You might also like
- CAPA FormDocument1 pageCAPA Formprabhat suma100% (1)
- 8D Problem Solving Worksheet - Long FormDocument7 pages8D Problem Solving Worksheet - Long FormdanielonnarNo ratings yet
- Bearing Failure Analysis by Using 8 D ReportDocument7 pagesBearing Failure Analysis by Using 8 D Reportyash prajapatiNo ratings yet
- Inspection of The Mast and SubstructureDocument18 pagesInspection of The Mast and Substructurecmrig74No ratings yet
- Surface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODDocument7 pagesSurface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODBALACHANDAR SNo ratings yet
- Plugged Line & Equipment - More Than A Nuisance: Messages For Manufacturing PersonnelDocument1 pagePlugged Line & Equipment - More Than A Nuisance: Messages For Manufacturing Personnelpandu_chemengNo ratings yet
- Certified Material Test ReportDocument2 pagesCertified Material Test ReportNabilah HusnaNo ratings yet
- SPARKDocument49 pagesSPARKBibhudutta MishraNo ratings yet
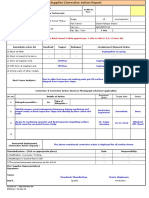
- Customer Complaint Analysis - 8D Report: Header To: CC: From: Date: SubjectDocument3 pagesCustomer Complaint Analysis - 8D Report: Header To: CC: From: Date: SubjectEbitra Hasiholan50% (2)
- BC 1Document4 pagesBC 1Linh nguyễnNo ratings yet
- Warehousing Lesson 6Document16 pagesWarehousing Lesson 6Juan RectoNo ratings yet
- 7 QC Tools - TrainingDocument27 pages7 QC Tools - TrainingRadhika GuptaNo ratings yet
- 4488 Bowl DentDocument4 pages4488 Bowl DentRohit QualityNo ratings yet
- Esign Test Report For Road Tanker 6 Bukidnon Plantation Service Cooperative WO19 1Document1 pageEsign Test Report For Road Tanker 6 Bukidnon Plantation Service Cooperative WO19 1marielledagohoywindam7No ratings yet
- Lab ReportDocument5 pagesLab Reporthaziqazrii9No ratings yet
- Airport Authority, VaranashiDocument10 pagesAirport Authority, VaranashiAbhinav SinghNo ratings yet
- Priming ChecklistDocument2 pagesPriming ChecklistIvan RismantoNo ratings yet
- Pile Integrity TestDocument7 pagesPile Integrity TestRolly Marc G. SoteloNo ratings yet
- Bracket Panel Insert Missing 8dDocument14 pagesBracket Panel Insert Missing 8dabinayaNo ratings yet
- How To Analyze Gear FailuresDocument6 pagesHow To Analyze Gear FailuresHossein100% (1)
- Kaizen Report (One Page Improvement/Problem Solving Report) : Abhishek MD Rizwan, Tapas, Arup, Ranjaya, ImranDocument2 pagesKaizen Report (One Page Improvement/Problem Solving Report) : Abhishek MD Rizwan, Tapas, Arup, Ranjaya, ImranDharmendra SinghNo ratings yet
- G8D Report: Speedlip Loose in Front BumperDocument4 pagesG8D Report: Speedlip Loose in Front BumperLakshmanan VenkatesanNo ratings yet
- 52-9000 Tape Sticking To Liner CADocument9 pages52-9000 Tape Sticking To Liner CAQuality MuirTapesNo ratings yet
- How To Analyze Gear FailuresDocument7 pagesHow To Analyze Gear Failuresphucdc095041No ratings yet
- TVL - Ia (Shielded Metal Arc Welding NC I) : Activity Sheet Quarter 3 - LO3Document9 pagesTVL - Ia (Shielded Metal Arc Welding NC I) : Activity Sheet Quarter 3 - LO3Joy BuycoNo ratings yet
- 8D Report For Eye Bolt Thickness ProblemDocument1 page8D Report For Eye Bolt Thickness ProblemKapil HarchekarNo ratings yet
- Ajor-Jum: Implementasi Teknologi Industry 4.0 Untuk Menjadikan 100% Akurasi Data Analisa Performance Mesin Can MakingDocument30 pagesAjor-Jum: Implementasi Teknologi Industry 4.0 Untuk Menjadikan 100% Akurasi Data Analisa Performance Mesin Can MakingBundel PikirmuNo ratings yet
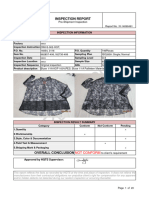
- Sample Report For DressDocument20 pagesSample Report For Dressdibyanshu.goswamiNo ratings yet
- Sop For Electrical Positive IsolationDocument14 pagesSop For Electrical Positive IsolationKaushik PrakashNo ratings yet
- 8D Problem Solving Steering ReserviorDocument22 pages8D Problem Solving Steering ReserviorAvinash BatraNo ratings yet
