You might also like
- FafafafDocument13 pagesFafafafNikola ŠakićNo ratings yet
- МИКРОМЕТАРDocument17 pagesМИКРОМЕТАРAleksije DjumicNo ratings yet
- Pr. o MU Za Mikrom. Za SM Do 500 MMDocument9 pagesPr. o MU Za Mikrom. Za SM Do 500 MMnameNo ratings yet
- Merenje I KontrolaDocument18 pagesMerenje I KontrolaMiroslav AleksandrovićNo ratings yet
- Seminarski Rad KomparatoriDocument31 pagesSeminarski Rad KomparatoriTasićBojan0% (1)
- Seminarski Rad Aleksic Marko 2Document11 pagesSeminarski Rad Aleksic Marko 2Dejan MilanovicNo ratings yet
- МЕРЕЊЕ И МЕРНА СРЕДСТВА 1Document29 pagesМЕРЕЊЕ И МЕРНА СРЕДСТВА 1Anonymous RCncq4No ratings yet
- Шакић Никола 48-20Document11 pagesШакић Никола 48-20Nikola ŠakićNo ratings yet
- Merenje I Kontrola Skripta 2Document11 pagesMerenje I Kontrola Skripta 2Anonymous hos8odNo ratings yet
- PRAKTIKUM Za Laboratorijske Vezbe Iz Fizike - K. Stankovic 2019-sDocument41 pagesPRAKTIKUM Za Laboratorijske Vezbe Iz Fizike - K. Stankovic 2019-sjandazNo ratings yet
- МЕРЕЊЕ И КОНТРОЛАDocument6 pagesМЕРЕЊЕ И КОНТРОЛАIvana SavicNo ratings yet
- Merenje I Kontrola ZupcanikaDocument13 pagesMerenje I Kontrola ZupcanikaVlada Miladinovic100% (1)
- Шакић Никола 48-20Document10 pagesШакић Никола 48-20Nikola ŠakićNo ratings yet
- Merenje I Kontrola Parametra (Ucionica - RS)Document47 pagesMerenje I Kontrola Parametra (Ucionica - RS)Zdravko Glisic100% (1)
- 04 Merenje DuzineDocument18 pages04 Merenje DuzineNikola LopacaninNo ratings yet
- Pomicna MerilaDocument12 pagesPomicna MerilaMiroslav MarinkovicNo ratings yet
- 5 Opticki Merni UredjajiDocument12 pages5 Opticki Merni UredjajiMelisa Hatkić-JašarevićNo ratings yet
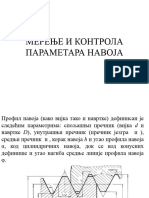
- Merenje I Kontrola NavojaDocument22 pagesMerenje I Kontrola NavojaSvetlana BrankovicNo ratings yet
- 2.2 Opticki Merni Uredjaji I SistemiDocument19 pages2.2 Opticki Merni Uredjaji I Sistemihajrus100% (1)
- Merenje I Kontrla Proizvoda PDFDocument9 pagesMerenje I Kontrla Proizvoda PDFDaniloNo ratings yet
- Алати за мјерењеDocument3 pagesАлати за мјерењеСина КаламандаNo ratings yet
- Мерила дужинеDocument11 pagesМерила дужинеSeminarski RadoviNo ratings yet
- Tehnike MerenjaDocument12 pagesTehnike MerenjaMiroslav MarinkovicNo ratings yet
- JU Tehnički ŠDocument16 pagesJU Tehnički ŠMarko VukicevicNo ratings yet
- МЕТОДИ И ПОСТУПЦИ ИЗРАДЕ НАВОЈА И ЗУПЧАНИКАDocument18 pagesМЕТОДИ И ПОСТУПЦИ ИЗРАДЕ НАВОЈА И ЗУПЧАНИКАpele BLNo ratings yet
- Katalog SRB 2011 Abt3Document180 pagesKatalog SRB 2011 Abt3djroNo ratings yet
- 2 2 Opticki Merni Uredjaji I Sistemi PDFDocument19 pages2 2 Opticki Merni Uredjaji I Sistemi PDFMuamera HodzicNo ratings yet
- Automatizacija Senzora U ProizvodnjiDocument22 pagesAutomatizacija Senzora U ProizvodnjiKristina MilojevicNo ratings yet
- Završni RadDocument50 pagesZavršni RadMilos ZecNo ratings yet
- Hidraulicne MakazeDocument24 pagesHidraulicne MakazeKostic Milan0% (1)
