You might also like
- 003 Corrective Action Report FormDocument4 pages003 Corrective Action Report FormRidwan100% (1)
- FRM QUA 506 Process Audit Sheet 1Document2 pagesFRM QUA 506 Process Audit Sheet 1Ravi javaliNo ratings yet
- Ok Part NG: (Vendor Non-Conformance Report)Document2 pagesOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MNo ratings yet
- TR Differential Ret670 Y YDocument19 pagesTR Differential Ret670 Y Ym khNo ratings yet
- PUR - OI - 01 - Supplier Performance RatingDocument2 pagesPUR - OI - 01 - Supplier Performance RatingAbhinav SinghNo ratings yet
- Electrical Checklist AllDocument32 pagesElectrical Checklist Alldinie90100% (2)
- 8D Report For VDC Wrong - NNLDocument10 pages8D Report For VDC Wrong - NNLAbhinav SinghNo ratings yet
- Supplier Incident Analysis: Claim NoDocument10 pagesSupplier Incident Analysis: Claim Nonitin pendharkarNo ratings yet
- Transformer Diff - p643Document20 pagesTransformer Diff - p643rajeshNo ratings yet
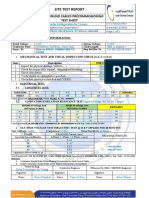
- Site Test Report: Under Ground Cables Precommissioning Test SheetDocument1 pageSite Test Report: Under Ground Cables Precommissioning Test SheetNaser Mahamid100% (1)
- Uss 105Document12 pagesUss 105Soumya BhowmickNo ratings yet
- 7ss - Busbar Low Imp Relay Test-1Document17 pages7ss - Busbar Low Imp Relay Test-1Ravi100% (3)
- Transformer Test ReportDocument46 pagesTransformer Test ReportAkshay GatkalNo ratings yet
- Problem Analysis and Corrective Action ReportDocument13 pagesProblem Analysis and Corrective Action ReportNITISH KUMARR100% (1)
- Design ParameterDocument13 pagesDesign ParameterkennysawegNo ratings yet
- Failure Analysis ReportDocument14 pagesFailure Analysis ReportpramodkumarNo ratings yet
- Line Diff - p546Document9 pagesLine Diff - p546shanthikumaravel100% (1)
- Pre-Commissioning Format For Reactor: I. General DetailsDocument27 pagesPre-Commissioning Format For Reactor: I. General Detailsmayur dhandeNo ratings yet
- Emily-1 Project Fuel Terminal and Jetty Compaction Inspection ReportDocument9 pagesEmily-1 Project Fuel Terminal and Jetty Compaction Inspection Reportmuhammad sauqiNo ratings yet
- Use of Force ContinuumDocument1 pageUse of Force ContinuumNyloc100% (1)
- Pre-Shipment Inspection: Product PhotoDocument35 pagesPre-Shipment Inspection: Product Photo123456No ratings yet
- 001 Inspection - Report - INTEC (05 - 07102015) PDFDocument7 pages001 Inspection - Report - INTEC (05 - 07102015) PDFfitroh_hzNo ratings yet
- Functional Biology NOTESDocument113 pagesFunctional Biology NOTESRebecca Amy JennerNo ratings yet
- E019 MV Breaker Function TestDocument10 pagesE019 MV Breaker Function TestMusab ShabbirNo ratings yet
- Commissioning of Electrical SystemsDocument14 pagesCommissioning of Electrical SystemsRatheesh Kumar100% (1)
- Circuit Breaker ProcedureDocument2 pagesCircuit Breaker ProcedureHendra LaksmanaNo ratings yet
- Inspection Test Plan For Eot CraneDocument4 pagesInspection Test Plan For Eot CraneBikash ShreshthaNo ratings yet
- TR Differential Ret670Document19 pagesTR Differential Ret670Mahdi AlamriNo ratings yet
- Inspection Report: Page 1 of 2 Vendor P.O. NODocument3 pagesInspection Report: Page 1 of 2 Vendor P.O. NOsudipta dasNo ratings yet
- Inspection Report: IR No.: QETO/IR/SUD/114Document2 pagesInspection Report: IR No.: QETO/IR/SUD/114sudipta dasNo ratings yet
- Current Transformer ProcedureDocument3 pagesCurrent Transformer ProcedureHendra Laksmana100% (1)
- Vendetta by Catherine Doyle EXCERPTDocument33 pagesVendetta by Catherine Doyle EXCERPTI Read YA50% (2)
- Airport Authority, VaranashiDocument10 pagesAirport Authority, VaranashiAbhinav SinghNo ratings yet
- Itr FoDocument6 pagesItr Fomasmus208No ratings yet
- PR.R - Issue Wrong Assemble Seal MotorDocument12 pagesPR.R - Issue Wrong Assemble Seal MotorVan Ba VuNo ratings yet
