You might also like
- Rph Bc 4b 生命之旅 - 稻香 初读 23112020Document10 pagesRph Bc 4b 生命之旅 - 稻香 初读 23112020Ting Ting0% (1)
- 注射缺陷原因分析和解決對策1Document13 pages注射缺陷原因分析和解決對策1Jiamin SuNo ratings yet
- 《九宫格写作法:如何写出一篇好文章》 (日) 山口拓朗【文字版 PDF电子书 下载】Document272 pages《九宫格写作法:如何写出一篇好文章》 (日) 山口拓朗【文字版 PDF电子书 下载】翁坤仁100% (1)
- API & ISO Certified 1 0Document12 pagesAPI & ISO Certified 1 0GeorgeNo ratings yet
- BOMBAS NAIPU R01-550NZJA-MR - Rev0Document35 pagesBOMBAS NAIPU R01-550NZJA-MR - Rev0Anghela Arasceli Atachagua SantosNo ratings yet
- NBB 280Document28 pagesNBB 280FU LIN LINo ratings yet
- 02注水井带压作业安全操作规程6 21Document10 pages02注水井带压作业安全操作规程6 21Dean ReinNo ratings yet
- 《关于沥青混凝土路面施工的探讨》Document3 pages《关于沥青混凝土路面施工的探讨》Young RevenNo ratings yet
- CBR加州承載比試驗方式Document5 pagesCBR加州承載比試驗方式池定憲No ratings yet
- 减速箱轮齿断裂分析Document2 pages减速箱轮齿断裂分析qi.lu3No ratings yet
- 搅拌磨的研究现状及发展趋势Document4 pages搅拌磨的研究现状及发展趋势W ZuoNo ratings yet
- 17双轮铣成槽机 (20190117152007)Document15 pages17双轮铣成槽机 (20190117152007)无时差No ratings yet
- 教材讲义(冷轧带钢)Document27 pages教材讲义(冷轧带钢)wangjin.trpNo ratings yet
- 湖北省市政检查井盖新建和维护技术指南Document22 pages湖北省市政检查井盖新建和维护技术指南tytyyNo ratings yet
- IW-PRO Mini NG Instruction Manual (Chinese)Document8 pagesIW-PRO Mini NG Instruction Manual (Chinese)Chris TeohNo ratings yet
- 钢板筒仓在港口煤炭装卸工艺中的应用Document3 pages钢板筒仓在港口煤炭装卸工艺中的应用yellowish123No ratings yet
- 高效的套片式换热器冷却管与散热片的连接工艺Document3 pages高效的套片式换热器冷却管与散热片的连接工艺zhaoNo ratings yet
- 螺杆钻具失效以及现场预防措施Document3 pages螺杆钻具失效以及现场预防措施xiong hanNo ratings yet
- Nxz-9 高效浓缩机说明书 中英文Document24 pagesNxz-9 高效浓缩机说明书 中英文Jairo Andrés FANo ratings yet
- 浅析一种辊式破碎机Document2 pages浅析一种辊式破碎机Yang WanNo ratings yet
- 加氢装置二段加氢压缩机故障分析与诊断 余智玲Document3 pages加氢装置二段加氢压缩机故障分析与诊断 余智玲Cary zhNo ratings yet
- 基于气胀轴原理的机械胀轴结构改进 李会荣Document3 pages基于气胀轴原理的机械胀轴结构改进 李会荣alexismeng710No ratings yet
- 混凝土生产系统规划与设计20210411Document44 pages混凝土生产系统规划与设计20210411杨羊羊No ratings yet
- 压铸1Document5 pages压铸1anon-465332No ratings yet
- UntitledDocument7 pagesUntitledSyafiqa Abdul SamadNo ratings yet
- 175:NF P18-451-中文(塌落度)【2018】Document2 pages175:NF P18-451-中文(塌落度)【2018】伟 凌No ratings yet
- 175:NF P18-451-混凝土 塌落度实验(法)Document2 pages175:NF P18-451-混凝土 塌落度实验(法)畅晓云100% (1)
- 提高三软厚煤层综采放顶煤采出率的途径Document5 pages提高三软厚煤层综采放顶煤采出率的途径F MANo ratings yet
- 高压辊磨机选型试验的研究现状 郭小飞Document5 pages高压辊磨机选型试验的研究现状 郭小飞W ZuoNo ratings yet
- 磨浆机操作说明Document8 pages磨浆机操作说明Acfunliuliang2.0No ratings yet
- Montanari 别墅梯制动器调节说明Document2 pagesMontanari 别墅梯制动器调节说明DasnaNo ratings yet
- TRS31C4Document73 pagesTRS31C4索海钊No ratings yet