- Мерење и управљањеDocument20 pagesМерење и управљањеNenad kontaktNo ratings yet
- PomicnoМерилоDocument16 pagesPomicnoМерилоJuhasz LajosNo ratings yet
- Pr. o MU Za PM Duzine Do 2000 MMDocument6 pagesPr. o MU Za PM Duzine Do 2000 MMnameNo ratings yet
- Merenje I Kontrola 7 RazredDocument22 pagesMerenje I Kontrola 7 RazredSlobodan VukašinovićNo ratings yet
- 3Document46 pages3Ply BoysNo ratings yet
- Magrem Bukvar 2020Document28 pagesMagrem Bukvar 2020Danijel IlicNo ratings yet
- Merenje I KontrolaDocument33 pagesMerenje I KontrolaMirjana StefanovicNo ratings yet
- Merenje I Kontrola 3Document6 pagesMerenje I Kontrola 3BocoaNo ratings yet
- Mikrometar I Pomicno MjeriloDocument1 pageMikrometar I Pomicno Mjerilohans_00No ratings yet
- VII Nedelja Metr Etaloni Merenja MerilaDocument52 pagesVII Nedelja Metr Etaloni Merenja Merilasam alNo ratings yet
- МЕРЕЊЕ И КОНТРОЛА ПАРАМЕТАРА OBLIKA I POLOŽAJADocument3 pagesМЕРЕЊЕ И КОНТРОЛА ПАРАМЕТАРА OBLIKA I POLOŽAJAvlade82No ratings yet
- Prezentacija Iz Merenja - Pomicno Kljunasto MeriloDocument14 pagesPrezentacija Iz Merenja - Pomicno Kljunasto MerilodjordjeraptorNo ratings yet
- Ramiz PDFDocument23 pagesRamiz PDFHaris MulalićNo ratings yet
- Senzori PomjerajaDocument14 pagesSenzori PomjerajaatijaNo ratings yet
- Kotrljajni LezajeviDocument38 pagesKotrljajni LezajeviDado KpsNo ratings yet
- Preciznost Merenja, Obrada I Predstavljanje Rezultata MerenjaDocument22 pagesPreciznost Merenja, Obrada I Predstavljanje Rezultata MerenjaMilos MilentijevicNo ratings yet
- Mehanizmi-Masina Seminarski RadDocument26 pagesMehanizmi-Masina Seminarski RadkidisevicNo ratings yet
- Мерење и контролаDocument2 pagesМерење и контролаZarko StankovicNo ratings yet
- Pr. o MU Za MS - KomparatereDocument6 pagesPr. o MU Za MS - KomparaterenameNo ratings yet
- Mjerna Tehnika U StrojarstvuDocument6 pagesMjerna Tehnika U StrojarstvuFru PluNo ratings yet
- Afaf 49-20Document14 pagesAfaf 49-20Nikola ŠakićNo ratings yet
- Završni Rad CNC Strugovi KrajDocument37 pagesZavršni Rad CNC Strugovi KrajMarkoNo ratings yet
- Specijalisticki Rad - Dragan PetkovicDocument14 pagesSpecijalisticki Rad - Dragan PetkovicNenadStankovićNo ratings yet
- Jusm A1 410Document2 pagesJusm A1 410MSc Kostic MilosNo ratings yet
- Статичко тестирањеDocument3 pagesСтатичко тестирањеБојана ЈовановићNo ratings yet
- Seminarski Merenje I KontrolaDocument10 pagesSeminarski Merenje I KontrolaDarko SavinNo ratings yet
- Dilatometar 1446807668340Document17 pagesDilatometar 1446807668340Marija MilenkovicNo ratings yet
- Шакић Никола 48-20Document11 pagesШакић Никола 48-20Nikola ŠakićNo ratings yet
- Шакић Никола 48-20Document10 pagesШакић Никола 48-20Nikola ŠakićNo ratings yet
- Predavanja-Merenje I KontrolaagaDocument180 pagesPredavanja-Merenje I KontrolaagaNikola ŠakićNo ratings yet
- Afaf 49-20Document14 pagesAfaf 49-20Nikola ŠakićNo ratings yet