- L&T QapDocument2 pagesL&T Qapsriram.5230No ratings yet
- 8D For BHMS (Wrong Lug)Document10 pages8D For BHMS (Wrong Lug)Abhinav SinghNo ratings yet
- Commissioning Service Department Commissioning Standard Test Formats Description: Low Impedance Busbar Protection Relay Type - 7Ss522Document17 pagesCommissioning Service Department Commissioning Standard Test Formats Description: Low Impedance Busbar Protection Relay Type - 7Ss522Arun KumarNo ratings yet
- Inspection Report: IR No.: QETO/IR/SUD/115Document2 pagesInspection Report: IR No.: QETO/IR/SUD/115sudipta dasNo ratings yet
- SCP-M-022 - Pipette CalibrationDocument3 pagesSCP-M-022 - Pipette CalibrationChristian LefroitNo ratings yet
- Test ReportDocument1 pageTest Reportq.khalid.m0% (1)
- 11-03-2020 C1 Gland Steam Super Heater - UTDocument4 pages11-03-2020 C1 Gland Steam Super Heater - UTDave CheungNo ratings yet
- Hmmu331021 9Document5 pagesHmmu331021 9ANGEL ANTONIO GUTIERREZ CONTRERASNo ratings yet
- 01 Epc Di HD 003 - B Instrumentos de PesoDocument4 pages01 Epc Di HD 003 - B Instrumentos de PesoDebye101No ratings yet
- Comments On FQP - CE ME 26.05.23 (Latest)Document17 pagesComments On FQP - CE ME 26.05.23 (Latest)Sumit TyagiNo ratings yet
- Inspection Report: Page 1 of 2 Vendor P.O. NODocument4 pagesInspection Report: Page 1 of 2 Vendor P.O. NOsudipta dasNo ratings yet
- URM-0819-098-MA - Cover - Warping - Condition - KDC-X7200DABEN MA12Document7 pagesURM-0819-098-MA - Cover - Warping - Condition - KDC-X7200DABEN MA12Sahid Nugroho WNo ratings yet
- P9-MRPS-TK1007-01 - E Current Transformer ITP - AAR 2021-06-14Document11 pagesP9-MRPS-TK1007-01 - E Current Transformer ITP - AAR 2021-06-14owais khanNo ratings yet
- 8D Wrong Setting of KVA-NNLDocument10 pages8D Wrong Setting of KVA-NNLAbhinav SinghNo ratings yet
- MIghty Machine RejectDocument1 pageMIghty Machine RejectMohammad Shanawaz MNo ratings yet
- Lecture 2Document27 pagesLecture 2Anurag DubeyNo ratings yet
- CAPA Escort (08.08.2023)Document1 pageCAPA Escort (08.08.2023)HOD QUALITYNo ratings yet
- MK Tron Auto Part: Procedure of Leak TestingDocument1 pageMK Tron Auto Part: Procedure of Leak Testingsachin kadamNo ratings yet
- SC 69503Document6 pagesSC 69503sujatananasoNo ratings yet
- LG (67) - G3-1009-Fan (Turbo) G v.2Document9 pagesLG (67) - G3-1009-Fan (Turbo) G v.2Anonymous Lta32Ta9No ratings yet
- 410 CTDocument2 pages410 CTSARAVANAN ANo ratings yet
- At Oil: FEB EventanalysisDocument2 pagesAt Oil: FEB EventanalysisSE ESTNo ratings yet
- Qa Test Format X RayDocument9 pagesQa Test Format X RayNIKHIL VERMANo ratings yet
- 0-12-VR-191 - 20nov2023 - PM ReporteDocument9 pages0-12-VR-191 - 20nov2023 - PM ReportejeisonNo ratings yet
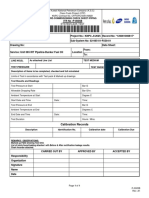
- System Leak Test: Calibration RecordsDocument1 pageSystem Leak Test: Calibration Recordsarun kumarNo ratings yet
- 006-PGT procedure-CPUDocument5 pages006-PGT procedure-CPUK R Kumar RanjanNo ratings yet
- 19-07-22 8.2 (C) Open and Short Circuit Tests On Each GeneratorDocument9 pages19-07-22 8.2 (C) Open and Short Circuit Tests On Each GeneratorsarmastNo ratings yet
- Design and Implementation of Portable Impedance AnalyzersFrom EverandDesign and Implementation of Portable Impedance AnalyzersNo ratings yet
- PUR - OI - 02 - Consumables - Packing and Fasteners SuppliersDocument1 pagePUR - OI - 02 - Consumables - Packing and Fasteners SuppliersAbhinav SinghNo ratings yet
- LOG - OI - 02 - Instruction For Material HandlingDocument1 pageLOG - OI - 02 - Instruction For Material HandlingAbhinav SinghNo ratings yet
- PTE - OI - 04 - Reflow ProfileDocument1 pagePTE - OI - 04 - Reflow ProfileAbhinav SinghNo ratings yet
- 8D Wrong Setting of KVA-NNLDocument10 pages8D Wrong Setting of KVA-NNLAbhinav SinghNo ratings yet
