You might also like
- Bell-John Deere 315 SK Workshop Service Repair PDFDocument733 pagesBell-John Deere 315 SK Workshop Service Repair PDFRonaldWiseman52% (27)
- ASME IX-Welder Performance Qualification (WPQ) : Welding and NDT Purposed FormatDocument1 pageASME IX-Welder Performance Qualification (WPQ) : Welding and NDT Purposed FormatArshadAliNo ratings yet
- Єскаватор PDFDocument65 pagesЄскаватор PDFТарасСкульський100% (3)
- Welding ProcedureDocument11 pagesWelding ProcedureGFDSGSRTGTRH100% (1)
- Welding QA/QC Manual SampleDocument18 pagesWelding QA/QC Manual SampleDanem Halas100% (1)
- Flange Asme ViiiDocument21 pagesFlange Asme Viiizahidwahla1No ratings yet
- DuraGal - Design Capacity Tables For Steel Hollow SectionsDocument187 pagesDuraGal - Design Capacity Tables For Steel Hollow SectionsrichardreddinNo ratings yet
- Basic Fabrication Process FlowchartDocument1 pageBasic Fabrication Process FlowchartMorjhan MJ86% (29)
- Misumi Technical Data PDFDocument1 pageMisumi Technical Data PDFtnchsg100% (1)
- CHEVRON Shell and Tube Exchanger Component Design ConsiderationsDocument42 pagesCHEVRON Shell and Tube Exchanger Component Design Considerationsbabak mir80% (5)
- Welding Rod Selection 2 PDFDocument1 pageWelding Rod Selection 2 PDFPrior Drake89% (9)
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Welding Procedure Specification for Vertical Storage TanksDocument6 pagesWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- AWS Quality Manual Sample No Field InstallationDocument20 pagesAWS Quality Manual Sample No Field InstallationManzar KhanNo ratings yet
- AWS Welders Training Sense - Presentation PDFDocument24 pagesAWS Welders Training Sense - Presentation PDFvonipkoNo ratings yet
- ''Technology Examination Questions (Multi-Cohice Exam - 1)Document4 pages''Technology Examination Questions (Multi-Cohice Exam - 1)Vijaya BaraniNo ratings yet
- Inspection and Test Plan For Structure Steel Erection WorksDocument11 pagesInspection and Test Plan For Structure Steel Erection WorksVijaya BaraniNo ratings yet
- WPS GTAW Stainless SteelDocument7 pagesWPS GTAW Stainless SteelVarun MalhotraNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Preliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Document2 pagesPreliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Vijaya BaraniNo ratings yet
- Rai Industrial Power PVT - LTD Inspection Test Plan (Check/Hold Points) For Piping WorksDocument4 pagesRai Industrial Power PVT - LTD Inspection Test Plan (Check/Hold Points) For Piping WorksVijaya Barani100% (1)
- Rai Industrial Power PVT - LTD Inspection Test Plan (Check/Hold Points) For Piping WorksDocument4 pagesRai Industrial Power PVT - LTD Inspection Test Plan (Check/Hold Points) For Piping WorksVijaya Barani100% (1)
- NDT Weld Visual Inspection ProcedureDocument4 pagesNDT Weld Visual Inspection Procedureg_sancheti100% (2)
- 2011 VND O&M ManualDocument12 pages2011 VND O&M Manualsequeira.cedric6742No ratings yet
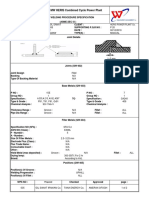
- Glycol Reboiler Still Welding Procedure Specification (PWPSDocument2 pagesGlycol Reboiler Still Welding Procedure Specification (PWPSstdshopNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Part B - CwiDocument5 pagesPart B - CwimobtalaNo ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNo ratings yet
- WPS Multi GMAW FCAW PDFDocument2 pagesWPS Multi GMAW FCAW PDFwentroprem75% (4)
- Welding Procedure Specification "WPS": O O O ODocument1 pageWelding Procedure Specification "WPS": O O O OAli MoosaviNo ratings yet
- Welding Technology Exam QuestionsDocument11 pagesWelding Technology Exam QuestionsVijaya BaraniNo ratings yet
- ESAB - Stainless Handbook PDFDocument92 pagesESAB - Stainless Handbook PDFfarshid KarpasandNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- WPSDocument2 pagesWPSAlam MD Sazid100% (1)