- P10 P50Document41 pagesP10 P50Lin BrianNo ratings yet
- QTJ4 26砌块成型机Document11 pagesQTJ4 26砌块成型机caoxinjunNo ratings yet
- 燃机润滑油管线冲洗方案Document3 pages燃机润滑油管线冲洗方案meirangongNo ratings yet
- Dalian LaurelDocument12 pagesDalian Laurelelbusharieltaher1261No ratings yet
- 凌燕Document99 pages凌燕babykiss1986No ratings yet
- 建成- 送引風機簡介Document46 pages建成- 送引風機簡介Anson WangNo ratings yet
- 主变呼吸器硅胶更换与重瓦斯保护投退的探讨 PDFDocument2 pages主变呼吸器硅胶更换与重瓦斯保护投退的探讨 PDFMINGMING LINo ratings yet
- 聚合物装置蒸汽夹套管的设计Document4 pages聚合物装置蒸汽夹套管的设计Hsein WangNo ratings yet
- 弹性膨胀水泥浆在储气库固井中的应用Document5 pages弹性膨胀水泥浆在储气库固井中的应用wang xiangyuNo ratings yet
- 陶藝開箱啦!!(中英雙語版): The Unboxing of Pottery (Chinese-English Bilingual Edition)From Everand陶藝開箱啦!!(中英雙語版): The Unboxing of Pottery (Chinese-English Bilingual Edition)No ratings yet
- 论文2:2#公路项目旋挖钻孔灌注桩施工技术研究Document11 pages论文2:2#公路项目旋挖钻孔灌注桩施工技术研究Zhi TangNo ratings yet
- 套管修复作业指导书Document12 pages套管修复作业指导书chtoil2020No ratings yet
- 液压防喷器常见故障判断与排除方法详解Document9 pages液压防喷器常见故障判断与排除方法详解Dean ReinNo ratings yet
- 常规修井工艺(推荐)Document85 pages常规修井工艺(推荐)Dean ReinNo ratings yet
- 油缸内孔的滚压加工Document2 pages油缸内孔的滚压加工zhenyupanNo ratings yet
- SC15G Diesel Engine Disassembly Operation Guide (Chinese and English) 5Document109 pagesSC15G Diesel Engine Disassembly Operation Guide (Chinese and English) 5pwrcNo ratings yet
- XHXS型单级双吸中开式离心泵(电厂闭式泵)安装使用说明书Document8 pagesXHXS型单级双吸中开式离心泵(电厂闭式泵)安装使用说明书YJ DTNo ratings yet
- 机械回填土工艺标准(105 1996)Document3 pages机械回填土工艺标准(105 1996)liang xiaoNo ratings yet
- 机械回填土工艺标准(105 1996)Document3 pages机械回填土工艺标准(105 1996)liang xiaoNo ratings yet
- 熱拌瀝青混凝土工程施作應注意事項 PDFDocument102 pages熱拌瀝青混凝土工程施作應注意事項 PDF林意情No ratings yet
- 性能设计标准Document12 pages性能设计标准伟钊 黄No ratings yet
- 超重力过程工程装置结构研究进展 PDFDocument8 pages超重力过程工程装置结构研究进展 PDFGoKwo WongNo ratings yet
- Coiled Tubing Operation PDFDocument2 pagesCoiled Tubing Operation PDF池边树No ratings yet
- 8 中拐石炭系FlexSTONE弹性膨胀水泥浆体系应用Document5 pages8 中拐石炭系FlexSTONE弹性膨胀水泥浆体系应用wang xiangyuNo ratings yet
- Fuel Injector MaintenanceDocument4 pagesFuel Injector MaintenanceAnonymous 5tkF5bFwONo ratings yet
- 100B使用说明书(2019改)Document45 pages100B使用说明书(2019改)Bapa akuNo ratings yet
- 工艺缺陷分析Document135 pages工艺缺陷分析alwinzhuangNo ratings yet
- 定向井钻柱失效机理分析Document2 pages定向井钻柱失效机理分析xiong hanNo ratings yet
- 定向井钻柱失效机理分析Document2 pages定向井钻柱失效机理分析xiong hanNo ratings yet
- 首级下沉立式筒袋泵在乙烯装置中的应用Document4 pages首级下沉立式筒袋泵在乙烯装置中的应用Philip ShihNo ratings yet
- 水泥企业质量规程Document13 pages水泥企业质量规程tonyNo ratings yet
- 编制质量控制表Document19 pages编制质量控制表tonyNo ratings yet
