You might also like
- Denso Procedure For Servicing 2 Nozzles InjectorsDocument41 pagesDenso Procedure For Servicing 2 Nozzles InjectorsCostas Ponehundred75% (4)
- Caterpillar Cat 330 TRACK-TYPE EXCAVATOR (Prefix 6SK) Service Repair Manual (6SK00001 and Up)Document24 pagesCaterpillar Cat 330 TRACK-TYPE EXCAVATOR (Prefix 6SK) Service Repair Manual (6SK00001 and Up)kfm8seuudu100% (1)
- Service Repair Manual Cat320c Pab00001 and UpDocument23 pagesService Repair Manual Cat320c Pab00001 and Updeff soultNo ratings yet
- Smi16a Magnet AdjustmentsDocument53 pagesSmi16a Magnet AdjustmentsJavier VergaraNo ratings yet
- Caterpillar Cat 304.5E Mini Hydraulic Excavator (Prefix FXT) Service Repair Manual (FXT00001 and Up)Document22 pagesCaterpillar Cat 304.5E Mini Hydraulic Excavator (Prefix FXT) Service Repair Manual (FXT00001 and Up)kfmuseddk100% (1)
- Caterpillar Cat 330C FM EXCAVATOR (Prefix B4N) Service Repair Manual (B4N00001 and Up)Document27 pagesCaterpillar Cat 330C FM EXCAVATOR (Prefix B4N) Service Repair Manual (B4N00001 and Up)kfm8seuuduNo ratings yet
- Caterpillar Cat 330B L EXCAVATOR (Prefix 1JS) Service Repair Manual (1JS00001 and Up)Document26 pagesCaterpillar Cat 330B L EXCAVATOR (Prefix 1JS) Service Repair Manual (1JS00001 and Up)kfm8seuuduNo ratings yet
- Fan and LPCDocument47 pagesFan and LPCkien Duy PhanNo ratings yet
- Different Types of Units in Fixture - Theory - Skill-LyncDocument21 pagesDifferent Types of Units in Fixture - Theory - Skill-Lyncomarxism2100% (1)
- Caterpillar Cat 320d2 Excavator Prefix XBB Service Repair Manual Xbb00001 and Up 1588418222Document23 pagesCaterpillar Cat 320d2 Excavator Prefix XBB Service Repair Manual Xbb00001 and Up 1588418222rayendraNo ratings yet
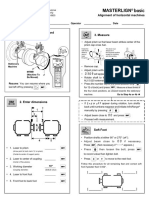
- Alignment PDFDocument12 pagesAlignment PDFVictor Nunez100% (1)
- AA02193C STRG Pin Wear Checks and SizesDocument8 pagesAA02193C STRG Pin Wear Checks and SizesSebastiao DuarteNo ratings yet
- TASK 71-00-00-000-042-A Removal of The Power PlantDocument24 pagesTASK 71-00-00-000-042-A Removal of The Power PlantVijai PrakashNo ratings yet
- AMM - IGO - A318/A319/A320/A321 REV DATE: Aug 01/2021 Tail Number - MSN - FSN: VT-ILN - 10151 - 431Document6 pagesAMM - IGO - A318/A319/A320/A321 REV DATE: Aug 01/2021 Tail Number - MSN - FSN: VT-ILN - 10151 - 431Rameswar PradhanNo ratings yet
- Caterpillar Cat M318C MH WHEELED EXCAVATOR (Prefix BEB) Service Repair Manual (BEB00001-02000) PDFDocument28 pagesCaterpillar Cat M318C MH WHEELED EXCAVATOR (Prefix BEB) Service Repair Manual (BEB00001-02000) PDFfkdmmaNo ratings yet
- Caterpillar Cat M313C WHEELED Excavator (Prefix H2A) Service Repair Manual (H2A00001 and Up) PDFDocument27 pagesCaterpillar Cat M313C WHEELED Excavator (Prefix H2A) Service Repair Manual (H2A00001 and Up) PDFfkdmmaNo ratings yet
- AMM - 01-Aug-2019 - 79-21-10-000-004-A - Removal of The Lubrication UnitDocument10 pagesAMM - 01-Aug-2019 - 79-21-10-000-004-A - Removal of The Lubrication UnitIrfan05100% (1)
- HPT Stage 1 Blades and Duct SegmentsDocument28 pagesHPT Stage 1 Blades and Duct SegmentsArabyAbdel Hamed SadekNo ratings yet
- Ap 2144Document160 pagesAp 2144reginaldo11100% (1)