- PROGRAM OF WORK N Bill of Materials Handwashing Facility MACA 2022 UpdatedDocument3 pagesPROGRAM OF WORK N Bill of Materials Handwashing Facility MACA 2022 UpdatedGeoff ReyNo ratings yet
- Differenttial LevellingDocument4 pagesDifferenttial LevellingErwin Mark ManaliliNo ratings yet
- Do It Yourself CasketDocument70 pagesDo It Yourself CasketJunaLyn CatipayNo ratings yet
- Implementation of FMEA in Injection Moulding ProcessDocument7 pagesImplementation of FMEA in Injection Moulding ProcessHugoSpktNo ratings yet
- (W PD SL Cem011) Yoke Page1Document3 pages(W PD SL Cem011) Yoke Page1SumaNo ratings yet
- Fat - MSB Pmu JinjangDocument6 pagesFat - MSB Pmu JinjangFirdaus Muhammad100% (1)
- Zyrene Kate Arcaya Gr.11 Sapphire Css M2 1Document8 pagesZyrene Kate Arcaya Gr.11 Sapphire Css M2 1Fritz Lucky Dela CruzNo ratings yet
- EN36600 Mining Ore Ebook 6 Steps EN1Document14 pagesEN36600 Mining Ore Ebook 6 Steps EN1diegoNo ratings yet
- BSB20115 BS Task Cluster A - January 2018Document13 pagesBSB20115 BS Task Cluster A - January 2018lisa langstonNo ratings yet
- 8D Report For VDC Wrong - NNLDocument10 pages8D Report For VDC Wrong - NNLAbhinav SinghNo ratings yet
- Camaya Foc Backbone (Revised)Document19 pagesCamaya Foc Backbone (Revised)Gerome ValderamaNo ratings yet
- Chapter 3Document21 pagesChapter 3Dafhny Guinto PasionNo ratings yet
- Sacdalan Es - DCP Maintainance Log 2024Document1 pageSacdalan Es - DCP Maintainance Log 2024aylajoy.delacruzNo ratings yet
- NFPL D23 09Document2 pagesNFPL D23 09harun bdNo ratings yet
- OB Pack Ship Manual SLAM ACW Beginner Sortable SJI NetworkDocument17 pagesOB Pack Ship Manual SLAM ACW Beginner Sortable SJI NetworkJohn ManleyNo ratings yet
- Final CBLM-MARJEH JIMENEZDocument20 pagesFinal CBLM-MARJEH JIMENEZPeter khey VillanuevaNo ratings yet
- 2953 Thrad TightDocument6 pages2953 Thrad TightRohit QualityNo ratings yet
- Falla AdherenciaDocument50 pagesFalla AdherenciaBoodseikerNo ratings yet
- Tank Inspection Report Template (28april2004)Document37 pagesTank Inspection Report Template (28april2004)Madjid OUCHENE100% (1)
- 8D Indicator Light Can't Turn Off Rev 1Document5 pages8D Indicator Light Can't Turn Off Rev 1Dr. Alois FabianiNo ratings yet
- Method Statement For Tank ErectionDocument8 pagesMethod Statement For Tank Erectionmanish pathrabeNo ratings yet
- (Commented) 11001-Z-PLP-QCP-7019Document9 pages(Commented) 11001-Z-PLP-QCP-7019Nithin MathaiNo ratings yet
- 5S + Safety Finds A New Home at An Old Refinery: Company OverviewDocument28 pages5S + Safety Finds A New Home at An Old Refinery: Company OverviewFátima Macario MonzónNo ratings yet
- PVC Waterstop (Sirim)Document3 pagesPVC Waterstop (Sirim)lensa jijiNo ratings yet
- Lab 3 - Fusion Splice - Dep40053Document10 pagesLab 3 - Fusion Splice - Dep40053王惠婷No ratings yet
- Tritech Petroleum Consultants Limited: Templar House Don Road St. Helier Jersey Je4 8Wh, Channel IslandsDocument15 pagesTritech Petroleum Consultants Limited: Templar House Don Road St. Helier Jersey Je4 8Wh, Channel IslandsDe Panto GeloNo ratings yet
- 04 - Beam WobbleTestDocument7 pages04 - Beam WobbleTestOmar Stalin Lucio RonNo ratings yet
- Introduction to Computational Science: Modeling and Simulation for the Sciences - Second EditionFrom EverandIntroduction to Computational Science: Modeling and Simulation for the Sciences - Second EditionRating: 3 out of 5 stars3/5 (2)
- Control of DocumentDocument7 pagesControl of Documentmohd irshahrezal muhamad rasidiNo ratings yet
- Mal MSHE C194 Side Discoloration IR 2019.03.28 Rev.01Document11 pagesMal MSHE C194 Side Discoloration IR 2019.03.28 Rev.01mohd irshahrezal muhamad rasidiNo ratings yet
- 2019 LLWP's Leadership Summit: EMBA21JB, Part 1Document50 pages2019 LLWP's Leadership Summit: EMBA21JB, Part 1mohd irshahrezal muhamad rasidiNo ratings yet
- 2019 LLWP Leadership Summit: Ntroductory Ur OnsultantsDocument1 page2019 LLWP Leadership Summit: Ntroductory Ur Onsultantsmohd irshahrezal muhamad rasidiNo ratings yet