- 水泥的性能(5)Document20 pages水泥的性能(5)tonyNo ratings yet
- 编制质量控制表Document23 pages编制质量控制表tonyNo ratings yet
- 水泥质量管理(1)Document17 pages水泥质量管理(1)tonyNo ratings yet
- ISO - TS 19880-1 - 2016气态氢加注站第1部分一般要求标准解读Document5 pagesISO - TS 19880-1 - 2016气态氢加注站第1部分一般要求标准解读tonyNo ratings yet
- 水泥的性能(4)Document17 pages水泥的性能(4)tonyNo ratings yet
- 水泥的性能(2)Document11 pages水泥的性能(2)tonyNo ratings yet
- 硅酸盐水泥耐久性提高(1)Document13 pages硅酸盐水泥耐久性提高(1)tonyNo ratings yet
- 水泥粉磨技术(3)Document20 pages水泥粉磨技术(3)tonyNo ratings yet
- 水泥的性能(1)Document16 pages水泥的性能(1)tonyNo ratings yet
- 水泥磨工艺参数确定(1)Document11 pages水泥磨工艺参数确定(1)tonyNo ratings yet
- 硅酸盐水泥耐久性提高(2)Document10 pages硅酸盐水泥耐久性提高(2)tonyNo ratings yet
- 水泥粉磨技术(1)Document15 pages水泥粉磨技术(1)tonyNo ratings yet
- 生料配料计算(2)Document13 pages生料配料计算(2)tonyNo ratings yet
- 水泥粉磨技术(2)Document16 pages水泥粉磨技术(2)tonyNo ratings yet
- 悬浮预热及预分解技术(2)Document20 pages悬浮预热及预分解技术(2)tonyNo ratings yet
- 生料均化技术(2)Document41 pages生料均化技术(2)tonyNo ratings yet
- 生料粉磨流程及控制(1)Document19 pages生料粉磨流程及控制(1)tonyNo ratings yet
- 悬浮预热及预分解技术(1)Document16 pages悬浮预热及预分解技术(1)tonyNo ratings yet
- 生料均化技术(1)Document14 pages生料均化技术(1)tonyNo ratings yet
- 生料配料计算(1)Document17 pages生料配料计算(1)tonyNo ratings yet
- 生料配料计算(3)Document33 pages生料配料计算(3)tonyNo ratings yet
- 生料粉磨流程及控制(4)Document21 pages生料粉磨流程及控制(4)tonyNo ratings yet
- 水泥生产用原料燃料的选择(1)Document22 pages水泥生产用原料燃料的选择(1)tonyNo ratings yet
- 新型干法水泥工艺流程图绘制(2)Document23 pages新型干法水泥工艺流程图绘制(2)tonyNo ratings yet
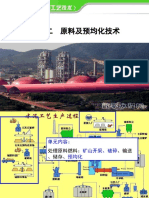
- 原料的开采、破碎与预均化(1)Document18 pages原料的开采、破碎与预均化(1)tonyNo ratings yet
- 原料的开采、破碎与预均化(2)Document25 pages原料的开采、破碎与预均化(2)tonyNo ratings yet
- 新型干法水泥工艺流程图绘制(1)Document13 pages新型干法水泥工艺流程图绘制(1)tonyNo ratings yet
- Q22444 ASUS Graphics Card QSGDocument62 pagesQ22444 ASUS Graphics Card QSGemilionixdNo ratings yet
- Liebert ITA2-BCI0020K01 Battery Module User ManualV1.2Document7 pagesLiebert ITA2-BCI0020K01 Battery Module User ManualV1.2Edgepoint TowersNo ratings yet
- 183665 - 陶朱隱園工程簡報 - 20161129 TAIPEI DNA - PUBLIC - 1 PDFDocument38 pages183665 - 陶朱隱園工程簡報 - 20161129 TAIPEI DNA - PUBLIC - 1 PDFBaroloNo ratings yet
- 交流电控技术Document27 pages交流电控技术Handy LeeNo ratings yet
- Order 9049145Document470 pagesOrder 9049145Peter John FarrowskiNo ratings yet
- 旅游产业数字化转型发展路径研究 钱坤Document4 pages旅游产业数字化转型发展路径研究 钱坤金石飞No ratings yet
- 車輛審驗管理系統 (核備作業) 手冊 (廠商) V3Document53 pages車輛審驗管理系統 (核備作業) 手冊 (廠商) V3Larry WuNo ratings yet
- 红外遥控接收模块套件用户手册2010 10 25Document14 pages红外遥控接收模块套件用户手册2010 10 25chqfu2002No ratings yet