- CRT075-EN BOSCH Third Measuring Tool 9pcs KitDocument8 pagesCRT075-EN BOSCH Third Measuring Tool 9pcs KitLuc Mutombo MukuluNo ratings yet
- Brushless Exciter AlignmentDocument3 pagesBrushless Exciter AlignmentanilscoobNo ratings yet
- Rolls-Royce: 250-B17F Series Operation and MaintenanceDocument6 pagesRolls-Royce: 250-B17F Series Operation and MaintenanceAnonymous 298xlo3uUNo ratings yet
- WheelsDocument322 pagesWheelsTarjiman TarjimanNo ratings yet
- ML C Ser c206hmm225Document15 pagesML C Ser c206hmm225mantenimientoaerosarayakuNo ratings yet
- Roll Trim - Maintenance PracticesDocument15 pagesRoll Trim - Maintenance Practicesron.bentonNo ratings yet
- BHT 206 16 209Document8 pagesBHT 206 16 209edsel jose diaz sarmientoNo ratings yet
- Document MBDocument6 pagesDocument MBJunior Rojas PerezNo ratings yet
- Caterpillar Cat M322D MH WHEELED EXCAVATOR (Prefix W2T) Service Repair Manual (W2T00001 and Up) PDFDocument20 pagesCaterpillar Cat M322D MH WHEELED EXCAVATOR (Prefix W2T) Service Repair Manual (W2T00001 and Up) PDFfkdmmaNo ratings yet
- Actuator Boot 27 50 00 2Document8 pagesActuator Boot 27 50 00 2ELIDEZVIVASNo ratings yet
- ML H 800 h800mm572Document2 pagesML H 800 h800mm572Aldo CarmonaNo ratings yet
- G2 Power Steering: To IndexDocument51 pagesG2 Power Steering: To IndexKwun Hok ChongNo ratings yet
- Flywheel Housing - Remove and Install - Standard Housing (KENR6081-15)Document8 pagesFlywheel Housing - Remove and Install - Standard Housing (KENR6081-15)Anderson Oliveira SilvaNo ratings yet
- Disassembly-Assembly - Engine - ARRIEL Engine Installation On Helicopter-71-10-00-402Document13 pagesDisassembly-Assembly - Engine - ARRIEL Engine Installation On Helicopter-71-10-00-402SiswadiNo ratings yet
- CAT - C-15 Industrial Engine BEM0Document5 pagesCAT - C-15 Industrial Engine BEM0Martina FambNo ratings yet
- Autopilot Servo - Maintenance PracticesDocument16 pagesAutopilot Servo - Maintenance PracticesEleazarNo ratings yet
- Vibration Damper and Pulley - Install - Pulley With Split Lock Rings (KENR6081-15)Document3 pagesVibration Damper and Pulley - Install - Pulley With Split Lock Rings (KENR6081-15)Anderson Oliveira SilvaNo ratings yet
- Valve Mechanism Cover Base - Remove and Install (KENR6081-15)Document6 pagesValve Mechanism Cover Base - Remove and Install (KENR6081-15)Anderson Oliveira SilvaNo ratings yet
- ML B 200 b200fmm1035Document11 pagesML B 200 b200fmm1035Marco Antonio PrietoNo ratings yet
- General Instructions - Rotors Ight ControlsDocument5 pagesGeneral Instructions - Rotors Ight Controlsrama AmeesNo ratings yet
- Manually Deploy and Stow Translating SleevesDocument10 pagesManually Deploy and Stow Translating Sleevesphuong leNo ratings yet
- Service Bulletin: CaravanDocument8 pagesService Bulletin: CaravanEric HenriqueNo ratings yet
- Fuel Shut-Off Cock Removal - Installation - Engine Fuel Supply System With Dual Booster Pump - 28!20!01-403Document6 pagesFuel Shut-Off Cock Removal - Installation - Engine Fuel Supply System With Dual Booster Pump - 28!20!01-403SiswadiNo ratings yet
- SEB 27 04 T206H Elevator Trim Stop Block RelocationDocument8 pagesSEB 27 04 T206H Elevator Trim Stop Block RelocationKris Wuthrich BatarioNo ratings yet
