaluate Bathroom Pods 2017Ihab RamlawiNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Basic Digital Signal Processing: Butterworths Basic SeriesFrom EverandBasic Digital Signal Processing: Butterworths Basic SeriesRating: 5 out of 5 stars5/5 (1)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyFrom EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Piping Design for Industrial Facilities: Understanding Codes and StandardsFrom EverandPiping Design for Industrial Facilities: Understanding Codes and StandardsRating: 4 out of 5 stars4/5 (1)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsFrom EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsRating: 4 out of 5 stars4/5 (9)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)