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- WPS PQR ProcedureDocument31 pagesWPS PQR Proceduresudeesh kumarNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- Annex A. Fy 2018 List of Recipient TVL Shs (Sdos and Ius)Document169 pagesAnnex A. Fy 2018 List of Recipient TVL Shs (Sdos and Ius)Bryan SmileNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- O O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Document1 pageO O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Ali MoosaviNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- GTAWDocument1 pageGTAWabdulNo ratings yet
- GS 001 Link 1 PDFDocument1 pageGS 001 Link 1 PDFhichemokokNo ratings yet
- WPS VesselDocument1 pageWPS VesselNaqqash SajidNo ratings yet
- S 001 Link 2Document1 pageS 001 Link 2wael badawiNo ratings yet
- (P1) NSC-1020-TR-0102-1.1-WPS-06Document6 pages(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification: (As Per Asme Sec Ix)Document1 pageWelding Procedure Specification: (As Per Asme Sec Ix)Himanshu SinghNo ratings yet
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
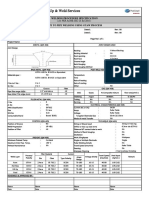
- Mathew Associates Hook Up & Weld Services: Welding Procedure SpecificationDocument1 pageMathew Associates Hook Up & Weld Services: Welding Procedure SpecificationHimanshu SinghNo ratings yet
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- 347 310 WPSDocument2 pages347 310 WPSBIIS QAQC Babu SivaNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- WPS-035 - (Pno.15e To Pno.7) - 2Document2 pagesWPS-035 - (Pno.15e To Pno.7) - 2Allahyar YekkalamNo ratings yet
- Ce0034-Wps PQR02 E7.62 P01 01 PDFDocument1 pageCe0034-Wps PQR02 E7.62 P01 01 PDFKhaled BouhlelNo ratings yet
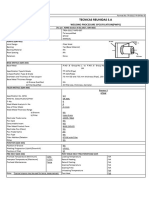
- Tecnicas Reunidas S.A: Welding Procedure Specification (WPS)Document2 pagesTecnicas Reunidas S.A: Welding Procedure Specification (WPS)BIIS QAQC Babu SivaNo ratings yet
- WPS For SSDocument1 pageWPS For SSdeepakNo ratings yet
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Document2 pagesTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Document3 pagesNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNo ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
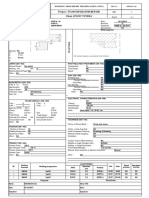
- Project: Ts 100 Separator Repair: Welding Procedure Specification (WPS)Document1 pageProject: Ts 100 Separator Repair: Welding Procedure Specification (WPS)Anonymous 7aUHXY1vWbNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- Name: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDocument2 pagesName: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiNo ratings yet
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- QW-482 Welding Procedure Specification: Section IX, ASME Boiler & Pressure Vessel CodeDocument2 pagesQW-482 Welding Procedure Specification: Section IX, ASME Boiler & Pressure Vessel CodeRamzi ZoghlamiNo ratings yet
- Welding Procedure Specification: JOINT (QW-402)Document10 pagesWelding Procedure Specification: JOINT (QW-402)Lipika GayenNo ratings yet
- Name:Murat First Name (S) : WPQ N°: TUR-18-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDocument2 pagesName:Murat First Name (S) : WPQ N°: TUR-18-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiNo ratings yet
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- Welding Procedure Data Sheet for Steel Groups 1-3Document1 pageWelding Procedure Data Sheet for Steel Groups 1-3suronocaturatmojoNo ratings yet
- Aic Asf PQR 0121Document2 pagesAic Asf PQR 0121AHMED MEDANYNo ratings yet
- QW 482 WPS (Gtaw+smaw) 04.01.2015Document8 pagesQW 482 WPS (Gtaw+smaw) 04.01.2015Srikant GanjiNo ratings yet