- Flap System RiginDocument12 pagesFlap System RiginHarold Reyes100% (1)
- Vibration Damper and Pulley - Remove and InstallDocument3 pagesVibration Damper and Pulley - Remove and Installbejoythomas100% (1)
- Cam ShaftDocument7 pagesCam ShaftMahmoud AliNo ratings yet
- Technical Bulletin: CopierDocument22 pagesTechnical Bulletin: CopiernickypanzeNo ratings yet
- 70.00.00 Standard Practices - Removal - InstallationDocument23 pages70.00.00 Standard Practices - Removal - InstallationTimoteo Molina RomeroNo ratings yet
- SB C208 Stall WarningDocument14 pagesSB C208 Stall WarningrobertobrouNo ratings yet
- SB60 32 16Document19 pagesSB60 32 16Sebastian BecerraNo ratings yet
- Crankshaft Front Seal - Remove and Install (KENR6081-15)Document5 pagesCrankshaft Front Seal - Remove and Install (KENR6081-15)Anderson Oliveira SilvaNo ratings yet
- Front Cover - Remove and Install (KENR6081-15)Document3 pagesFront Cover - Remove and Install (KENR6081-15)Anderson Oliveira SilvaNo ratings yet
- ML C 650 c65mm716Document8 pagesML C 650 c65mm716operacionesNo ratings yet
- ON A/C FSN 551-600: Customization Aircraft Types Doctypes Revision Date Title Tail Number - MSN - FSNDocument7 pagesON A/C FSN 551-600: Customization Aircraft Types Doctypes Revision Date Title Tail Number - MSN - FSNEdson CarvalhoNo ratings yet
- KeaDocument8 pagesKeaGeorge UmanovNo ratings yet
- Pneumatic Drill: Cs UnitecDocument8 pagesPneumatic Drill: Cs UnitecMarniel EspinozaNo ratings yet
- Cleaning of Contact Points and Wiring HarnessesDocument3 pagesCleaning of Contact Points and Wiring HarnessesRafa Montes MOralesNo ratings yet
- CAT 242B Armado Motor de Traslación PDFDocument20 pagesCAT 242B Armado Motor de Traslación PDFjrincon26No ratings yet
- Caterpillar Cat 235 EXCAVATOR (Prefix 64R) Service Repair Manual (64R01258 and Up)Document25 pagesCaterpillar Cat 235 EXCAVATOR (Prefix 64R) Service Repair Manual (64R01258 and Up)rpoy9396615No ratings yet
- Valve Mechanism Cover Base - Remove and Install - Composite Valve Mechanism Cover Base (KENR6081-15)Document7 pagesValve Mechanism Cover Base - Remove and Install - Composite Valve Mechanism Cover Base (KENR6081-15)Anderson Oliveira SilvaNo ratings yet
- TR deDocument9 pagesTR deRameswar PradhanNo ratings yet
- Cylinder Blok c4Document7 pagesCylinder Blok c4lilikNo ratings yet
- NE04 014revbDocument23 pagesNE04 014revbMarlene Yuriserll Ruiz MuñozNo ratings yet
- Alert Service Bulletin UH-1H-17-19: ASB UH-1H-17-19 Page 1 of 8 Approved For Public ReleaseDocument8 pagesAlert Service Bulletin UH-1H-17-19: ASB UH-1H-17-19 Page 1 of 8 Approved For Public Releasesebastian eduardoNo ratings yet
- Vibration Damper and Pulley - Remove - Pulley With Split Lock Rings (KENR6081-15)Document3 pagesVibration Damper and Pulley - Remove - Pulley With Split Lock Rings (KENR6081-15)Anderson Oliveira SilvaNo ratings yet
- Manual For 1215 Kva Rig AlternatorDocument18 pagesManual For 1215 Kva Rig Alternatorprem080910No ratings yet
- Chapter 76 - Engine ControlsDocument40 pagesChapter 76 - Engine Controlsreginaldo11No ratings yet
- Chapter 52 - DoorsDocument104 pagesChapter 52 - Doorsreginaldo11No ratings yet