- 8D For BHMS (Wrong Lug)Document10 pages8D For BHMS (Wrong Lug)Abhinav SinghNo ratings yet
- Peripartum Cardiomyopathy CIRCULATIONAHADocument13 pagesPeripartum Cardiomyopathy CIRCULATIONAHAJessica WiryantoNo ratings yet
- 2021 CAPEX - THEODORE Chiller Spares v1.3Document6 pages2021 CAPEX - THEODORE Chiller Spares v1.3Paul CansinoNo ratings yet
- Stories of Love and AdventureDocument24 pagesStories of Love and AdventureMargie HernandezNo ratings yet
- Vodka and Vanilla Blancmange With Warm RaspberriesDocument6 pagesVodka and Vanilla Blancmange With Warm RaspberriesFranca AkNo ratings yet
- Penn State Emergency Residency Conference APRIL 2023Document10 pagesPenn State Emergency Residency Conference APRIL 2023jhk0428No ratings yet
- Reading and LongevityDocument5 pagesReading and LongevityThomas MooreNo ratings yet
- HB806TM PDFDocument121 pagesHB806TM PDFhermie100% (1)
- Degree ExercisesDocument3 pagesDegree ExercisesArjit Kapoor100% (1)
- Nursing Care Plan: Clustered Cues Nursing Diagnosis Rationale Outcome Criteria Nursing Interventions Rationale EvaluationDocument2 pagesNursing Care Plan: Clustered Cues Nursing Diagnosis Rationale Outcome Criteria Nursing Interventions Rationale EvaluationCLEMENT, EUGENE CHADNo ratings yet
- Extraction of Pectin From Citrus Fruit Peel and Use As Natural Binder in Paracetamol TabletDocument7 pagesExtraction of Pectin From Citrus Fruit Peel and Use As Natural Binder in Paracetamol TabletIshtiaque IshtiNo ratings yet
- An Association Between Rainy Days With Clinical Dengue Fever in Dhaka, Bangladesh: Findings From A Hospital Based StudyDocument9 pagesAn Association Between Rainy Days With Clinical Dengue Fever in Dhaka, Bangladesh: Findings From A Hospital Based StudymikhaelyosiaNo ratings yet
- By: DR Evita Febriyanti Fast Track - Dual Degree 2016 Brawijaya UniversityDocument12 pagesBy: DR Evita Febriyanti Fast Track - Dual Degree 2016 Brawijaya UniversityEvitaFebriyantiPNo ratings yet
- An Accurate DDS Method Using Compound Frequency Tuning Word and Its FPGA ImplementationDocument14 pagesAn Accurate DDS Method Using Compound Frequency Tuning Word and Its FPGA ImplementationKit CornNo ratings yet
- Martinal LEO - Product RangeDocument6 pagesMartinal LEO - Product RangeAdamMitchellNo ratings yet
- Kelas 10 SMA 10405 Inggris Unit 5Document5 pagesKelas 10 SMA 10405 Inggris Unit 5Engga FebriantiNo ratings yet
- FILE - 20211123 - 141203 - de Thi Mau Tieng AnhDocument17 pagesFILE - 20211123 - 141203 - de Thi Mau Tieng AnhDo Le Quoc LapNo ratings yet
- Bridge Final ProposalDocument14 pagesBridge Final ProposalDr. A B M Amrul KaishNo ratings yet
- Manual of Microbiological Culture Media - 9Document1 pageManual of Microbiological Culture Media - 9Amin TaleghaniNo ratings yet
- Identifying, Understanding, and Analyzing: by Steven M. Rinaldi, James P. Peerenboom, and Terrence K. KellyDocument15 pagesIdentifying, Understanding, and Analyzing: by Steven M. Rinaldi, James P. Peerenboom, and Terrence K. KellySFC JGDNo ratings yet
- Food and DrinkDocument5 pagesFood and DrinkHec Al-HusnaNo ratings yet
- Secondary Steering PumpDocument5 pagesSecondary Steering PumpStar SealNo ratings yet
- III 12copernicus (RRL)Document4 pagesIII 12copernicus (RRL)Ricci MikaelaNo ratings yet
- Epson C82 Service ManualDocument48 pagesEpson C82 Service ManualPablo RothNo ratings yet
- F.2 I.S. Vocabulary List (Unit 7-11)Document14 pagesF.2 I.S. Vocabulary List (Unit 7-11)2E (9) HON MARITA JANENo ratings yet
- Presidential Theme: 66 Annual Conference of Indian Orthopaedic AssociationDocument16 pagesPresidential Theme: 66 Annual Conference of Indian Orthopaedic AssociationDr Jaspreet Singh0% (1)
- Concrete MixerDocument10 pagesConcrete MixerRafaqat NiaziNo ratings yet