- WPS Proposed CS (2''pwht-01e)Document2 pagesWPS Proposed CS (2''pwht-01e)Rajeev KumarNo ratings yet
- Profile Snapshot: H.Yashik Ahammed B.E., Certified Welding Inspeector-3.1 Qa/Qc Engineer - Pipeline & StructuralDocument5 pagesProfile Snapshot: H.Yashik Ahammed B.E., Certified Welding Inspeector-3.1 Qa/Qc Engineer - Pipeline & StructuralVijaya BaraniNo ratings yet
- Heat Treatment Procedure GuideDocument4 pagesHeat Treatment Procedure GuideDemir Alp IlıkobaNo ratings yet
- Technology 2Document9 pagesTechnology 2Vijaya BaraniNo ratings yet
- Carbon Equivalent Ploblem SolvedDocument1 pageCarbon Equivalent Ploblem SolvedJon LawsonNo ratings yet
- Cwi ToolsDocument5 pagesCwi ToolsMohamedGhanemNo ratings yet
- Guide Lines For Preparation of QAP by VendorsDocument1 pageGuide Lines For Preparation of QAP by VendorsFaiyaz KhanNo ratings yet
- Material Data Sheets For Piping: 1 ForewordDocument50 pagesMaterial Data Sheets For Piping: 1 ForewordhsdeNo ratings yet
- Form 29Document1 pageForm 29jacobpulikodenNo ratings yet
- 476 NR - 2018 01Document26 pages476 NR - 2018 01魏永涛No ratings yet
- MPI Reference Guide 2011Document20 pagesMPI Reference Guide 2011Telo VendoNo ratings yet
- Metrode Duplex Welding EWDDocument7 pagesMetrode Duplex Welding EWDClaudia MmsNo ratings yet
- Ss 1145Document2 pagesSs 1145wholenumberNo ratings yet
- Bhaduri2001 PDFDocument11 pagesBhaduri2001 PDFakhileshNo ratings yet
- Utp 7015 NKDocument1 pageUtp 7015 NKsergey.pu4kaNo ratings yet
- AQSIQ Notice No.151 (2012) PDFDocument12 pagesAQSIQ Notice No.151 (2012) PDFarbor02No ratings yet
- SMAW Facilitator's Guide Provides Safety Tips for Welding Fumes and Electric Shock HazardsDocument62 pagesSMAW Facilitator's Guide Provides Safety Tips for Welding Fumes and Electric Shock HazardsAJ AcuñaNo ratings yet
- API 653 Calculation TestsDocument20 pagesAPI 653 Calculation TestsAnuradha Sivakumar100% (4)
- Wel 12 DDocument7 pagesWel 12 DWilly UioNo ratings yet
- AASHTO D1.5 welding procedure specificationDocument1 pageAASHTO D1.5 welding procedure specificationViswanath SreepadaNo ratings yet
- PCH Welding Repair ProcedureDocument8 pagesPCH Welding Repair Proceduremohd as shahiddin jafriNo ratings yet
- Esab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)Document1 pageEsab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)RodrigoNo ratings yet
- Welding Level 3 5e Courseplanningtools PDFDocument25 pagesWelding Level 3 5e Courseplanningtools PDFFerl Sadrid0% (1)
- Machine Frames, Bolted Connections, and WeldedDocument19 pagesMachine Frames, Bolted Connections, and WeldedwinstonsequeiraNo ratings yet
- Manual de Servicio dv26Document505 pagesManual de Servicio dv26Servi PadNo ratings yet
- VR7000 Wire Feeder ManualDocument55 pagesVR7000 Wire Feeder Manualfzr989No ratings yet
- Description S.NO.: Produced by An Autodesk Educational ProductDocument1 pageDescription S.NO.: Produced by An Autodesk Educational ProductAshar HassanNo ratings yet
- SSR DataDocument251 pagesSSR DataVenkata KrishnaNo ratings yet
- Duplex Beaune 2010Document10 pagesDuplex Beaune 2010aliNo ratings yet
- Cty CP Que hàn điện Việt Đức Chứng chỉ ISO 9001-2008Document48 pagesCty CP Que hàn điện Việt Đức Chứng chỉ ISO 9001-2008Binh Hung OngNo ratings yet
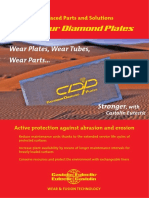
- Catalogo Placas Antidesgaste CDP PDFDocument12 pagesCatalogo Placas Antidesgaste CDP PDFoscarlopez12345No ratings yet
- Welding Hand BookDocument434 pagesWelding Hand BookavmrNo ratings yet
- MAG Digital High-Performance Ultrasonic GeneratorDocument4 pagesMAG Digital High-Performance Ultrasonic GeneratorAladin ZeribiNo ratings yet
- Wheel Up English Presentation 5Document17 pagesWheel Up English Presentation 5Omar Mendoza LegardaNo ratings yet