- Chapter 77 - Engine IndicatingDocument38 pagesChapter 77 - Engine Indicatingreginaldo11No ratings yet
- Chapter 55 - StabilizersDocument72 pagesChapter 55 - Stabilizersreginaldo11No ratings yet
- Chapter 53 - FuselageDocument66 pagesChapter 53 - Fuselagereginaldo11No ratings yet
- 2023-10-02 Paragraph IDocument1 page2023-10-02 Paragraph Ireginaldo11No ratings yet
- At 19 Mantanince Manual 1Document128 pagesAt 19 Mantanince Manual 1reginaldo11No ratings yet
- Phenom Wheel Log CardDocument2 pagesPhenom Wheel Log Cardreginaldo11No ratings yet
- G18S 6Document6 pagesG18S 6reginaldo11No ratings yet
- SIL-35-111 - AVOX Systems, Inc.Document7 pagesSIL-35-111 - AVOX Systems, Inc.reginaldo11No ratings yet
- Chapter 12 - Servicing (Lubrications)Document148 pagesChapter 12 - Servicing (Lubrications)reginaldo11No ratings yet
- MM Phenom 300 - ENGINE - Chapter 04 e 05 - DWNLD 24mar22Document22 pagesMM Phenom 300 - ENGINE - Chapter 04 e 05 - DWNLD 24mar22reginaldo11No ratings yet
- Toyota 5l Valve ClearanceDocument5 pagesToyota 5l Valve ClearancedennoNo ratings yet
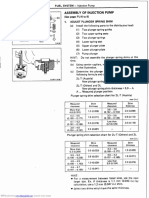
- Assembly of Injection Pump: FU-16 Fuel SystemDocument6 pagesAssembly of Injection Pump: FU-16 Fuel SystemDavid QuispeNo ratings yet
- Main Bearing Desing Update Man BWDocument21 pagesMain Bearing Desing Update Man BWMiroslaw LabudaNo ratings yet
- Toyota 5l Valve ClearanceDocument5 pagesToyota 5l Valve ClearancedennoNo ratings yet
- Materials For Shims and Laminated Shim Stock Peel-Plate GMBHDocument4 pagesMaterials For Shims and Laminated Shim Stock Peel-Plate GMBHAVINASH ANAND RAONo ratings yet
- Operation and Maintenance Manual-1Document27 pagesOperation and Maintenance Manual-1Daniel TekleNo ratings yet
- Alineamiento LaserDocument2 pagesAlineamiento LaserpatograndonNo ratings yet
- D2Z Angled Armrest Wedges Key InformationDocument4 pagesD2Z Angled Armrest Wedges Key InformationnmosilvaNo ratings yet
- Chapter 57 - WingsDocument64 pagesChapter 57 - Wingsreginaldo11No ratings yet
- Test BookDocument112 pagesTest BookJamel CharefNo ratings yet
- Cummins Barry Isolators Loading Snubber ClearancesDocument2 pagesCummins Barry Isolators Loading Snubber ClearancesFloyd PriceNo ratings yet
- SHIMS Permabloc BrochureDocument4 pagesSHIMS Permabloc BrochurehrstgaNo ratings yet
- TMG E1341Document31 pagesTMG E1341dwinanto.lrsNo ratings yet
- Mastil PDFDocument84 pagesMastil PDFPepe AlNo ratings yet
- Mastil y HorquillasDocument43 pagesMastil y HorquillasFredy ReyesNo ratings yet
- Adjustment of Extensions HIABDocument4 pagesAdjustment of Extensions HIABEDUARDO VEGANo ratings yet
- 01 - NT Neck How It WorksDocument8 pages01 - NT Neck How It WorksRojo PikantNo ratings yet
- EH3500AC 3 - Workshop - WQEB EN 01 (20151120) 153 164Document12 pagesEH3500AC 3 - Workshop - WQEB EN 01 (20151120) 153 164Omar HajjiNo ratings yet
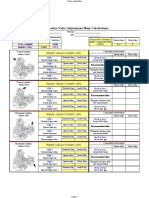
- Desmodue Valve Adjustment Shim Calculations: Impute Values in Blank CellsDocument1 pageDesmodue Valve Adjustment Shim Calculations: Impute Values in Blank Cellsnad13eNo ratings yet
- C11 2Document44 pagesC11 2Digambar JadhavNo ratings yet
- ShimsDocument16 pagesShimsAjit PatilNo ratings yet