- CS 1 Report (Noraini & Mohd Irshahrezal)Document17 pagesCS 1 Report (Noraini & Mohd Irshahrezal)mohd irshahrezal muhamad rasidiNo ratings yet
- Group Case Study 1: Acc 720: Managerial AccountingDocument15 pagesGroup Case Study 1: Acc 720: Managerial Accountingmohd irshahrezal muhamad rasidiNo ratings yet
- Deeper Neet DCT - ChemistryDocument8 pagesDeeper Neet DCT - Chemistryhbhaiya643No ratings yet
- Charles Finney - Sermons From The Penny Pulpit - Part 2Document183 pagesCharles Finney - Sermons From The Penny Pulpit - Part 2knowhim26002No ratings yet
- HT800 30mm Pushbuttons Specifications: Typical WiringDocument6 pagesHT800 30mm Pushbuttons Specifications: Typical WiringKang IndraNo ratings yet
- 9976 Implement Pump A10VO100DFR1-31R-PSC62K07 R910911026 PDFDocument12 pages9976 Implement Pump A10VO100DFR1-31R-PSC62K07 R910911026 PDFmorusNo ratings yet
- COLORBLINDNESSDocument7 pagesCOLORBLINDNESSCamille UlandezNo ratings yet
- Variation in Testosterone Levels Has Major Effects On General Male Physiology. ConcentrationDocument10 pagesVariation in Testosterone Levels Has Major Effects On General Male Physiology. ConcentrationGita AzzuriaNo ratings yet
- Chapter 3B - SPECIAL: Probability DistributionDocument28 pagesChapter 3B - SPECIAL: Probability DistributionAhmad AiNo ratings yet
- NeerajKrSingh IphoneDocument6 pagesNeerajKrSingh IphonejeevansapNo ratings yet
- Bsci Ii PDFDocument53 pagesBsci Ii PDFIgnatius JeeNo ratings yet
- Chapter 1 - MEDocument10 pagesChapter 1 - MEMd. Azmain AdilNo ratings yet
- Cash in A FlashDocument122 pagesCash in A Flashsivadds100% (1)
- Erikson Daily Report 14 JanuaryDocument12 pagesErikson Daily Report 14 Januaryrizal355No ratings yet
- A Process and Control Simulator For Large Scale Cryogenic PlantsDocument10 pagesA Process and Control Simulator For Large Scale Cryogenic PlantsLasse AhrendsenNo ratings yet
- Supplier: N.Sharma Construction Royal Road, Lallmatie. CNT: 57919000 Email: Quotation For Greenhouse ConstructionDocument2 pagesSupplier: N.Sharma Construction Royal Road, Lallmatie. CNT: 57919000 Email: Quotation For Greenhouse ConstructionSandhya NundahNo ratings yet
- Module 3 OrgchemDocument7 pagesModule 3 OrgchemJHUNNTY LOZANONo ratings yet
- Gulah Kly SahdDocument6 pagesGulah Kly SahdKlaas SpronkNo ratings yet
- Physics MCQs Part 10 PDFDocument3 pagesPhysics MCQs Part 10 PDFAyan GhoshNo ratings yet
- 1112 - JEMDS Title PageDocument2 pages1112 - JEMDS Title PageKriti KumariNo ratings yet
- Modul Fizik F5 2023 (Answers)Document25 pagesModul Fizik F5 2023 (Answers)nyshahidaNo ratings yet
- Rpl1 Doc1. Life Experiences RevisedDocument3 pagesRpl1 Doc1. Life Experiences Revisedmary gamboa50% (2)
- (CASS Series - Naval Policy and History 62) Milan Vego - Maritime Strategy and Sea Denial - Theory and Practice-Routledge (2019)Document349 pages(CASS Series - Naval Policy and History 62) Milan Vego - Maritime Strategy and Sea Denial - Theory and Practice-Routledge (2019)akun bebaz100% (1)
- Cenozoic: From Wikipedia, The Free EncyclopediaDocument6 pagesCenozoic: From Wikipedia, The Free Encyclopediarkumar1313No ratings yet
- Isyarat VisualDocument7 pagesIsyarat VisualGede SegaraNo ratings yet
- Risk Assessment For Purified WaterDocument53 pagesRisk Assessment For Purified WaterparuchurietindraNo ratings yet
- The The: Evolution of Warren, or Triangular, TrussDocument1 pageThe The: Evolution of Warren, or Triangular, TrussMr. DreamNo ratings yet
- Is16833-2018 - Annex D PDFDocument29 pagesIs16833-2018 - Annex D PDFRamboNo ratings yet
- Attachment-02 Catalog PDFDocument85 pagesAttachment-02 Catalog PDFKais MessaoudiNo ratings yet
- JESA - Welding Grinding & Cutting WorksDocument7 pagesJESA - Welding Grinding & Cutting WorksLeo PascualNo ratings yet
- Natal Chart ReportDocument22 pagesNatal Chart Reportlia damNo ratings yet
- Power Electronics in Motor Drives: Where Is It?: Nagarajan SridharDocument9 pagesPower Electronics in Motor Drives: Where Is It?: Nagarajan SridharElias CarvalhoNo ratings yet